КзоОретение относится к обработЕ металлов давлением, может быть использовано в машиностроении для резкн труб на мерные заготовки. По основному авт.сВо № 969465 известен способ резки труб плоскими ножами, движущимися в двух взаимно-перпендикулярных направлениях, состоящий во внедрении одного ножа в полость трубы и срезании им шлица и окончательном разделении трубы другим ножом, при этом перед резкой предварительно производят уменьшение толщины стенки трубы в месте внедрения в нее ножа, срезающего шлиц. Уменьшение толщины стенки осуществляют либо фрезерованием, либо нагревом участка трубы токами высокой частоты с последующим воздействием на этот участок ударным заостренным инструментом, Нож, срезающий шлиц, два раза, внедряется в стенки трубы. Первый раз, когда он проникает во внутрь трубы, и второй раз, когда он выходит из нее. Уменьшение -толщины стен ки осуществляют в двух местах трубы Равномерное уменьшение толщины стен ки не позволяет производить смазку рубы внутри, В результате разрезаю: ulHe ножи во время реза соприкасаются с внутренней поверхностью трубы без смазки,. Это вызывает, налипание металла, на ножи, увеличение коэффициента трения, происходит Нагрев режущей кромки и она закругляется. Стойкость режущих ножей резко умень шается 1. Цель изобретения повымение стой кости режущего инструмента„ Поставленная цель достигается TeMf что в месте внедрения в трубу ,, срезающего шлиц перед уменьше нием толщины стенки трубы выполняют в ней сквозное отверстие, после чего через это отверстие вводят смазку. На чертеже приведена схема, поясняющая данный способ о Трубу 1 прямоугольного поперечног сечения (АхВ) с толщиной стенки S разделяют с помощью двух ножей 2 и 3, Нож 2 перемещается по стрелке N горизонтально, острая кромка г то го ножа движетс5 по прямой - I на расстоянии б от верхней образующей профиля„ Этот нож срезает шлиц,, отво рачивая верхнюю полку профиля изнутр наружу, ПОЭТОМУ расстояние (f всегда больше толщины стенки S Нож 3 перемещается по стрелке М .вертикально, при этом он входит в и сначала отворачивают боковые стенки профиля а затем и нижнюю стенку Вертикзльны нож 3 имеет ширину С, которая пр евышает ширину А профиля трубы 1 Во время реза усилие разделения прикладывается изнутри наружу, поэто jy режущие ножи 2 и 3 соприкасаются с внутренней повер.хностью трубы. В связи с тем, что внутренняя поверхность трубы всегда покрыта окалиной, имеет большую шероховатость и сухая, происходит схватывание металла трубы с инструментом. Возникшее налипание прогрессирует с каждым резом, увеличивает коэффициент трения, вызывает нагрев инструмента и снижает стойкость инструмента, процесс разделения сопровождается образованием заусенцев, которые заклинивают механизм штампа, С целью облегчения работы горизонтального ножа 2 во время протыкания им стенок трубы в местах его. проникновения производят уменьшение толщины. Уменьшение толщины осуществляют .в двух местах с помощью сверления неравномерно: с одной стороны стенку просверляют насквозь с образованием отверстия 4 с диаметром d j с противоположной стороны в точке 5 по линии I I движения острой кромки ножа 2 толщину стенки S уменьшают до величины S равной 0,1-0,35. Рядом с отверстием 4 ниже горизонтального ножа 2 расположено сопЛо б смазчика 7, закрепленное в корпусе 8. Перед началом разделения в отверстие 4 впрыскивают смазку по стрелке К либо масло индустриальное 40, либо смазку на основе сульфофрезола. Струя масла, пройдя отверстие, смазывает внутреннюю поверхность верхней стенки, отразившись от нее, смазывает противоположную вертикальную стенку и нижнюю горизонтальную. Внутренняя повер.хность второй вертикальной стенки, где расположено отверстие 4, смазывается падающим маслом, скорость движения которого замедлена стенками отверстия. Таким образом наносится смазка на все поверхности труби, контактирующие во время резания с ножами, т.е. при образовании шлица ножом 2 иокончательном разделении трубы ножом 3 имеется смазывающая жидкость меткду трущимися поверхностями ножей и тру.бы. В результате коэффициент трения рез-ко снижается, скольжение происходит баз налипания, стойKoctb инструмента повышается, стабильность процесса восстанавливается. При мер. Разделяют цельнотянутую квадратную трубу 100x100x6 по ГОСТ 8639-68, материал трубы сталь 35 по ГОСТ 1050-60 Ширина ножей 14 мм„ Ножи изготавливают из стали 5ХВ2С с термообработкой на твердость HRC 52-56. В местах проникновения горизон,тального ножа уменьшают толщину с-тенки сверлением. Диаметр сверл ,18 мм сверла изготовлены из стали Рём5. С одной стороны сверление производят насквозь, с другой стороны оставляют пленку толщиной 2-3 мм..
