(S) ПОДКЛАДНОЙ ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2017 |
|
RU2648429C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления кольцевых деталей | 1988 |
|
SU1579627A1 |
Изобретение относится к обработке металлов давлением и может найти применение при изготовлении крупногабаритных корпусных деталей в условиях единичного и мелкосерийного производства пластическим деформированием.
Известен подкладной инструмент для объемного деформирования, содержащий цилиндрический пуансон и концентрично размещенный относительно него кольцевой пуансон l.
Недостаток известного инструмента заключается в том, что не обеспечивается штамповка конусных деталей со стенкой переменного сечения.
Цель изобретения - обеспечение возможности получения полых детгшей с кольцевыми вцемками на внутренней поверхности.,
Указанная цель достигается тем, что в подкладном инструменте для объемного деформирования, содержащем цилиндрический пуансон и концентрично размещенный относительно него кольцевой пуансон, на рабочие торце кольцевого пуансона выполнена полость конической формы, глубиной не менее .глубины полости получаемой детали, а плоский торцовый участок кольцевого пуансона выполнен шириной, сооТ ветствующеи ширине кольцевой выемки на внутренней поверхности полус .чаемой детали, при этом кольцевой пуансон выполнен высотой не менее величины Н, определяемой следующей зависимостью:
Н « Nsinct + h«cosc,
10 где t - длина участка стенки де.тали от наружного верхнего торца до края кольцевой полости;
fji- угол наклона этого участка
15 стенки детали к плоскости, перпендикулярной оси вращения детали;
h - глубина кольцевой полости. Цилиндрический пуансон выполнен
20 с высотой, не менее высоты получаемой детали и дис1метром меньшим на 15-20% диаметра получаемой детали.
При этом цилиндрический пуансон
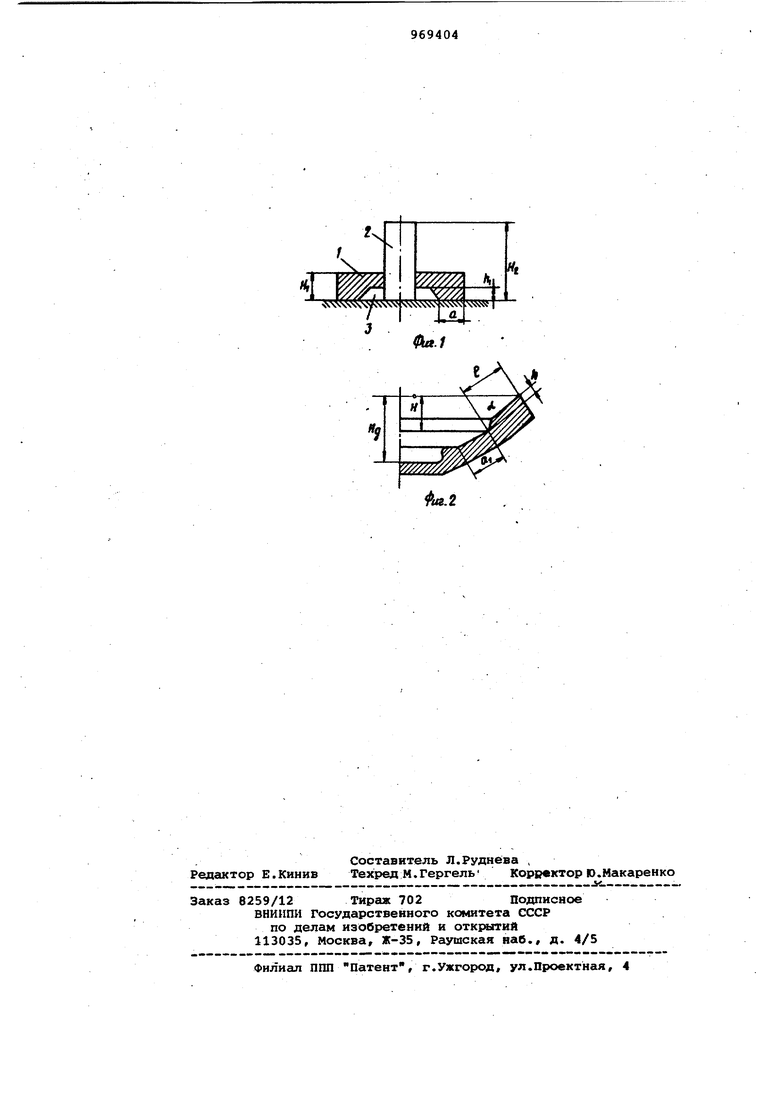
25 может быть выполнен составным по вертикали из двух цилиндрических частей, а образующая конической полости кольцевого пуансона расположена по отношению к его плоскому торцовому участку под углом 30-60. На фиг. 1 изображен инструмент, общий вид, на.фиг. 2 - штампуемая деталь, общий вид. ч Инструмент содержит кольцевой пуансон 1 и цилиндрический пуансон 2 Кольцевой пуансон имеет коническую полость 3. Ширина кольца на торце (aj равна ширине кольцевой -полости на детали а . Глубина полости 3 h не меньше глубины h кольцево1а полости детяши. Высота кольцевого пуансона Н должна быть не меньше величины так как в противном случае верхний боек пресса будет деформиро вать деталь. Величина Н является суммой величин аб и се. При этом аб I« s I п об и се h -.cosc . . Таким образом Н - ба + се t--s in о(. + h cos 0 , где I - длина участка стенки детали от наружного верхнего тор|ца до края кольцевой полос. , ти , dL - угол наклона этого участка стенки детали до ос. нования кольцевой полости; h. - Глубина кольцевой полости или величина вдавливания ко цевого бойка. Цилиндрический боек по высоте Н не пеньше высоты детали HQ,. Ытамповка с помощью предлагаемог инструмента осуществляется следующим образом. : Исходная цилиндрическая заготовка с неглубокой кольцевой выточкой с одного торца для фиксации кольцевого пуансона уложенная на плоскую плиту при температуре ковки деформируется кольцевым пуансоном 1. Получается промежуточная заготов ка чашеобразной формы с центральным х выступом конической форккл. После эт го, не снимая кольцевого пуансона с заготовки, в него устанавливают цилиндрический пуансон 2, который центрируется внутренней цилиндричес кой поверхностью кольцевого пуансона и выступает иад кольцевым пуансо ном. При втором рабочем ходе пресса осуществляется деформация центральным цилиндрическим пуансоном 2, при этом заготовка деформируется и прио6Ф етает форму полого корпуса пере менного профиля, перемещаясь на встречу пуансону и одновременно под нимая кольцевой пуансон. При работе составным цилиндриче ким пуансоном устраняется зажим ин трумейта штампуемой деталью. Использование изобретения позволяет в условиях единичного и мелкосерийного производства получать полые детали с кольцевыми выемками на внутренней их поверхности. Формула изобретения 1.Подкладной инструмент для объемного деформирования, содержащий цилиндрический пуанйон и концентрично размещенный относительно него кольцевой пуансон, о т. л и ч а ющ и и с я тем, что, с целью обеспечения возможности получения -пошлх деталей с кольцевыми выемками на внутренней поверхности, на рабочем . торце кольцевого пуансона выполнена полость конической формы, глубиной не менее глубины полости пол5гчаемой детали, а плоский торцовый участок кольцевого пуансона выполнен шири- ной,. соответствующей ширине кольцевой выемки на внутренней поверхности получаемой детали, при этом кольцевой пуансон выполнен высотой не менее величины Н, определяемой следующей зависимостью: Н Isin в6 + h cos «L , где t - длина участка стенки детали от наружного верхнего торца до края кольцевой полости, oL- угол наклона этого участка стенки детали к плоскости, перпендикулярной оси враще-ния детали, h глубина кольцевой полости. Цилиндрический пуансон выполнен с высотой не менее высоты получаемой детали и диаметром меньшим на 15-20% диаметра получаемой детали. 2.Инструмент по п. 1, отличающийся тем, что цилиндрический пуансон выполнен составным по вертикали из двух цилиндрических частей. 3. Инструмент по п. 1, о т л ичающийся тем, что образующая конической полости кольцевого пуансона расположена по отношению к его плоскому торцовому участку под углом 30-60 Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР , 103958, кл. В 21 J 13/02, 1955 (прототип).
