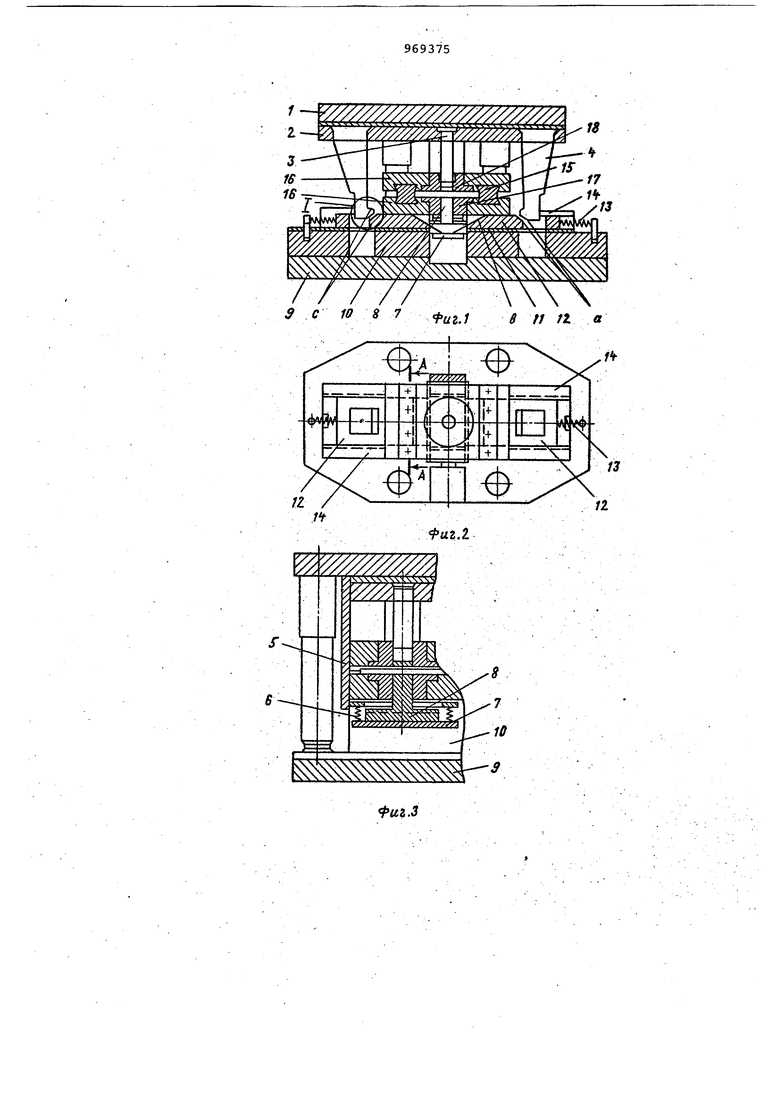
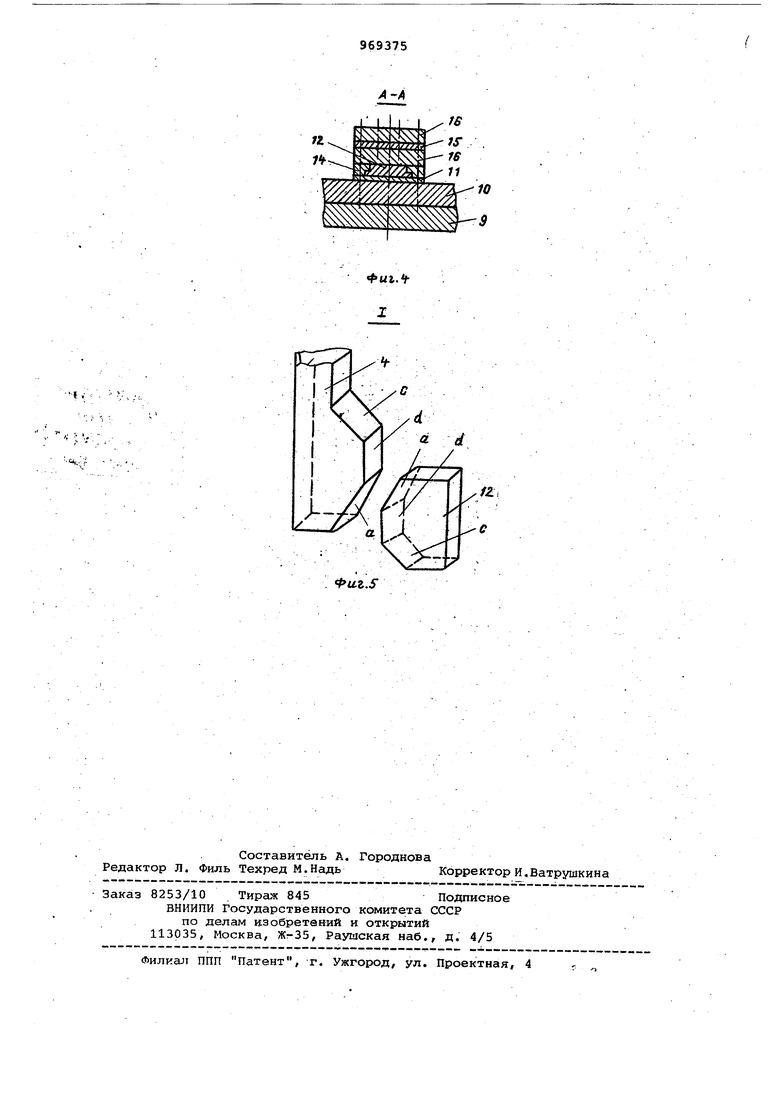
.(54) ШТАМП ДЛЯ РЕВЕРСИВНОЙ ПРОВИВКИ-ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК /1 . ,, .:. Изобретение относится к обработк металлов давлением, а именно к технологической оснастке для пробивкивырубки деталей из листовых заготовок. . , .,...: . , .: Наиболее близким по технической сущности и достигаемому эффекту.к предлагаемому является штамп для реверсивной пробивки-вырубки деталей из листовых заготовок, содержаний верхнюю плиту со смонтированным на ней основным пуансоном, нижнюю плиту с неподвижно связанными с ней основной и дополнительной матрицами, а также контрпуансон, размещенный в отверстии основной матрицы. Контрпуа сон выполнен с клиновойповерхностью на нерабочем торце. На нижней плите установлены ползушки с клиновой поверхностью/ взаимодействующие с клиновой поверхностью контрпуансона и приводимые двусторонними клиньями, жестко связанными с верхней плитой Между верхней плитой и основным пуансоном размечен амортизатор 1 Недостатком известного штампа являются невысокие надежность работы и стойкость рабочих инструментов при обработке толстолистового материалаi Цель изобретения - повы1чение надежности работы и стойкости рабочих инструментов при обработке толстолистового -материала. Для достижения указанной цели штамп для реверсивной пробивки-вырубки деталей из листовых заготовок, содержащий верхнюю плиту со смонтированными на ней основным пуансоном и двусторонними клиньями, нижнюю плиту с неподвижно связанными с ней основной и дополнительной матрицами, контрпуансон, размещенный в отверстии основной матрицы и выполненный с клиновой поверхностью йа нерабочем торце, взаимодействующей с клиновой поверхностью ползушек, установленных на нижней плите и приводимых клиньями, а также буфер, воздействующий на один из пуансонов, снабжен Г-образной скобой, жестко связанной с верхней плитой, и пластиной, размещенной на полке этой скобы, пуансон закреплен на верхней плите иеподвижйо, буфер расположен между полкой скобы и пластиной, а контрпуансон установлен на пластине. На фиг. 1 ийображен штамп-, осевой разрез; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, вид сбоку разрез; на фиг. 4 - разрез А-А на фиг. 2; на