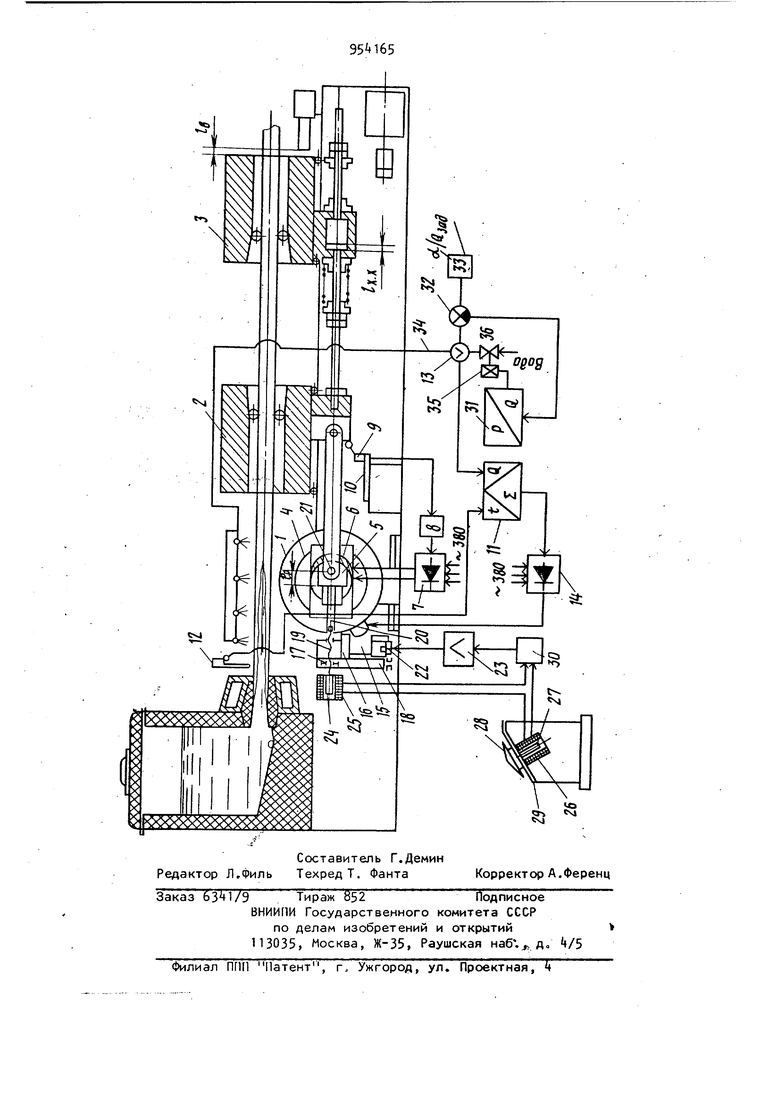
готовки, чередующимся с паузой в течение цикла, корочка формируется неравномерно по фронту затвердевания. При этом при кристаллизации расплава по длине охлаждаемой зоны кристал лизатора образуется зона стационарной корочки и подвижная зона расплав которые, нарастая в процессе затвердевания, образуют изолированные лунки с расплавом, что приводит к снижению качества заготовки и увеличению брака. Кроме того, при жестком, нерегулируемом в процессе непрерывной разливки металлов шага вытягивания существенно снижается производительность установки за счет увеличения времени паузы, необходимой для заданного по температуре поверхности заготовки режима вытягивания без нарушения технологического процесса прорывами жидкого металла через коро ку формируемой заготовки. . Цель изобретения - улучшение каче ства непрерывнолитой заготовки и обеспечение плавного изменения величины рабочего хода клетей в процессе вытягивания непрерывнолитой загоTOBKVi без снижения производительности. Поставленная цель достигается тем что в устройстве для автоматическо- го управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов, включающее раздаточную емкость-металлоприемник, кристаллизатор, вытягивающее устройство из двух соединенных штангой с поршневой парой и пружинами тянущих клетей с кривошипно-шатунным механизмом, соединенным с помощью крейцкопфа с валом электропривода, регулятора расхода охладителя, ;регулятора частоты вытягивания заготовки, входы которого соединены с измерителем температуры отливки и да чиком расхода охладителя, задатчик расхода охладителя, сумматор и регулируемый выпрямитель, на закрепленной в раме первой клети поперечной балке установлен-соединенный через винтову ю, пару и редуктор с валом эле тропривода и механически сочлененный с сердечником компенсирующий диф ференциально-трансформаторный преобразователь, вторичная обмотка которо го электрически соединена с вторичной обмоткой задающего дифференциаль но-трансформаторного преобразователя, установленного на пульте упраа ления, причем обе обмотки подключены к входу фазочувствительного выпрймителя, выход которого подсоединен на вход усилителя, и выход усилителя подсоединен к электроприводу винтовой пары со штоком, а выходной вал редуктора с электроприводом клетей механически соединен с крейцкопфом с помощью электромагнитной муфты с обмоткой, подключенной к силовому выходу управляемого выпрямителя, на вход,которого подсоединено реле продолжительности паузы, входной контакт которого замкнут цепью конечного выключателя, установленного на линейке в конечном пункте возвратного хода первой клети. На чертеже представлена схема устройства автоматического управления установки непрерывной разливки металлов (УНРМ) с