Изобретение относится к области металлургии, в частности к литейному производству, и может быть использовано для повышения структурной и концентрационной однородности литых металлических заготовок, получаемых, в том числе, методом непрерывного литья.
Литой металл, как правило, имеет целый комплекс специфических пороков в виде грубого дендритного строения, ликвации всех типов, локальных скоплений крупных первичных структур, пограничных выделений избыточных фаз, эвтектических образований и др.
Все перечисленные дефекты усиливаются по мере замедления скоростей кристаллизации и остывания отливок.
(Башнин Ю.А. и др. "Термическая обработка крупногабаритных изделий и полуфабрикатов на металлургических заводах". М.Металлургия, 1985 г. 116 с.).
Известен способ получения отливок, преимущественно из высокопрочного чугуна, включающий заливку металла в предварительно нагретую литейную форму и последующее охлаждение, причем в интервале температур 1180-1120oC со скоростью 30-50 град. /мин, а в интервале 1119-1060oC со скоростью 10-25 град. /мин, т. е. в интервале температур ликвидус солидус осуществляют регулирование скорости охлаждения.
Способ обеспечивает получение мелкозернистой структуры. (Авт. св. N 404556, кл. B 22 D 27/04, 1973).
Известны способы регулирования теплоотвода от кристаллизующегося непрерывного слитка, обеспечивающие снижение осевой пористости и ликвации в литом металле слитка. Способы реализованы в устройствах, защищенных авт. св. N 261660 и 671918 (кл. B 22 D 11/124) и заключаются в подогреве затвердевающего слитка, охлажденного после выхода из кристаллизатора.
Известен способ вторичного охлаждения непрерывнолитого слитка, направленный на повышение качества слитков за счет исключения трещинообразования и снижения осевой рыхлости.
Способ заключается в регулировании интенсивности охлаждения путем изменения соотношения долей воды и воздуха в водовоздушной смеси в зависимости от содержания углерода в металле. (Патент РФ N 2000167, кл. B 22 D 11/124, 1993).
Известен способ получения слитков, направленный на повышение химической и структурной однородности металла, а также получение мелкозернистой структуры. Способ включает плавку расплава в печи и разливку его в изложницу, которые ведут в атмосфере разреженного инертного газа, причем в процессе кристаллизации ведут продувку расплава инертным газом, изменяя при этом давление вдуваемого газа (авт. св. N 1585066, кл. B 22 D 27/00, 1990).
Известен способ обработки сплава, например, на основе алюминия, в процессе его кристаллизации, включающий воздействие на него в начале кристаллизации переменным магнитным полем, которое выключают при достижении сплавом температуры ниже температуры ликвидуса с температурным интервалом, равным 15-20% температурного интервала кристаллизации, после чего на сплав воздействуют постоянным магнитным полем до окончания затвердевания. Способ обеспечивает увеличение предела прочности отливок путем получения мелкозернистой макроструктуры и мелкодисперсной микроструктуры (авт. св N 1049180, кл. B 22 D 27/02, 1983).
Известен способ подавления большинства из пороков литых металлов, заключающийся в использовании интенсивного теплоотвода от металла в жидком, жидко-твердом и твердом состояниях путем заливки расплава в медный водоохлаждаемый кокиль по так называемой КЛИТ-технологии (кокильное литье с интенсивным теплоотводом). (Кондратюк С. Е. и др. "Применение интенсивного теплоотвода при кристаллизации и охлаждении для улучшения свойств сталей". МиТОМ, 1988 г. N 9, с.45-49) (прототип).
Известный способ позволяет увеличивать одновременно прочность, пластичность и ударную вязкость литой стали разного состава по сравнению со свойствами сталей, отлитых по традиционной технологии. Указанные положительные эффекты связаны с резким измельчением дендритной структуры, измельчением первичного зерна, общим повышением структурной и концентрационной гомогенности литого металла. При этом величина этих эффектов прямо зависит от степени ускорения охлаждения.
В связи с последним управление КЛИТ-процессом в основном сводится только к увеличению интенсивности теплоотвода.
Известно, однако, что любое непрерывное повышение скорости охлаждения обязательно сопровождается нарастанием внутренних напряжений в объеме отливки вследствие различий в удельных объемах жидкой и твердой фаз, термических дилатаций, кристаллографических отличий фазовых составляющих и т.п. Одновременно направленный теплоотвод от отливки в сторону стенок кокиля неизбежно будет усиливать столбчатую направленность литой структуры.
В результате отливка приобретает повышенную склонность к растрескиванию, а свойства литого металла оказываются все более анизотропными по мере увеличения интенсивности теплоотвода. Поэтому КЛИТ-процесс имеет ограничения в применении по геометрии отливок и составу материалов.
Техническим результатом предлагаемого изобретения является обеспечение возможности стабильного получения качественных отливок из сплавов, в том числе с низкими литейными качествами, а также достижение максимальной структурной и химической однородности для повышения комплекса механических свойств литого металла и снижения склонности литых металлических изделий к непрогнозируемым деформациям или к растрескиванию.
Сущность изобретения заключается в том, что в способе получения литых металлических изделий, включающем расплавление, гомогенизацию жидкого металла, разливку, охлаждение с интенсивным теплоотводом, предлагается охлаждение в температурных интервалах фазовых превращений отливаемого металла осуществлять не монотонно, а прерывисто, чередуя при этом периоды интенсивного теплоотвода с периодами подогрева, при этом количество импульсов "охлаждение подогрев" должно быть не менее двух. Предлагается интенсивное охлаждение вести с тепловыми градиентами, переменными во времени, и/или по сечению изделия, и/или по его длине. Предлагается пульсирующее охлаждение вести на установках непрерывной разливки в зонах вторичного охлаждения, а также в зонах вторичного охлаждения и после выхода его из установки непрерывной разливки.
В каждом из интервалов интенсивного охлаждения в связи с ускоренным теплоотводом резко сокращается вероятность концентрационного расслоения затвердевающего металла и уменьшается возможность роста первичного зерна. Каждый подогрев, осуществляемый немедленно вслед за периодом интенсивного охлаждения, способствует снятию возникающих внутренних напряжений и эффективно препятствует растрескиванию слитка. В связи с тем, что интенсивный теплоотвод предлагается осуществлять с тепловыми градиентами, переменными во времени, по сечению изделия и/или по его длине, резко уменьшается вероятность формирования столбчатых кристаллов в кристаллизующемся металле, измельчается или полностью устраняется дендритная структура литого металла.
Предлагаемой технологии авторы дают название "ИНКО-процесс" (импульсно-непрерывная кристаллизация отливки).
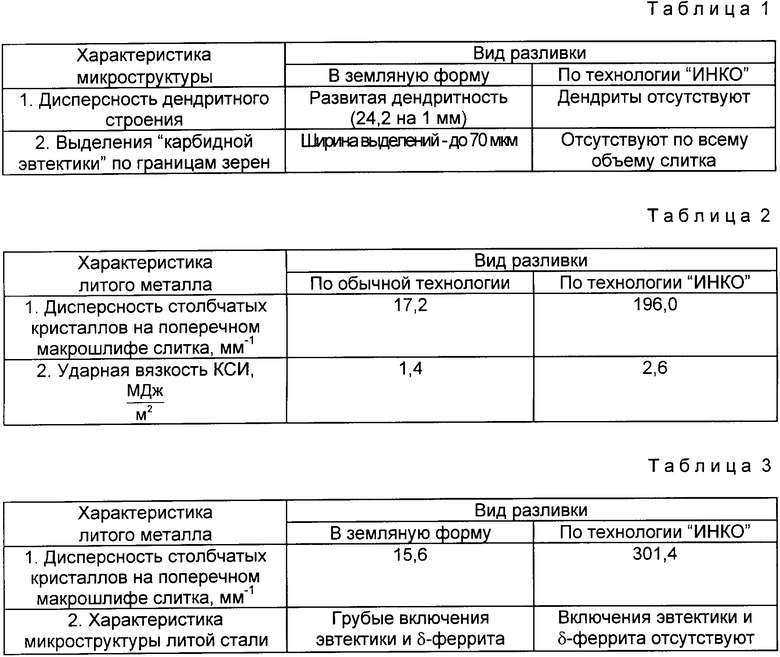
Пример 1. Произведена разливка высокомарганцовистой стали 110Г13 в земляную форму по традиционной технологии и в стальной кокиль по технологии "ИНКО". Размер слитков ⊘ 70 мм, высота 270 мм (табл.1).
Пример 2. Произведена разливка конструкционной стали 12Х2Н4А на установке непрерывной разливки (сечение заготовки 140 х 140) -табл.2.
Пример 3. Произведена разливка быстрорежущей стали Р18 в земляную форму и в стальной кокиль по технологии "ИНКО". Размер слитков: 70 х 70 х 270 мм (табл. 3).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА ИЗ СТАЛЕЙ И СПЛАВОВ С ПОНИЖЕННОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2691481C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ЗАГОТОВОК ИЗ СТАЛЕЙ С НИЗКОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2000 |
|
RU2159291C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| Способ изготовления литых заготовок из антифрикционной бронзы | 2021 |
|
RU2762956C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СЛИТКОВ КВАДРАТНОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2441731C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2010 |
|
RU2446913C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2410195C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ, АЛЮМИНИЕВЫЙ СПЛАВ И СПОСОБ ПРОИЗВОДСТВА ИЗ НЕГО ПРОМЕЖУТОЧНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111826C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТЫХ СОРТОВЫХ ЗАГОТОВОК ИЗ ВЫСОКОУГЛЕРОДИСТОЙ АВТОМАТНОЙ СТАЛИ | 1993 |
|
RU2063298C1 |
Использование: область металлургии, в частности, литейное производство и непрерывное литье заготовок. Технический результат - обеспечение возможности стабильного получения качественных отливок из сплавов с низкими литейными свойствами, а также достижение максимальной структурной и химической однородности литого металла. Сущность: способ получения литых металлических изделий включает расплавление, гомогенизацию, разливку в форму или в кристаллизатор, охлаждение жидкого металла в температурных интервалах фазовых превращений отливаемого металла прерывисто с чередованием периодов интенсивного теплоотвода с периодами подогрева, при этом количество импульсов "охлаждение - подогрев" должно быть не менее двух. Интенсивное охлаждение ведут с температурными градиентами, переменными во времени и/или по сечению изделия, и/или по его длине. Пульсирующее охлаждение ведут на установках непрерывной разливки в зонах вторичного охлаждения, а также в зонах вторичного охлаждения и после выхода металла из установки непрерывной разливки. 2 з.п.ф-лы, 3 табл.
| Кондратюк С.Е | |||
| и др | |||
| Применение интенсивного теплоотвода при кристаллизации и охлаждении для улучшения свойств сталей | |||
| - МиТОМ, 1988, N 9, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |

