(54) ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп для реверсивной пробивки-вырубки деталей из листовых заготовок | 1980 |
|
SU969375A1 |
| Штамп для гибки деталей | 1971 |
|
SU567529A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Гибочный штамп | 1984 |
|
SU1199356A1 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Штамп для штамповки коленчатых валов | 1988 |
|
SU1602605A1 |
I
Изобретение относится к обработке металлов давлением, в частности к гибовдым штампам для изготовления деталей типа скоб с горизонтальными полками.
Известен гибочный штамп для изготовления деталей типа скоб с горизонтальными полка ми, содержащий жесткий пуансон, закрепленный на верхней плите, и смонтированные на нижней плите матрицу и выталкиватель. 1.
Однако жесткий пуансон в конце хода ползуна пресса в этом штампе защемляет горизонтальные полки в месте перегиба и форма детали после выхода ее из штампа искажается.
Известен также гибочный штамп для изготовления деталей типа скоб с горизонтальными полками, содержаший матрицу и взаимодействующий с ней пуансон, снабженный планками, смонтированными с возможностью поворота (2).
Однако наличие поворотных цланок также не исключает низкой точности изготовления деталей типа скоб с горизонтальными полками;
По основному авт. св. № 567529 известен штамп для гибки деталей, содержащий верхнюю подвижную плиту с пуансоном, на котором смонтированы на осях поворотные планки, и матрицу. Пуансон в этом штампе подпружинен относительно верхней плиты, оси поворотных планок установлены от нижнего торца пуансона на расстоянии, равном высоте детали, а расстояние от верхних плоскостей планок до нижней гглоскости верхней
10 плиты равно вертикальному ходу пуансона в этой плите {3.
Недостатком известного штампа является применение подпружинивающей пуансон пружины с усилием, большим усилия первого пе15рехода гибки. Это условие вызывает необходимость использования мощной крупногабаритной пружины, что в большинстве случаев конструктивно трудновыполнимо, а использование таких штампов возможно лишь при
20 штамповке мелких деталей, изготавливаемых из тонких листов стали, т.е. в тех слу1аях, когда первоначальное усилие гибки Ьравнительно невелико. Таким образом, ограниченная возможность использования мощной крупногабаритной пружины снижает технологическую возможность изготовления деталей типа скоб с горизонтальными полками.
Цель изобретения - обеснечение возможности крупногабаритных деталей из толстолистового материала.