фиг. 5 - узел I на фиг. (сопрягающие поверхности клиньев и ползушек). Штамп состоит из верхней плиты 1 к которой закреплен пуансонодержатель 2 с запрессованными в него осНОВНЫГ4 пуансоном 3 и двусторонними клиньями 4. К пуансонодержатели 2 прикреплена Г-образная скоба 5 с под пружиненной буфером-пружинами б плас тиной 7, на которой свободно установ лен контрпуансон 8, выполненный с клиновой поверхностью на нерабочем торце. . На нижней плите 9 закреплены под ставки 10, прокладки 11, контактируюгчие с ползушками 12, подпружиненными пружинами 13 к подставке 10, и за креплены направляющие 14, а через направляющие 15 - матрицедержатели 16 с запрессованными основной 17 и дЪполнительной 18 матрицами. Штамп работает следующим образом В исходном положении все верхние элементыштампа находятся в верхнем положении; На пластину 7 опирается своей клиновой частью контрпуансон вторым концом входящий в полость матрицы 17 заподлицо с ее рабочей поверхностью. Ползушки 12 посредство пружин 13 находятся в отведенных от центра крайних положениях. При ходе ползуна пресса вниз верх няя плита 1 с пуансонодержателем 2, основным пуансоном 3, двусторонними клиньями 4, Г-образной скобой 5 и с закрепленной на ней пластиной 7 опускаются вниз. Клинья 4 своими поверхностями а контактируют с поверхностями а ползу шек 12 и передвигают их к центру IlTaMna. Передвигаясь, ползушки 12 своими клиновыми поверхно9тями b вза имодействуют с клиновыми поверхностями контрпуансона 8, поднимают вверх его до тех пор, пока он не внедрится на определенную величину в заготовку и клиновые поверхности а клиньев 4 не сойдут с клиновых поверхностей а пoлзyDJeк 12. При прохождении участков d клинь ев 4 ползу1 п и 12 контрпуансон 8 прекращает внедрение в заготовку и стоит на месте, а основной пуансон 3 опускается дальше, вниз и, когда поверхности с ползушек 12 начнут перемещаться под действием пружин 13 по поверхностям с клиньев 4, основно пуансон коснется пробиваемой заготов ки и начнет перемещать ее вниз, производя полную пробивку, отверстия на основной матрице 17. Когда поверхности с ползушек 12 полностью сойдут с поверхностей с клиньев 4, контрпуансон 8 падает на подпружиненную пластину 7 Г-образной скобы 5, которая вместе с верхней подвижной частью штампа уже опущена в нижнее положение. При ходе.ползуна пресса вверх поверхности с клиньев 4 Сдвигают ползушки 12 к центру, а дальше, скользя по поверхностям а клиньев 4, ползушки 12 отводятся от центра пружинами 13. Г-образная скоба 5 вместе с контрпуансоном В поднимается вверх и на определенном участке хода контрпуансон 8 своими заплечиками j упирается в ползушки 12, останавливается и растягивает пружины б. Когда ползурлки 12 освобождают пуансон 8, то он пружинами 6; возвращается в исходное положение, удаляя при этом отход с осносной матрицей 17. Цикл штамповки повторяется. Технико-экономическая эффективность штампа определяется возможностью получения заготовок с высоким качеством пробиваемых отверстий при высокой производительности, так как отсутствует необходимость в зачистка полученных отверстий. Формула изобретения Штамп дляреверсивной пробивкивырубки дет-алей из листовых заготовок, содержащий верхнюю плиту со смонти)ованными на ней основным пуансрном и двусторонними клиньями, нижнюю плиту с неподвижно связанными с ней основной и дополнительной матрицами, контрпуансон, размещенный в отверстии основной матрицы и. выполненный с клиновой поверхностью на нерабочем торце, взаимодействующей с клиновой поверхностью ползушек, установленных на нижней плите и приводимых клиньями, а также буфер, воздействуювдай на один из пуансонов, отличающийся тем, что, с целью повышения надежности работы и стойкости рабочих.инструментов при обработке толстолистового ттериала, основной пуиасон закреплен на верхней плите неподвижно, штамп снабжен Г-образной скобой, жестко связанной с верхней плитой, и пластиной размещенной на полке этой скобы, буфер расположен между полкой скобы и пластиной, а контрпуансон установлен на пластине. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 82682, кл. В 21 D 28/14, 05.05.49 . (прототип).
1
////////////////////
2
Т/ Г7
Э с 10 8 7 риг.1
7/
/V
«2.5
Г6
Фиг.)J
-I
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп для гибки деталей | 1980 |
|
SU884793A2 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Гибочный штамп | 1984 |
|
SU1199356A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп совмещенного действия | 1984 |
|
SU1196079A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |