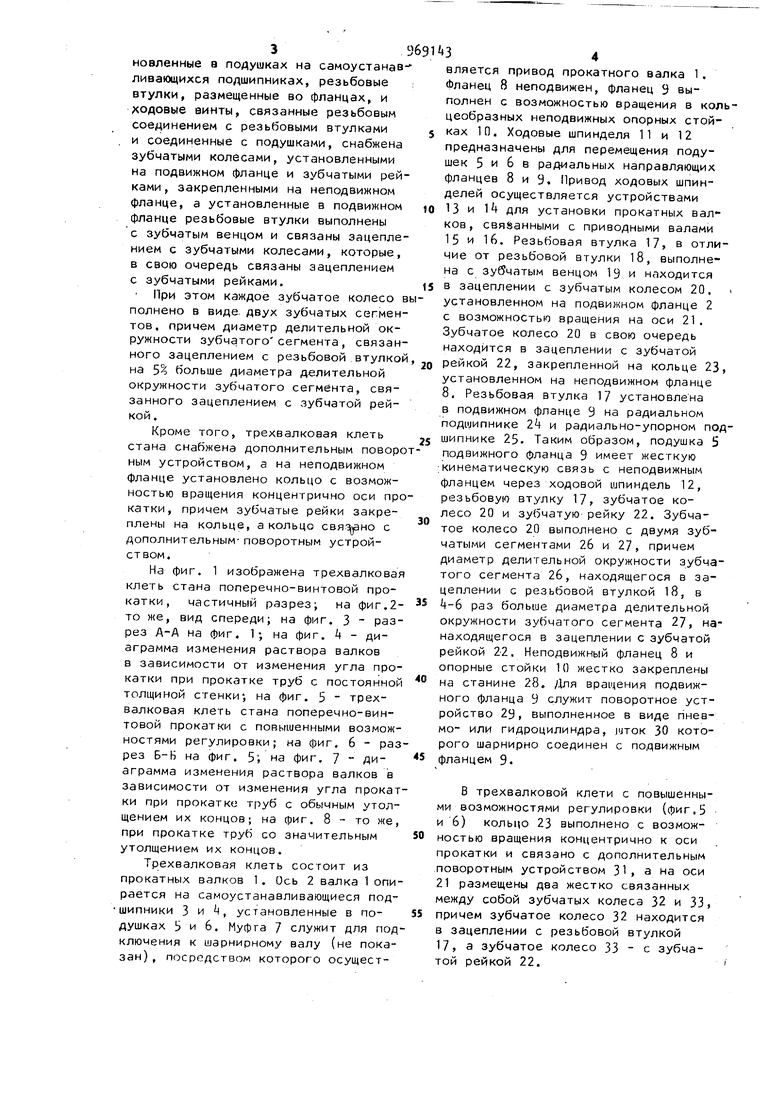
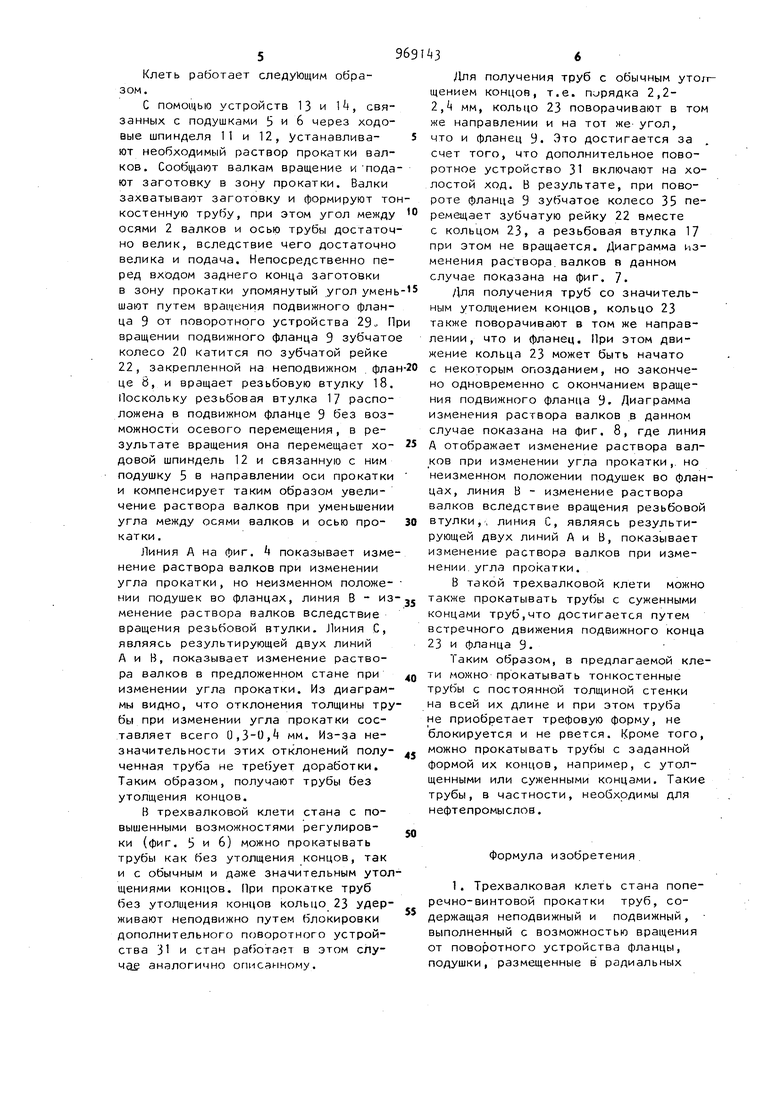
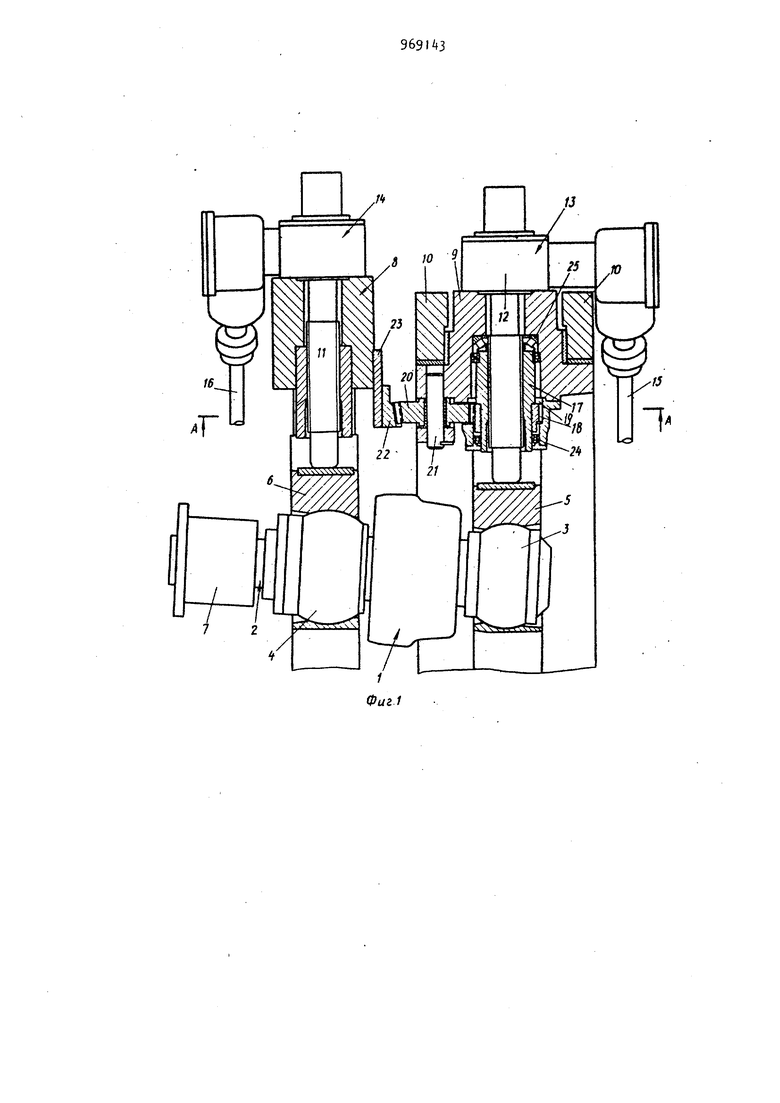
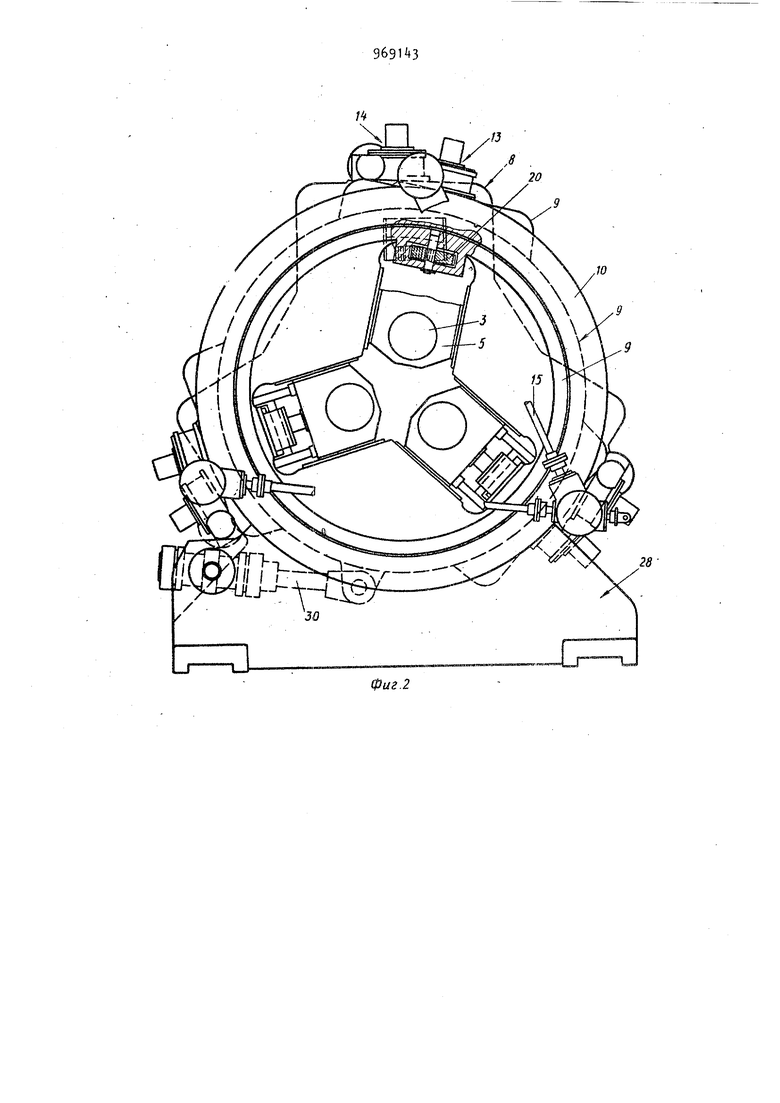
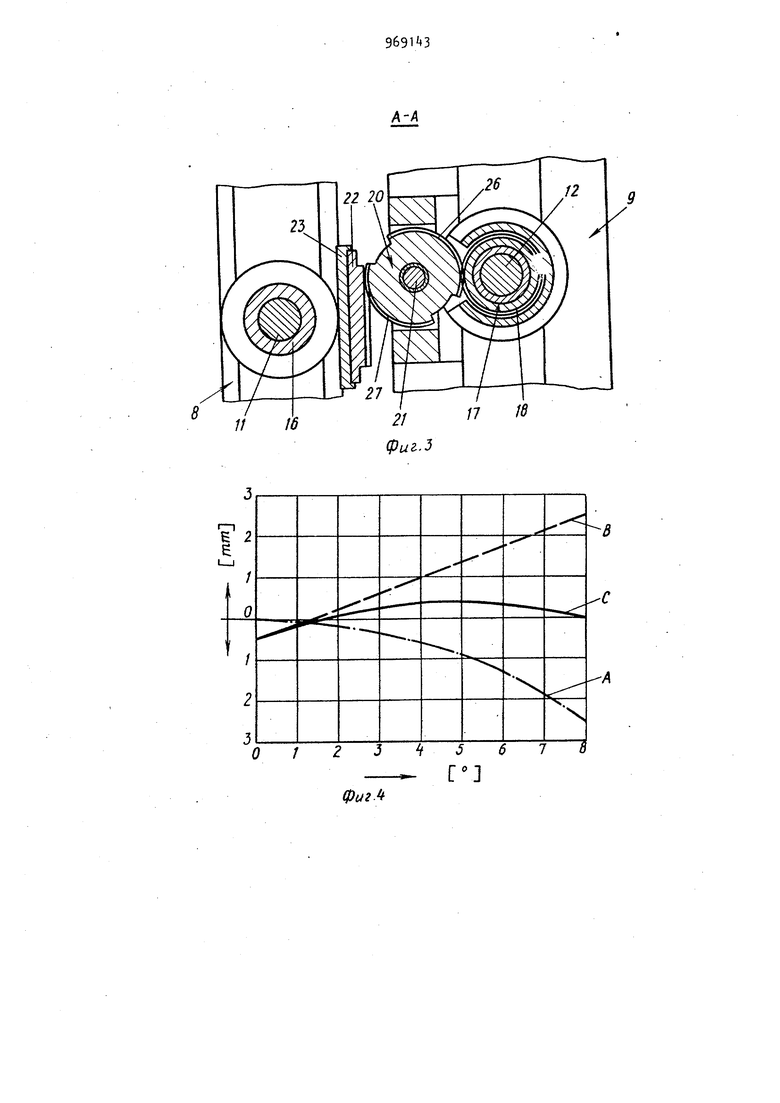
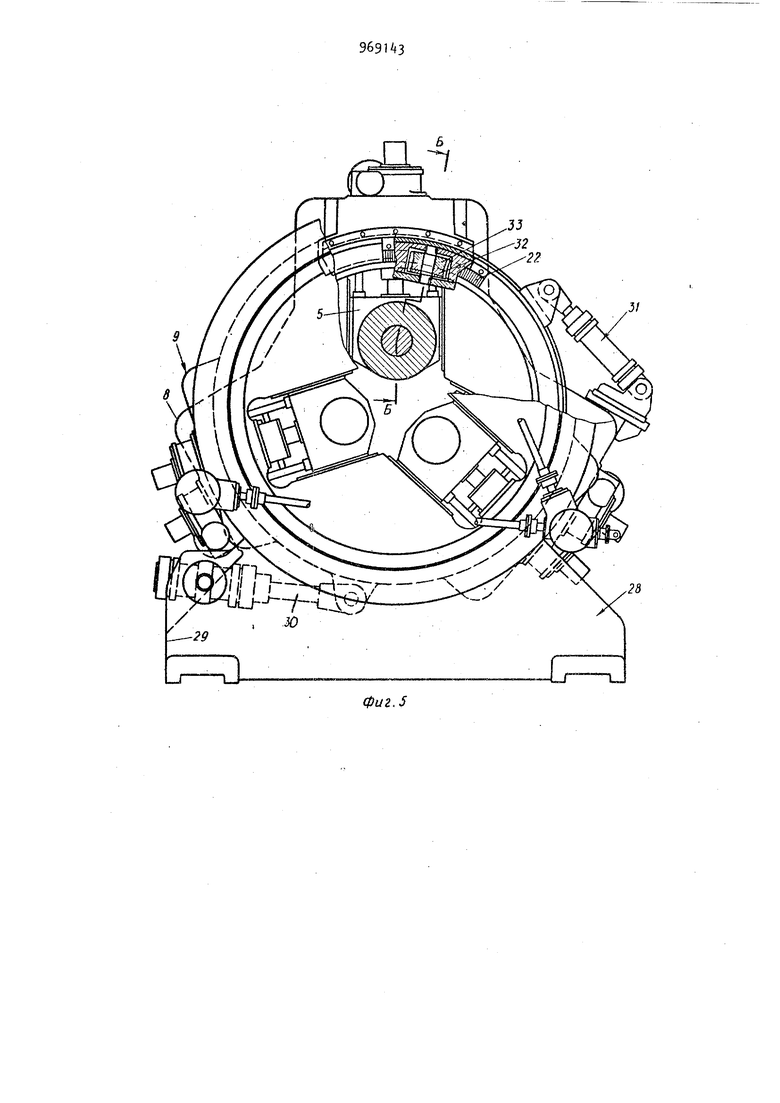
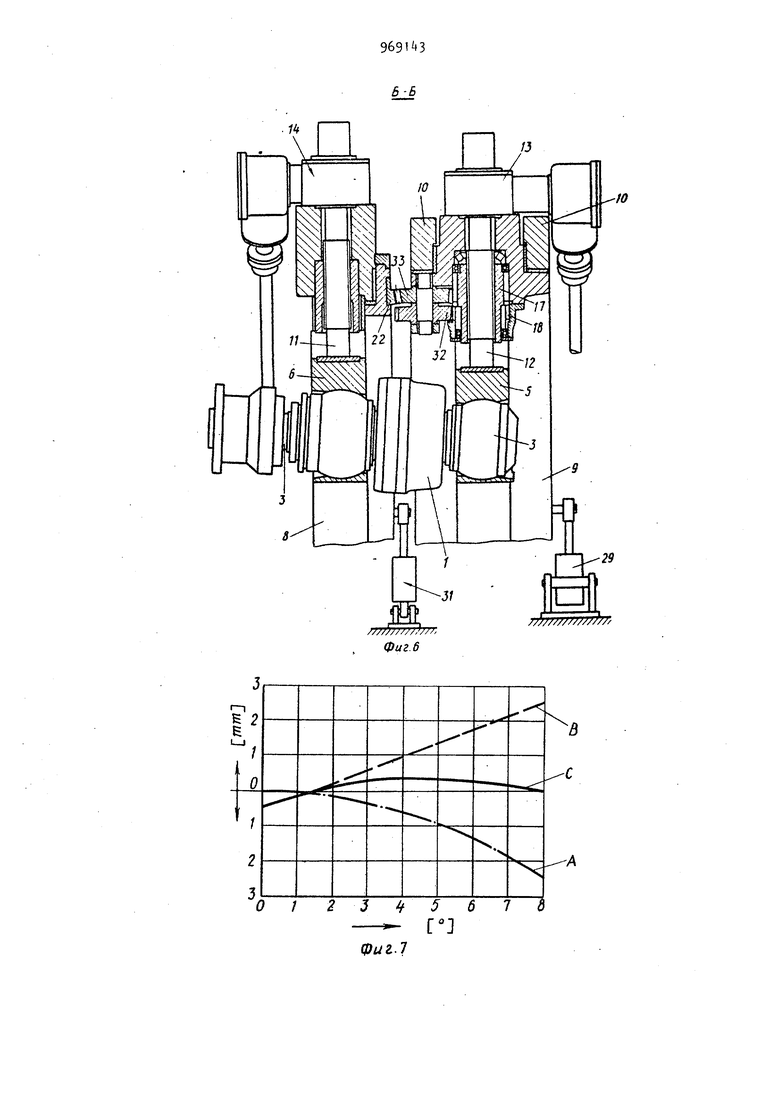
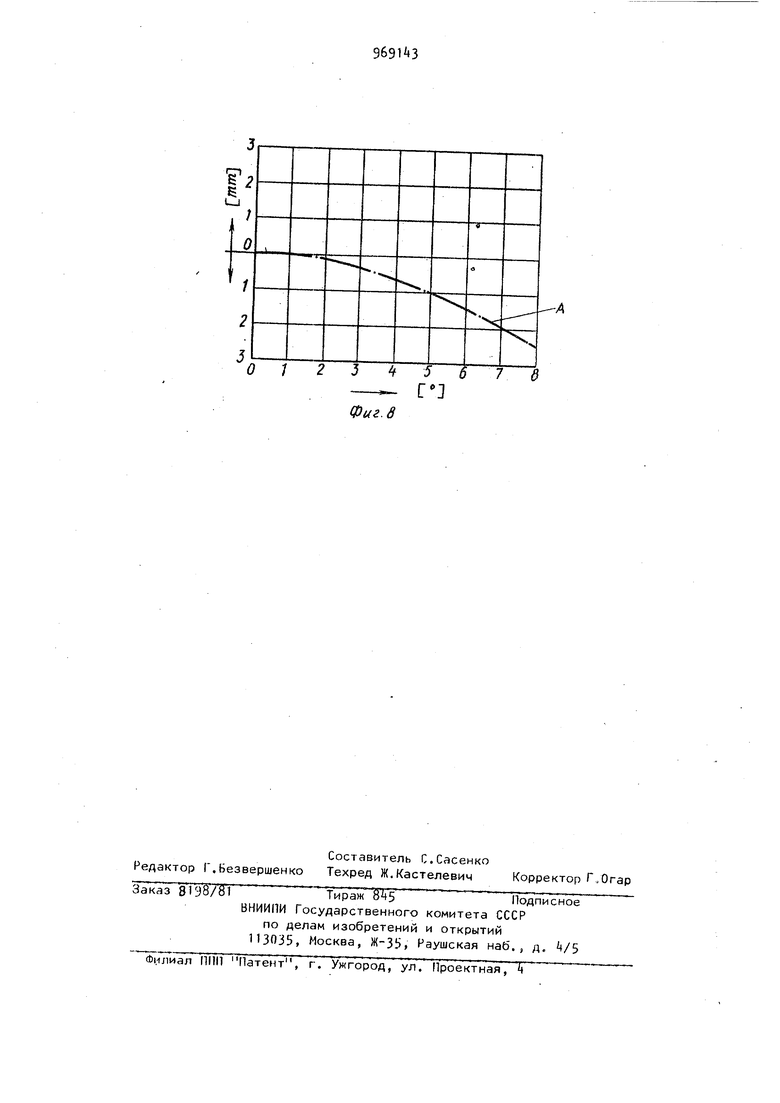
новленные в подушках на самоустанав- ливающихся подшипниках, резьбовые втулки, размещенные во фланцах, и ; одовые винты, связанные резьбовым соединением с резьбовыми втулками и соединенные с подушками, снабжена зубчатыми колесами, установленными на подвижном фланце и зубчатыми рейками , закрепленными на неподвижном фланце, а установленные в подвижном фланце резьбовые втулки выполнены с зубчатым венцом и связаны зацеплением с зубчатыми колесами, которые, в свою очередь связаны зацеплением с зубчатыми рейками. При этом каждое зубчатое колесо в полнено в виде, двух зубчатых сегментов, причем диаметр делительной окружности зубчатогосегмента, связанного зацеплением с резьбовой втулкой на 5% больше диаметра делительной окружности зубчатого сегмента, связанного зацеплением с зубчатой рейкой . Кроме того, трехвалковая клеть стана снабжена дополнительным поворо ным устройством, а на неподвижном фланце установлено кольцо с возможностью вращения концентрично оси про катки, причем зубчатые рейки закреплены на кольце, а кольцо связано с дополнительным-поворотным устройст вом. На фиг. 1 изображена трехвалковая клеть стана поперечно-винтовой прокатки, частичный разрез; на фиг.2то же, вид спереди; на фиг. 3 разрез А-А на фиг. 1; на фиг. 4 - диаграмма изменения раствора валков в зависимости от изменения угла прокатки при прокатке труб с постоянной толщиной стенки; на фиг. 5 трехвалковая клеть стана поперечно-винтовой прокатки с повышенными возможностями регулировки; на фиг. 6 - раз рез Б-Б на фиг. 5i на фиг. 7 Диаграмма изменения раствора валков в зависимости от изменения угла прокат ки при прокатке труб с обычным утолщением их КОНЦОВ; на фиг. 8 - то же, при прокатке труб со значительным утолщением их концов. Трехвалковая клеть состоит из прокатных валков 1. Ось 2 валка 1 опи рается на самоустанавливающиеся подшипники 3 и 4, установленные в подушках и 6. Муфга 7 служит для под ключения к шарнирному валу (не показан) , посредством которого осуществляется привод прокатного валка 1. Фланец 8 неподвижен, фланец 9 выполнен с возможностью вращения в кольцеобразных неподвижных опорных стойках 10. Ходовые шпинделя 11 и 12 предназначены для перемещения подушек 5 и 6 в радиальных направляющих фланцев 8 и Э, Привод ходовых шпинделей осуществляется устройствами 13 и 1 для установки прокатных валков, связанными с приводными валами 15 и 16. Резьбовая втулка 17, в отличие от резьбовой втулки 18, выполнена с зубчатым венцом 19 и находится в зацеплении с зубчатым колесом 20. установленном на подвижном фланце 2 с возможностью вращения на оси 21. Зубчатое колесо 20 в свою очередь находится в зацеплении с зубчатой рейкой 22, закрепленной на кольце 23, установленном на неподвижном фланце 8, Резьбовая втулка 17 установлена в подвижном фланце 9 на радиальном подшипнике и радиально-упорном подшипнике 25. Таким образом, подушка 5 подвижного фланца 9 имеет жесткую кинематическую связь с неподвижным фланцем через ходовой шпиндель 12, резьбовую втулку 17, зубчатое колесо 20 и зубчатую рейку 22. Зубчатое колесо 20 выполнено с двумя зубчатыми сегментами 2б и 27, причем диаметр делительной окружности зубчатого сегмента 2б, находящегося в зацеплении с резьбовой втулкой 18, в k-в раз больше диаметра делительной окружности зубчатого сегмента 27, нанаходящегося в зацеплении с зубчатой рейкой 22. Неподвижный фланец 8 и опорные стойки И) жестко закреплены на станине 28. уДля вращения подвижного фланца 9 служит поворотное устройство 29, выполненное в виде пневмо- или гидроцилиндра, JUTOK 30 которого шарнирно соединен с подвижным фланцем 9. В трехвалковой клети с повышенными возможностями регулировки (фиг,5 и 6) кольцо 23 выполнено с возможностью вращения концентрично к оси прокатки и связано с дополнительным поворотным устройством 31, а на оси 21 размещены два жестко связанных между собой зубчатых колеса 32 и 33, причем зубчатое колесо 32 находится в зацеплении с резьбовой втулкой 17, а зубчатое колесо 33 - с зубчатой рейкой 22. Клеть работает следующим образом. С помощью устройств 13 и k, связанных с подушками 5 и 6 через ходовые шпинделя 11 и 12, устанавливают необходимый раствор прокатки валков. Сообщают валкам вращение ипода ют заготовку в зону прокатки. Валки захватывают заготовку и формируют то костенную трубу, при этом угол между осями 2 валков и осью трубы достаточ но велик, вследствие чего достаточно велика и подача. Непосредственно перед входом заднего конца заготовки в зону прокатки упомянутый .угол умен шают путем вра1чения подвижного фланца 9 от поворотного устройства 29 П вращении подвижного фланца 9 зубчато колесо 20 катится по зубчатой рейке 22, закрепленной на неподвижном . фла це 8, и вращает резьбовую втулку 18. Поскольку резьбовая втулка 17 расположена в подвижном фланце 9 без возможности осевого перемещения, в результате вращения она перемещает ходовой шпиндель 12 и связанную с ним подушку 5 в направлении оси прокатки и компенсирует таким образом увеличение раствора валков при уменьшении угла между осями валков и осью прокатки. Линия А на фиг. показывает изме нение раствора валков при изменении угла прокатки, но неизменном положеНИИ подушек во фланцах, линия В - из менение раствора валков вследствие вращения резьбовой втулки. Линия С, являясь результирующей двух линий А и В, показывает изменение раствора валков в предложенном стане при изменении угла прокатки. Из диаграммы видно, что отклонения толщины тру бы при изменении угла прокатки составляет всего 0,3-0,4 мм. Из-за незначительности этих отклонений полученная труба не требует доработки. Таким образом, получают трубы без утолщения концов. В трехвалковой клети стана с повышенными возможностями регулировки (фиг. 5 и 6) можно прокатывать трубы как без утолщения концов, так и с обычным и даже значительным утол щениями концов. При прокатке труб без утолщения концов кольцо 23 удерживают неподвижно путем блокировки дополнительного поворотного устройства 31 и стан работает в этом случае аналогично описанному. Для получения труб с обычным утолщением концов, т.е. пирядка 2,22,k мм, кольцо 23 поворачивают в том же направлении и на тот же-угол, что и фланец 9. Это достигается за счет того, что дополнительное поворотное устройство 31 включают на холостой ход. В результате, при повороте фланца 9 зубчатое колесо 35 перемещает зубчатую рейку 22 вместе с кольцом 23, а резьбовая втулка 17 при этом не вращается. Диаграмма изменения раствора.валков в данном случае показана на фиг. 7. получения труб со значительным утолщением концов, кольцо 23 также поворачивают в том же направлении, что и фланец. При этом движение кольца 23 может быть начато с некоторым опозданием, но закончено одновременно с окончанием вращения подвижного фланца 9. Диаграмма изменения раствора валков в данном случае показана на фиг. 8, где линия А отображает изменение раствора валков при изменении угла прокатки,, но неизменном положении подушек во фланцах, линия В - изменение раствора валков вследствие вращения резьбовой втулки,, линия С, являясь результирующей двух линий А и В, показывает изменение раствора валков при изменении угла прокатки. В такой трехвалковой клети можно также прокатывать трубы с суженными концами труб,что достигается путем встречного движения подвижного конца 23 и фланца 9. Таким образом, в предлагаемой клети можно прокатывать