3 1026974 {Рабочая подача 100 мм/мин, а числоГоризонтальным ножом снимают шлиц
оборотов шпинделей 315 об/мин. Опе шириной 14,5 мМ, затем вертикальным
рацию эасверливания осуществляют эя ножом производят окончательное раэ9 с,деление.
В отверстие в течение 0,8 с, впрыс-.
кивают смазк г в составе, %: 5Как показали опыты, стойкость
Сульфофрезол 60iгоризонтального ножа повысилась в
Керосин 244 раза/ а вертикального - в 6 раз
ТриэтаноламиЯ .1по сравнению с базовым объектом, в
Олеиновая кислота 15качестве которого выбран прототип.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки труб | 1979 |
|
SU969465A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Устройство для резки труб | 1979 |
|
SU872059A1 |
| Инструмент для резки труб | 1977 |
|
SU689793A1 |
| Способ резки труб на мерные заготовки и устройство для его осуществления | 1981 |
|
SU1018815A1 |
| Инструмент для резки труб | 1982 |
|
SU1087273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524464C2 |
| Кольцевое сверло | 1983 |
|
SU1186405A1 |
| СПОСОБ РЕЗКИ АРМИРОВАННОГО ВОЛОКНАМИ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2693232C1 |
СПОСОБ РЕЗКИ ТРУБ, по авт. св. № 969465, отличающийс я тем,.что, с целью повышения стойкости режущего инструмента, в месте внедрения в трубу ножа, срезающего шлиц, перед уменьшением толщины стенки трубы выполняют в ней сквозное отверстие, после чего через это отверстие вводят смазку. О)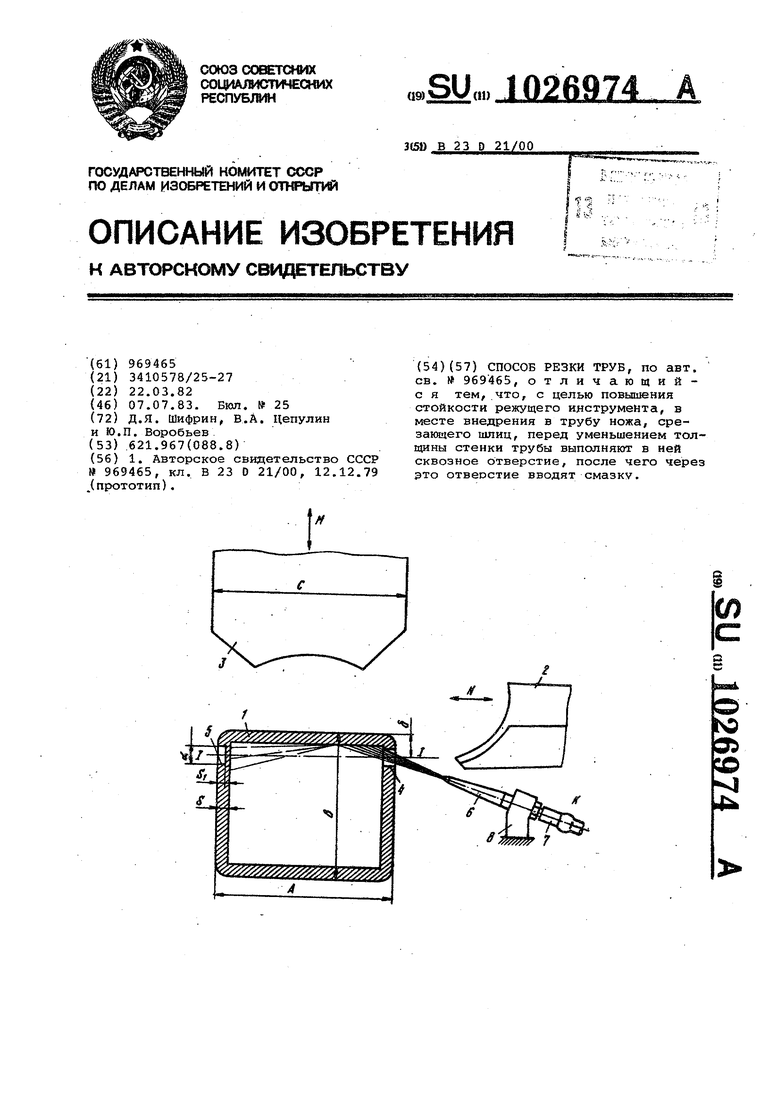
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ резки труб | 1979 |
|
SU969465A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
