1 .
Изобретение относится к обработке металлов давлением, в частности
к технологической оснастке для холодной листовой штамповки, и может быть использовано в машиностроении и приборостроении.
Цель изобретения - повьшение качества изделий, улучшение условий труда и повьшение производительности штамповки.
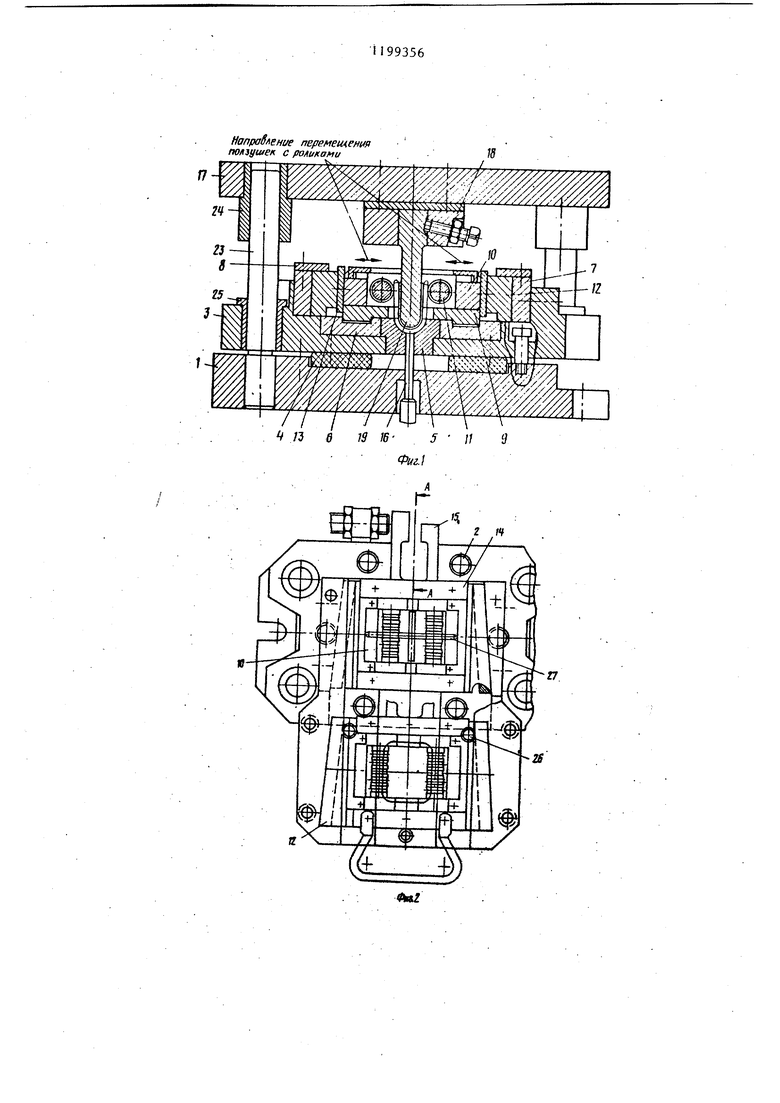
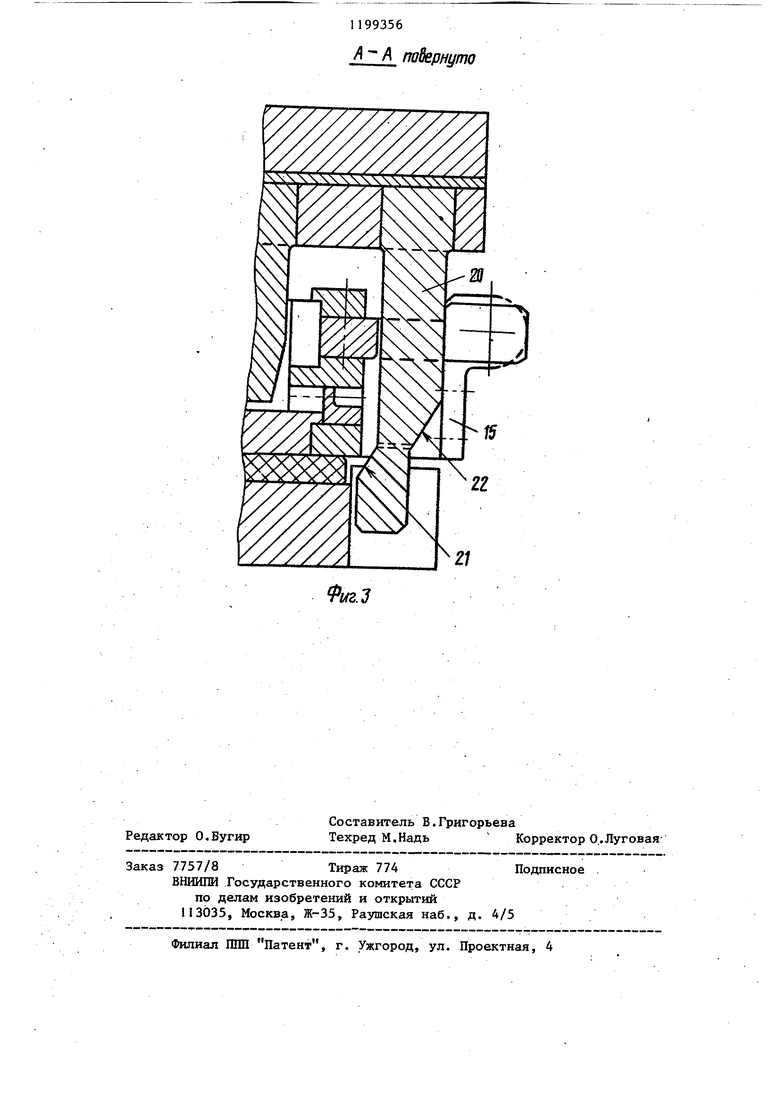
На фиг.1 изображен штамп, продолный разрез; на фиг.2 - то же, план; на фиг.З - разрез А-А на фиг.2.
Штамп содержит неподвижную плиту 1 , в которой закреплены винты 2, ограничивающие перемещение платформы 3, подпружиненной буфером 4, вьтолненным, например, из полиуретана. В платформе 3 смонтированы калибровочная матрица 5 и дополнительная направляющая 6.
На платформе 3 закреплены также неподвижные односторонние клинья .7 механизма привода ползушек, на верхней части которьпс крепятся ограничительные планки 8. В пазах дополнительной направлякйцей 6 установлена каретка 9. В направляющих каретки 9, перпендикулярных дополнительным направляющим , установлены ползушки 10 с роликами 11. К ползушкам 10 закреплены подвижные двусторонние клинья 12 механизмом привода ползушек с внешними и внутренними рабочими поверхностями. Между клиньями 12 и ползушками 0 установлены сменные прокладки 13, а сверху на ползушках 10 закреплены фиксаторы 14, К каретке 9 прикреплена рамка 15. В калибровочной матрице 5 расположен выталкиватель 16. На верхней подвижной плите I7 закреплен пуансонодержател 18с ручьевым пуансоном 19 и клином 20, имеющим скосы 21 и 22 для фиксирования каретки в крайнем заднем положении.
Подвижная часть штампа направляется относительно неподвижной
99356
колонками 23 и втулками 24, а подвижная платформа - втулками 25. На дополнительной направляющей 6 установлены штифты 26 механизма
5 привода ползушек.
Штамп работает следующим образом. При вьщвинутой каретке 9 и раздвинутых ползушкак 10 в ручьи роликов I1 укладываются заготовки.
10 Каретка 9 задвигается в штамп в плоскости, параллельной плоскости гибки, при этом клинья 12 внешними скосами находят на скосы неподвижных клиньев 7 и сдвигают
f5 ползушки 10 с закрепленными на них фиксаторами 14 к центральной оси штампа, центрируя таким образом заготовки 27. При этом клин 20 скосом 21 досылает каретку в край2Q нее заднее положение.
Происходят гибка деталей многоручьевым пуансоном 19 на роликах I 1 и калибровка радиуса гиба в конце хода пресса вниз на матрице 5, которая вмес-
25 те с платформой 3 подпрзгжинена буфером 4. При ходе ползуна пресса вверх клин 20 скосом 22 сдвигает каретку вперед, скобы выталкиваются выталкивателем 16 от буфера штампа (не показан).
Каретка вручную выдвигается наружу, и внутренними скосгьмиклинья 12, контактируя с штифтами 26, установленными стационарно в направлякмцие 6, раздвигают ползушки 10, и детали проваливаются в тару под пресс. .Процесс повторяется.
Использование предлагаемого штампа позволяет увеличить производительность штампов, учитывая массовое производство скоб - 450000 шт. в год. Обеспечивается безопасная ра бота при штамповке. Кроме того, повышается качество штампуемых деталей и обеспечивается возможность
уменьшения парка штамповой оснастки благодаря расвгарению технологических возможностей штампа, увеличению его универсальности.
Направление перемещена попушек с роликами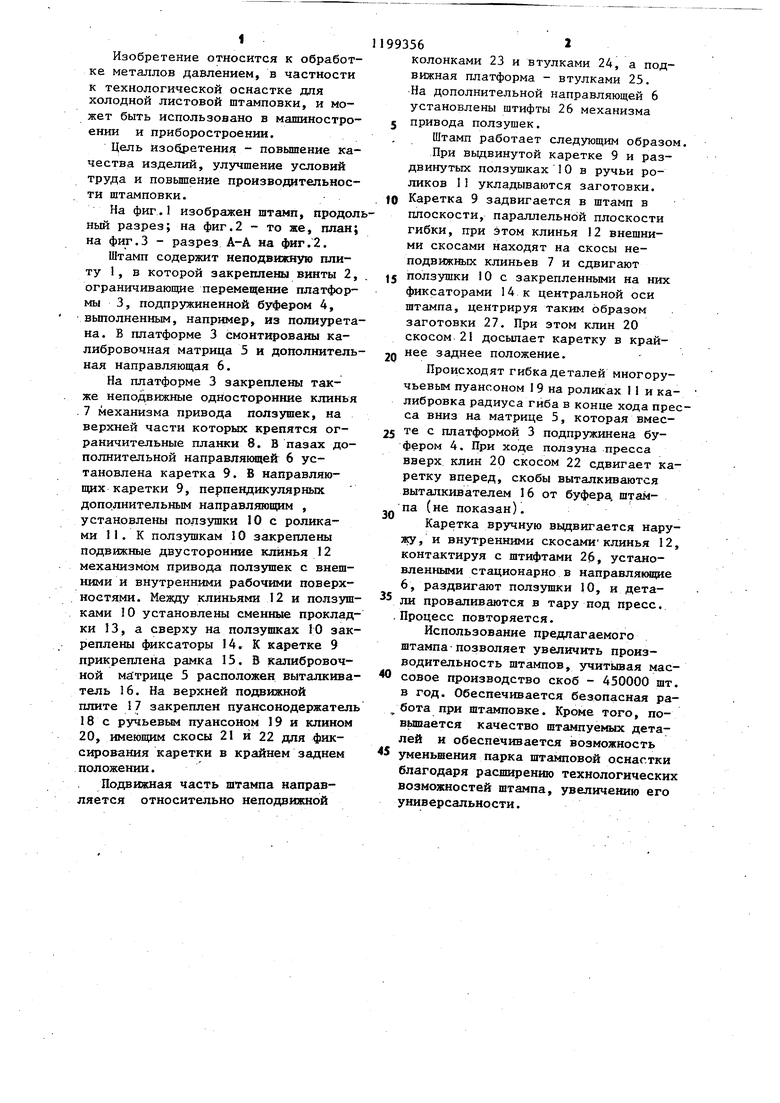
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Штамп для гибки деталей с отверстиями на отгибаемых полках | 1983 |
|
SU1152687A1 |
| Гибочный штамп для изготовления деталей сложной формы из листовых заготовок | 1980 |
|
SU925486A1 |
| Штамп для реверсивной пробивки-вырубки деталей из листовых заготовок | 1980 |
|
SU969375A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Штамп для вытяжки | 1986 |
|
SU1362541A1 |
| Штамп для изготовления полых деталей | 1988 |
|
SU1567306A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
1.ГИБОЧНЫЙ ШТАМП,содержащий пуансон, закрепленный на подвижной плите, гибочньге ролики, закрепленшле на ползушках, установленных в направляющих, размещенш 1х в нижней части штампа симметрично относительно его оси, фиксатор заготовок, закрепленный на одной ползушке, выталкиватель изделий и механизмы привода, ползушек, о т л и чающийся тем, что, с целью повышения качества изделий, улуч-шения условий труда и повьш1ения производительности, он снабжен установленной в нижней части штампа подпружиненной в осевом направлении платформой с дополнительными направляющими, размещенньми перпендикулярно направляющим ползушек, установленной в дополнительных направляющих кареткой и дополнительным фиксатором установленным на другой ползушке, механизм привода каждой ползушки вьшолнен в виде двустороннего подвижного клина, закрепленного на ползушке, одностороннего клина, взаимодействующего с одной рабочей поверхностью двустороннего (П клина и закрепленного на платформе, и штифта, установленного на соответствующей дополнительной направляющей с возможностью взаимодействия с другой рабочей поверхностью двустороннего клина, при этом направляющие ползушек жестко закреплены со на каретке. 2. Штамп по п.1, отличаю00 щийся тем, что он снабжен сменсд ными прокладками, установленными между ползушками и двусторонними подвижными кли 1ьями.
-ч
РТ
1 t / /
А-/( подернуто
иг.З
| Скворцов Г.Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| Машиностроение, 1972 | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Мосин Ф.В | |||
| Механизация холодной штамповки на универсально-переналаживаемых штампах | |||
| М-Л.: МашинострО ение, 1965, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