узлом привязки устройства регулирования шага вытягивания заготовки на тянущей клети. Электропривод 1 первой и второй тянущих клетей 2 и 3 соединен с редуктором Ц, выходной вал которого механически соединен с крейцкопфом 5 через электромагнитную муфту 6, подключенную к силовому входу управляемого выпрямителя 7, на вход ко- торого подключено реле 8 продолжительности паузы, входной контакт которого замкнут цепью конечного выключателя 9, установленного на линейке 10 в конечном пункте возвратного хода первой клети. Соединением Через электромагнитную муфту достигают остановки клети на заданную в реле продолжительность паузы для формирования твердой корочки заданной толщины. На входе регулятора 11 частоты движения клетей подключены измеритель 12 температуры, например пирометр РАПИР с охлаждаемой головкой ТЕРА, а также датчик 13 расхода охладителя, а выход регулятора подсоединен к регулируемому выпрямителю k питания электропривода тянущих клетей, причем силовой выход выпрямителя подключен к этому электроприводу. Такой схемой подключения достигают автоматического регулирования частоты циклов вытягивания, а следовательно, и производительности установки в процессе вытягивания непрерывнолитой заго- . товки. Узел привязки устройства регулирования шага вытягивания заготовки выполнен следующим образом.
На раме 15 первой клети закреплена поперечная балка 16, на которой установлена винтовая пара из гайки 17, соединенной с редуктором 18, и винта 19, соединенного со штоком 20, упирающимся в торец крейцкопфа с пальцем 21. Редуктор соединен с валом 22 электропривода вращения гайки, на который подано питание от усилителя 23. На свободно перемещающемся конце винта закреплен сердечник 2 компенсирующего дифференциально-трансформаторного преобразователя 25, вторичная обмотка которого соединена с вторичной обмоткой задающего, дифференциально-трансформаторного преобразователя 26, установленного своим сердечником 27 в лимвё 28 индикации величины ша,га вытягивания на пульте 29 управления, причем обе обмотки преобразователей подключены к входу фазочувствительного выпрямителя 30. Такой конструкцией узла пржвязки и электрической связью элементов схемы достигают плавного регулироеа- НИИ рабочего хода клетей в процессе вытягивания непрерывнолитой заготовки без снижения производительности. Система подачи охладителя в зону вторичного охлаждения заготовки включает регулятор 31 расхода охладителя, вход которого подключен к выходу сумматора 32, на входы сравнения которого подключены задатчик 33 расхода охладителя и датчик расхода охладителя в нагнетающем трубопроводе Выход регулятора расхрда охладителя подключен к сервоприводу 35 автоматической заслонки 36 на подающем трубопроводе.
Устройство работает следующим образом.
Предварительно устанавливают величину заданного шага вытягивания 1р врасцением лимба 28 с индексом по шкале на пульте 29. При этом сердечник 27 задащего дифференциальнотрансформаторног о преобразователя 26 меняет свое положение в обмотке, что вызывает появление сигнала pact согласования, который поступает на вхрд фазочувствительного выпрямителя 30 и с его выхода на силовой усилитель 23, а с выхода усилителя - на электропривод, который через редуктор 18 вращает гайку 17 винтовой пары. Винт 18, двигаясь поступательно, перемещает шток, который, упираясь
в торец крейцкопфа 5, изменяет величину эксцентриситета 1р его пальца 21 относительно оси вращения выходного вала редуктора , производя аатоматическую установку шага вытягивания заготовки In до тех пор, пока закрепленный на винте сердечник 24 компенсирующего дифференциально-трансформаторного преобразователя не установится в идентичное положение с сердечником преобразователя 26, компенсируя сигнал с задат- чика до нуля. При этом достигают плавного изменения величины рабочего хода в процессе вытягивания заготовки без снижения производительности, так как не требуется время на остановку машины и переналадку кривошипно- шатунного механизма на другой
эксцентриситет, например, при выбранном максимальном шаге вытягивания 12 мм для одной модели установки круговая шкала лимба разбита делениями с интервалом ЗбО/12 30° на 1 мм регулируемого хода, что вполне достаточно для получения точности устанЬвки шага вытйгивания не хуже приборной сшибки. При изменении заданных технологией непрерывной разливки металла температуры контролируемой поверхности непрерывнолитой заготовки или расхода охладителя в нагнетающей магистрали З сигналы от датчиков температуры 12 и расхода 13 поступают на соответствующие входы регулятора 11 частоты вытягивания заготовки, который изменяет продолжительность цикла периодического вытягивания, исключая возмсжные прорывы жидкого металлаj через корочку заготовки. При этом за счет автоматической подачи заготов- ки на каждом цикле в кристаллизатор достигают более гладкой по фронту кристаллизвщии поверхности без неслитин и полосоватости, что обеспечивает получение заданной толщины корочки в процессе непрерывной автоматической установки системой продолжительности цикла периодического вытягивания вокруг ее оптимального значения. Время пауз задается реле 8 при наезжании первой клети на ролик конечного выключателя 9, причем управляемый выпрямитель 7 отключается и муфта6 расцепляет кривошипно-шатунный (еханизм с приводом Т клетей. Регулирование расхода охладителя производится путем задания его в задатмик 33 и отработки регулятором 31 аналогично известному уст ройству. Экономический )ект от внедрения изобретения на двух установках в цехе среднего литья за смет повышения качества непрерывнолитой заготов ки путем исключения неслитин и полосоватости и снижения брака на 1520%, а также автоматизации установки шага вытягивания без снижения производительности на остановку составит не менее 25-30 тыс. руб. в год. Формула изобретения Устройство для автоматического уп равления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов, включающее раздаточную емкость-металлоприемник, кристаллизатор, вытягивающее устройство из двух соединенных штангой с поршневой парой и пружинами тянущих клетей с криаошипношatyнным механизмом, соединенным с помощью крейцкопфа с валом электропривода, регулятора расхода охладителя, регулятора частоты вытягивания заготовки, входы которого соединены с измерителем температуры отлив ки и датчиком расхода охладителя, задатмик расхода охладителя, суммато и регулируемый выпрямитель, о т личающееся тем, что, с целью улучиения качества непрерывнолитой заготовки и обеспечения плавноги изменения величины рабочего хода клетей в процессе вытягивания заготовки без снижения производительности, на закрепленной в раме первой клети поперечной балке установлен соединенный через винтовую пару и редуктор с валом электропривода и механически сочлененный с сердечником компенсирующий дифференциально-трансформаторный преобразователь, вторичная обмотка которого электрически соединена с вторичной обмоткой задающего дифференциально-трансформаторного преобразователя, установленного на пульте управления, причем обе сбмотки подключены к входу фазочувствительного выпрямителя, выход которого подсоединен на вход усилителя, и выход усилителя лодсоединен к электроприводу винтовой пары со штоком, а выходной вал редуктора с электроприводом клетей механически соединен с крейцкопфом с помои ью электромагнитной муфты с обмоткой, подсоединенной к силовому выходу управляемого выпрямителя, на вход которого подсоединено реле продолжительности паузы, входной контакт которого замкнут цепью конечного выключателя, установленного на линейке в конечном пункте возвратного хода первой клети. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 620332, кл. В 22 D 11/16, 1978. 2.Авторское свидетельство СССР № А82240, кл. В 22 О ПМ, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2023530C1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство вытягивания слитка машины непрерывного литья заготовок | 1983 |
|
SU1158285A1 |
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| Цифровое устройство для управления машиной непрерывного литья заготовок | 1989 |
|
SU1632621A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 2007 |
|
RU2345862C1 |
| Способ управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1025489A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2184009C1 |
| Устройство для автоматического управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1039642A1 |