тонкостенные трубы с постоянной толщиной стенки на всей их длине и при этом труба не приобретает трефовую форму, не блокируется и не рвется. Кроме того, можно прокатывать трубы с заданной формой их концов, например, с утолщенными или суженными концами. Такие трубы, в частности, необходимы для нефтепромыслов. Формула изобретения. 1. Трехвалковая клеть стана поперечно-винтовой прокатки труб, содержащая неподвижный и подвижный, выполненный с возможностью вращения от поворотного устройства фланцы, подушки, размещенные в радиальных 7 направлянмцих фланцев, прокатные валки установленные в подушках на самоустанавливающихся подшипниках, резьбовые втулки, ..размещенные во фланцах и ходовые винты, связанные резьбовым соединением с резьбовыми втулками и соединенные с подушками, отличающаяся тем, что, с целью повышения качества прокатываемых труб и расширения технологических возможностей, она снабжена зубчатыми колесами, установленными на подвижном фланце и зубчатыми рейками, закрепленными на неподвижном фланце а установленные в подвижном фланце резьбовые втулки выполнены с зубчаты венцом и связаны зацеплением с зубчатыми колесами, которые в свою оче редь связаны зацеплением с зубчатым рейками. 2. Клеть по п. 1, отличающаяся тем, что каждое зубчатое колесо выполнено в виде двух зу 8ь 3 чатых сегментов, причем диаметр делительной окружности зубчатого сегмента, связанного зацеплением с резьбовой втулкой, на больше диаметра делительной окружности зубчатого сегмента, связанного зацеплением с зубчатой рейкой, 3, Клеть по п. 1, отличающаяся тем, что она снабжена дополнительным поворотным устройством, а не неподвижном фланце установлено кольцо с возможностью вращения . концентрично оси прокатки, причем зуб-Эатые рейки закреплены на кольце, а кольцо связано с дополнительным поворотным устройством. Источники информации, принятые во внимание при экспертизе 1. Клеть фирмы Маннесмаи-Меер. Обзор НИИинформтяжмаш Трехвалковые клети станов попе ечно-винтовой прокатки, М., 1978 с. 12-13 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обточки калиброванных прокатных валков пилигримных станов | 1931 |
|
SU47642A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1776209A3 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ РЕЕК ЗУБЧАТО-РЕЕЧНОГО ПРИВОДА ВАЛКОВ РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2460597C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСИЛИЯ ПРОКАТКИ В ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2436639C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
.:Л.
фиг, 5