Для достижения указанной цели штамп снабжен узлом силового замыкания пуансона и верхний плиты в нижнем положении пуансона. Узел силового замыкания выполнен в виде подпружиненных ползушек-фиксаторов, установленных на верхней плите с возможностью взаимодействия с поверхностью пуансонами ютньев, неподвижно связанных с матрицей и контактирующих каждый с одной из ползуг11ек-ф1пссаторов.
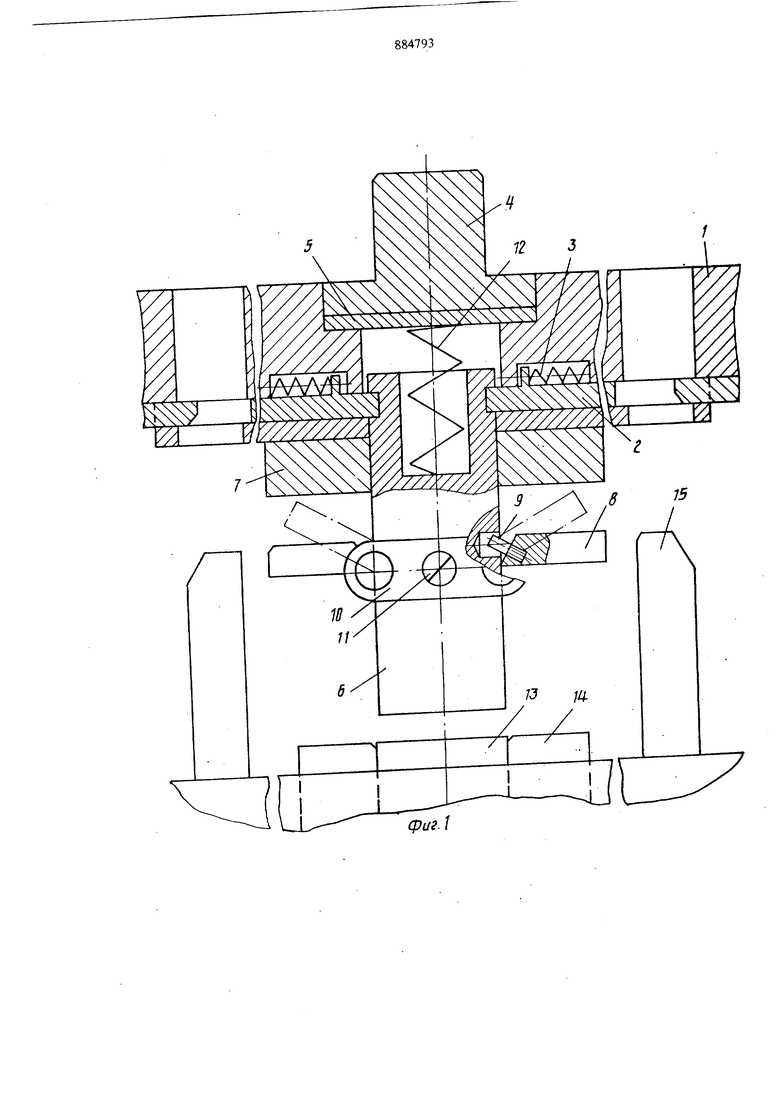
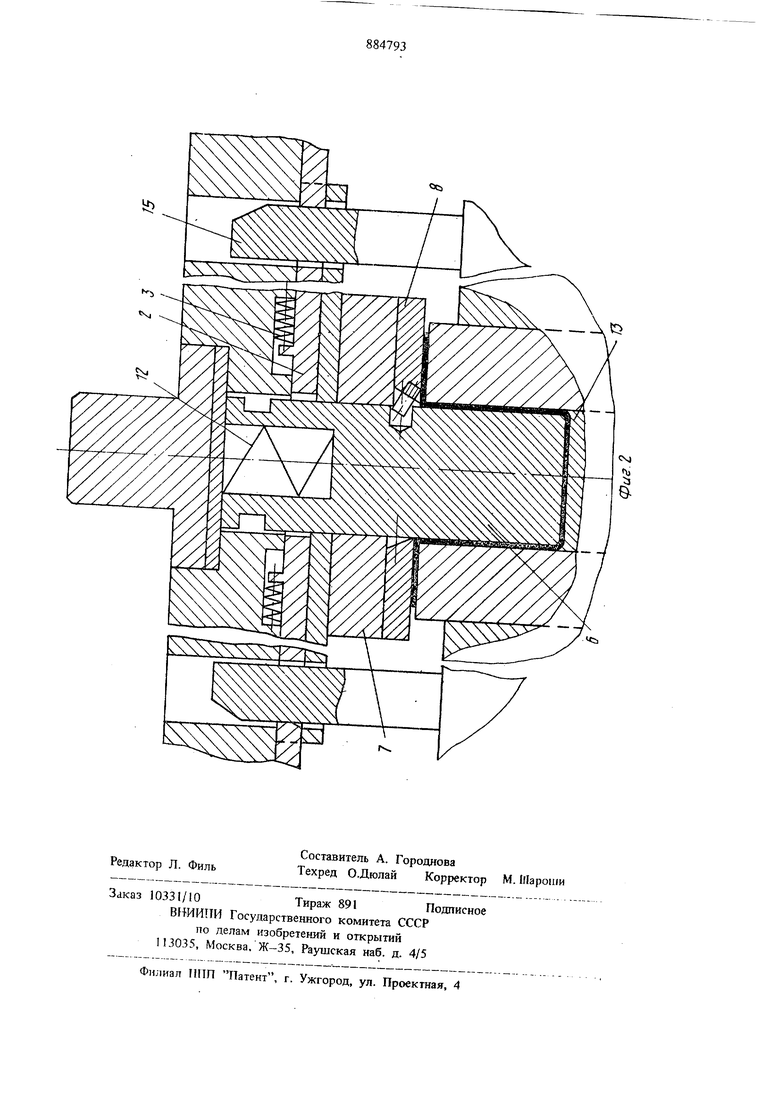
На фиг. J изображен предлагаемый штамп для гибки деталей из листового материала в исхолдюм положении; на фиг. 2 - то же, в конечном положении.
В верхней плите 1 штампа размешены нолзушки-фиксаторы 2, удерживающиеся в исходном положении пружинами 3, хвостовик 4 опирающийся на закаленную прокладку 5, подвижный пуансон 6 который входит в отверстие пуансонодержателя 7. К пуансону б прикреплены две поворотные планки 8, которые удерживаются в горизонтальном положении винтами 9. Концы этих винтов входят в отверстия, выполненные на боковых сторонах пуансона 6. Поворотные планки 8 связаны с пуансоном 6 двумя щеками 10, которые прикреплены к пуансону винтами 11. Пуансон 6 подпружинен к верхней плите I пружиной 12. В нижней части шгамгта имеются подпружиненный вьггалкиватель 13, матрица 14, клш1ья 15, неподвижно связатшые с матрицей. Ползушки-фиксаюры 2 и клинья 15 составляют узел силового замыкания пуансона 6 и верхней плиты 1 в нижнем положении пуансона.
Штамп работает следующим образом. Заготовку кладут на матрицу 14 и фиксируют ее известным способом, например с помощью трафаретов (не показаны). При опускании верхней части штампа пуансон 6 начинает гнуть заготовку к моменту, когда выталкиватель 13 занимает крайнее нижнее положение, клинья 15 выводят подпружиненные ползушки-фиксаюры 2 из зацепления с пуансоном 6. Пуансон 6, останавливается, а верхняя часть штампа продолжает опускаться, при этом пуансонодержатель 7 давит на поворотные планки 8 и к концу хода придает им положение, показанное на фиг. 2. При обратном ходе ползуна штамп раскрывается и пружины 3 и 12 возвращают гтолзушки в исходное положение.
Использование предлагаемого штампа позволяет заменить два пооперационных и тструментальных штампа для изготовления деталей типа скоб с горизонтальными полками из толстолистового материа;га.
Формула изобретения
5 обеспечения возможности изготовления крупногабаритных деталей из толстолисювого материала, он снабжен узлом силового замыкания пуансона и верхней плиты в иижр)ем тюложении.
Q 2. Штамп по п. 1, о т л и ч а ю ш и йс я тем, что узел силового замыкания вьтолнен в виде подпружиненных ползушек-фиксаторов, установленных па верхней илигс с возможностью взаимодействия с понсрхностью ттуансона, и клиньев, неподвижно связанных с матрицей и контактирующих каждый с одной из ползушек-фиксаторов.
Источники информации, принятые во внимание при экспертизе
