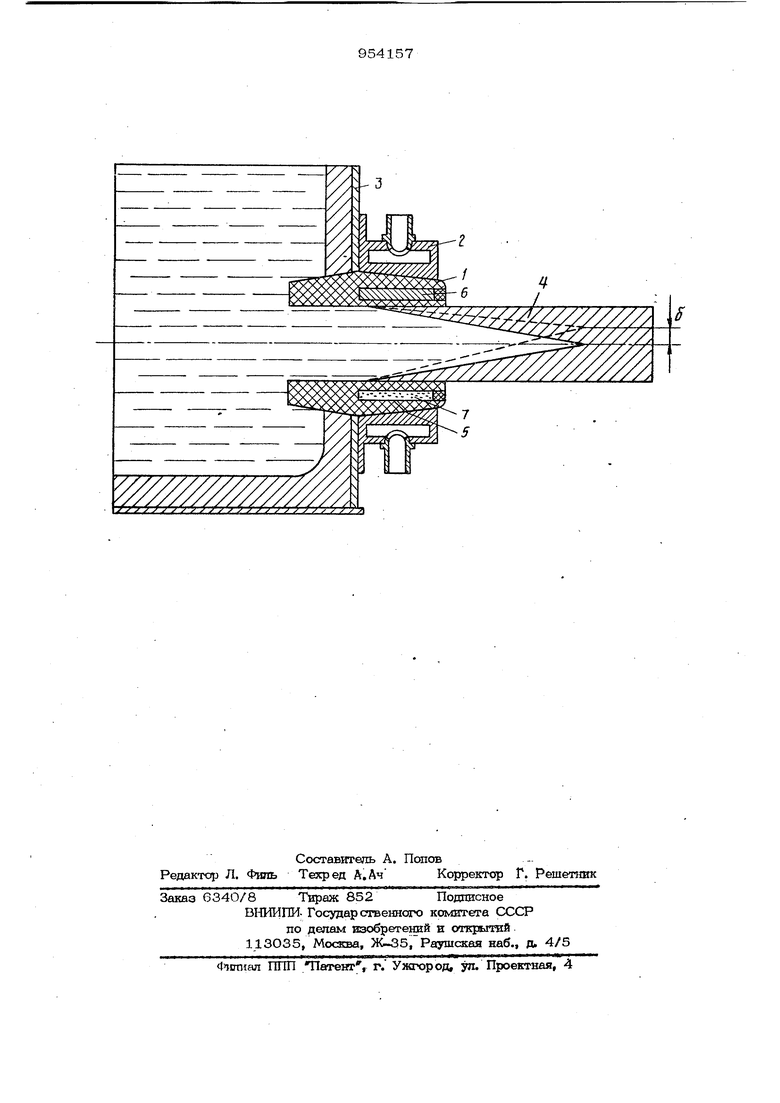
395 ми различные коэффициенты удельной теплоаккумуляннонной способности - от 350-500 Вт. в щокней части кристаллизатора до 25ООО 3500О в его верхней частя. На чертеже показан неподвижный крис таллизатор горизонтальной установки для непрерьтнсго литья чугуна, 1 азрез. Кристаллизатор содержит графитовую вставку 1, помещенную в водоохлаждаемую рубашку 2 и установленную в стенке металлоприекотка 3 в его нижней частИ| а также вы15П иваемую из кристаллизатора заготовку 4. В стенке графитовой вставки вьшолнены полости 5, расположенные в охлаждаемой зоне кристаллизатора в его верхней и нижней части и заполняемые материалами 6 и 7 соответственно. Полости могут быть заполнены материалом с раазтичным коэффициентом удельной тедлоаккумуляцион- ной способности { b ), например вспучен ный перлит ( Ъ 35О Вт с /м -град) асбестовое волокно ( b 420 ед,), кзфпич шамотный ( Ъ 1400 ед.), чугунная дробь (Ъ 1ОООО ед.), бронза или латунь { b 25000 ед.) и др. Благодаря такой конструкции кристаллизатора дости гают обес11ече1Шя равномерных скоростей охлаждения всех частей заготовки и полу чения однородной структуры чугуна по ее сечению. Исключение каналов охлаждения из втулок, выполненных из нескольких секторов, существенно упрощает конструк цгао кристаллизатора, делает его практич ным и. мобильным в условиях непрерывного литья заготовок. Кристаллизатор работает следующим образом. После заполнения поступающим из металлоприемнкка 3 чугуном полости графитовой втулки 1, формирования фронта затвердевшей корки и стабилизации .лунки жидкого металла п иодичесзш вытяпшают затравкой заготовку 4.с помошью тянушей клеги. Одновременно в охлаждаемую рубашку 2 подают озспадиТ€яь для обеспечения интенсивного тепло отвода через стенки кристаллизатора. При этом тешгоотвод через полость 5 в шгаией части графитовой втулка, заполненной материалом 7 с меньшей тегахо7аккумуляционной способностью, например вотученным перлитом (Ъ 350 13т. с Х, м.град), и в верхней частиее материалом 6 с большей теплоаккумупяционной способностью, например, медью ( b 25000 Вт. ), будет регулируемым благодаря различной теплоаккумутхяционной способности материала, а интенсивность теплоотвода в нижней части заготовки уменьшена по сравнению с верхней частью. Благодаря этому достигают выравнивания оси фронта затвердевания чугуна и лунки жидкохх) металла (показаны пунктиром) до оси формируемой заготовки, что способствует уменьшению прорьгоов и непроизводительного расхода жидкого металла. Кроме того, полость засыпают по длине материалом также с различной теплоаккумуляционной способ- ностыо, меньшей со стороны металлоприем1Шка. Предлагаемый кристаллизатор может быть применен в установках для тюри- зонтальной разливки чугуна на участках непрерывното получения машкиостроительных заготовок, Предлагаемая конструкция позволяет повысить качество чугуэшых заготовок и у1у1еньшигь потери металла, выливаемого металлоприемника при прорьшах, Формула изобретения Кристаллизатор для горизонтальных установок непрерывного литья чугуна, содержащий графитовую матрицу с охяаждакоцими каналами, отличаю щийс я тем, что, с целью повьшхе шя качест ва чугунных заготовок и обеспечения равномерных скоростей охлаждения заготовки по периметру, охлаждающие каналы внутри стенки графитовой матрицы выполнены в виде полостей, залолненных материалами, имеющими различные коэффициенты удельной теш1оаккумуляциошю| способности - от 350-5ОО Вг с /м-град в нижней часта кристаллизатора до 25ООО35000 Вт с /м-град в его верхней части. Источншш информации, принятые во внимание 1фи экспертизе 1. Авторское свидетельство СССР Мг 634845, кп. В 22 О Il/O4,l978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывного горизонтального литья металлов и сплавов | 1983 |
|
SU1109244A1 |
| Способ охлаждения чугунных заготовок фасонного профиля при непрерывном литье | 1980 |
|
SU969435A1 |
| Кристаллизатор с теплопроводным слоем для горизонтального и наклонного непрерывного литья и материал теплопроводного слоя | 1982 |
|
SU1096021A1 |
| Способ непрерывного литья серого чугуна | 1975 |
|
SU536007A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
| Способ изготовления кристаллизатора для горизонтального непрерывного литья | 1987 |
|
SU1577914A1 |
| Ультразвуковое улучшение материалов, получаемых литьем с прямым охлаждением | 2019 |
|
RU2799570C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, КРИСТАЛЛИЗАТОР И УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИТКА | 2005 |
|
RU2304484C2 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |