Изобретение относится к трубному производству, а именно к технологическому инструменту для удаления внутреннего грата, образовавшегося при изготовлении бурильных труб с приваренными замками.
Известно устройство для снятия внутреннего грата на трубах после сварки, выполненное в виде вращающейся планшайбы с режущими головками, размещающееся внутри трубы и имеющее возможность перемещаться в осевом направлении при срезании грата, опираясь на внутреннюю поверхность трубы диаметром 630 мм и более [пат. РФ №2257989, МПК(7) B23K 37/08, заявл. 2003.05.23, опубл. 2005.08.10].
Недостатком известного устройства являются его значительные габариты и металлоемкость, делающие невозможным размещение его внутри трубы при изготовлении бурильных труб с приваренными замками внутренним диаметром 101,6 мм и менее.
Наиболее близким по своей технической сути и достигаемым результатам к предлагаемому изобретению (прототип) является технологический инструмент (пуансон) цилиндрической формы, изготовленный из стали 5ХНМ, сплошная режущая кромка которого выполнена по контуру отверстия, получаемого на прессах пробивкой перемычек у поковок, нагретых до температуры 450-600°С [Ковка и штамповка. Справочник в 4-х томах. /Т.2. Горячая объемная штамповка/ Под ред. Е.И.Семенова // М., «Машиностроение», 1986, с.493 и с.556].
Недостатки инструмента по прототипу: он применяется для удаления перемычек только методом пробивки, а не среза, так как сталь 5ХНМ обладает повышенной вязкостью и невысокой теплостойкостью, а наличие сплошной режущей кромки, предполагающей более высокое рабочее усилие, прилагаемое к инструменту, приводит к снижению износостойкости.
Техническая задача, решаемая изобретением, состоит в создании инструмента, обладающего высокой износостойкостью, минимальными размерами и металлоемкостью, позволяющего удалять внутренний грат методом срезания.
Решение технической задачи достигается тем, что инструмент для удаления внутреннего грата, состоящий из цилиндрического пуансона с прямой режущей кромкой на его рабочем торце и резьбовым отверстием на его нерабочей части, изготовленного из инструментальной легированной стали, снабжен плоским ножом ступенчатой формы из инструментальной легированной стали, расположенным на рабочем торце цилиндрического пуансона в плоскости его продольной оси и выполненным с прямой и скошенной вовнутрь режущими кромками, причем расстояние между режущими кромками и длина цилиндрического пуансона превышают максимальное значение толщины грата в его поперечном сечении, а цилиндрический пуансон и плоский нож имеют общую наружную поверхность, диаметр которой не превышает минимального значения внутреннего диаметра трубы с учетом допускаемой высоты неудаленного грата, причем высота ступени плоского ножа равна половине диаметра цилиндрического пуансона, при этом цилиндрический пуансон и плоский нож ступенчатой формы изготовлены из инструментальной легированной стали, включающей мас.%: углерод 2,00-2,20; хром 11,0-12,0; вольфрам 0,50-0,80; ванадий 0,15-0,30; молибден 0,60-0,90, а в способе термической обработки инструмента для удаления внутреннего грата, изготовленного из инструментальной стали, включающем закалку, которую выполняют ступенчато путем предварительного подогрева до температуры 200-300°С и последующего нагрева до температуры 1020-1050°С в соляной ванне и однократный отпуск при температуре 400-500°С продолжительностью не менее трех часов с охлаждением на воздухе.
Сущность изобретения поясняется следующими чертежами:
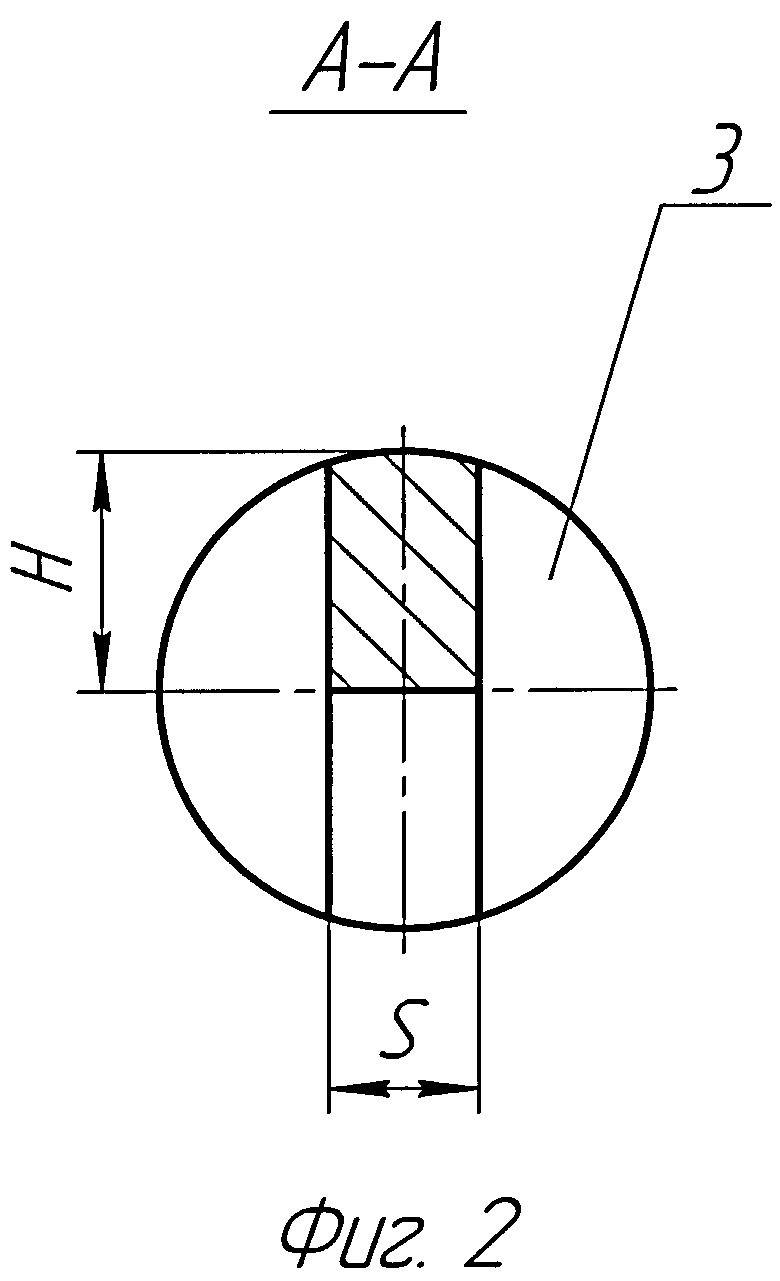
На фиг.1 изображен инструмент для удаления внутреннего грата, вид сбоку;
на фиг.2 - то же, поперечное сечение.
Инструмент для удаления внутреннего грата (фиг.1) содержит цилиндрический пуансон 1 с прямой режущей кромкой 2, на рабочем торце 3 (фиг.2) которого в плоскости его продольной оси расположен плоский нож 4 ступенчатой формы с прямой режущей кромкой 5 и скошенной вовнутрь на угол α, равный 3-5° режущей кромкой 6. Каждое из расстояний между режущими кромками L1 и L2, а также длина L3 цилиндрического пуансона 1 превышают максимальное значение толщины t внутреннего грата в его поперечном сечении. Цилиндрический пуансон 1 и плоский нож 4 имеют общую наружную поверхность 7, диаметр D которой не превышает минимального диаметра трубы с учетом допускаемой высоты несрезанного грата в пределах 1,5-2,5 мм. Высота ступени Н плоского ножа 4 равна половине диаметра D цилиндрического пуансона 1.
Резьбовое отверстие 8, выполненное на нерабочей части цилиндрического пуансона 1, служит для соединения его с приводом для выполнения рабочего и холостого хода инструмента.
Инструмент, выполненный в виде цилиндрического пуансона 1 с прямой режущей кромкой 2 и плоского ножа 4 ступенчатой формы с прямой режущей кромкой 5 и скошенной вовнутрь на угол α, равный 3-5° режущей кромкой 6, разбивает процесс удаления внутреннего грата на отдельные операции, что позволяет получить при срезе грат в виде отдельных, легко удаляемых из трубы частей, а не в виде кольца, которое трудно извлекать из трубы.
При рабочем ходе инструмента скошенной режущей кромкой 6 плоского ножа 4 вначале срезается внутренний грат в верхней его части. Наличие скошенной режущей кромки позволяет получить срезаемый фрагмент грата в виде кольцевой стружки, ориентированной "вовнутрь" трубы, сдвигаемый вперед по ходу инструмента. Выполнение режущей кромки 5 прямой формы позволяет получить срезаемый грат в виде прямой стружки при срезании внутреннего грата в нижней его части, диаметрально противоположной верхней, и избежать при этом врезание инструмента в тело трубы. Разделенный на две части кольцевой внутренний грат одновременно срезается прямой режущей кромкой 2 цилиндрического пуансона 1 до отделения от тела трубы.
В связи с тем, что каждое расстояние L1 и L2 между режущими кромками 2,5 и 6, а также длина L3 цилиндрического пуансона 1 превышают максимальное значение толщины t грата в его поперечном сечении, каждую последующую операцию по срезанию грата начинают выполнять после окончания предшествующей операции.
Ступенчатая форма плоского ножа 4 толщиной S=(13-15) мм способствует уменьшению рабочего усилия среза, так как оно прилагается не ко всему кольцу внутреннего грата, а к отдельным его частям, отделенным одна от другой, а также способствует уменьшению износа и повышению стойкости инструмента, так как режущие кромки 2, 5 и 6 участвуют в работе не все сразу, а в определенной последовательности одна за другой.
В связи с возможной несоосностью конца обрабатываемой трубы и срезного инструмента, вызванной ее термическим искривлением, возможно неполное по высоте срезание грата в пределах 1,5-2,5 мм. Поэтому наружный диаметр D цилиндрического пуансона 1 не превышает минимального значения внутреннего диаметра трубы с учетом допускаемой высоты несрезанного грата.
Принимаемая высота ступени Н плоского ножа 4, равная половине диаметра D цилиндрического пуансона 1, позволяет срезать грат, ширина кольца которого в отдельных случаях приближается к половине внутреннего диаметра трубы.
В связи с тем, что внутренний грат имеет температуру в пределах 500°С, большое значение имеют теплостойкость и износостойкость материала инструмента для удаления грата.
В предлагаемом изобретении для изготовления инструмента используют сталь повышенной износостойкости (инструментальная легированная), включающую, мас.%: углерод 2,00-2,20; хром 11,0-12,0; вольфрам 0,50-0,80; ванадий 0,15-0,30; молибден 0,60-0,90.
Термическая обработка инструмента, изготовленного из такой стали, включает закалку, которую выполняют ступенчато путем предварительного подогрева до температуры 200-300°С с последующим нагревом до температуры 1020-1050°С в соляной ванне и однократный отпуск при температуре 400-500°С продолжительностью не менее трех часов с охлаждением на воздухе.
При нагреве под закалку в соляной ванне инструмента для удаления внутреннего грата, имеющего резкие переходы и выступающие грани, необходим предварительный подогрев, исключающий возникновение термических напряжений и трещин. Предварительный подогрев проводят как в отдельных печах с рабочей температурой 200-300°С, так и в соляных ваннах путем двух-, трехкратного погружения в них на 2-3 сек.
Высокая температура закалки способствует уменьшению количества нерастворенных карбидов, увеличению содержания хрома в твердом растворе, а также увеличению количества остаточного аустенита, что приводит к понижению твердости и прочности стали. Легирование стали молибденом в количестве 0,60-0,90%, вольфрамом в количестве 0,50-0,90% и ванадием в количестве 0,15-0,30% способствует сохранению сравнительно мелкого аустенитного зерна до более высоких температур аустенизации, а также повышает температуру отпуска, при которой сохраняется требуемая твердость, необходимая для осуществления операции срезания грата. Согласно изобретению после отпуска при однократном нагреве до 400-500°С твердость, достигнутая, в том числе благодаря содержанию углерода в пределах 2,00-2,20%, сохраняется на уровне 50-55 HRC, а теплостойкость получается не менее 550°С.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна».
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены. Следовательно, заявленное изобретение соответствует условию «изобретательский уровень».
Заявляемые технические решения опробованы в промышленных условиях на машинах сварки трением "Tompson-150".
Инструмент для удаления внутреннего грата с диаметром цилиндрического пуансона, равным 29,3; 30,3; 45,8 мм, в количестве 54 штук, изготовленный из инструментальной легированной стали, имеющей следующее соотношение компонентов, мас.%: углерод 2,00-2,20; хром 11,0-12,0; вольфрам 0,50-0,80; ванадий 0,15-0,30; молибден 0,60-0,90, и прошедший термическую обработку по режимам, указанным в изобретении, прошел испытания при производстве труб БВ 60×7,0 мм, 73×9,0 мм, БВ 89×8,0 мм, ПН 73×9,19 мм, изготовленных из стали марки 30ХМА групп прочности Л и Е. Толщина плоского ножа ступенчатой формы S=14,0 мм.
Стойкость испытанного инструмента составила: для диаметра 29,3 46 труб; для диаметра 30,3 74 трубы; для диаметра 45,8 400 труб, что превышает среднюю стойкость штатного инструмента в 1,15; 1,85 и 1,9 раз соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком, и инструмент для его осуществления | 2023 |
|
RU2820230C1 |
| СПОСОБ УДАЛЕНИЯ ВНУТРЕННЕГО КОЛЬЦЕВОГО ГРАТА, ОБРАЗОВАВШЕГОСЯ ПРИ СВАРКЕ ТРЕНИЕМ БУРИЛЬНОЙ ТРУБЫ С ЗАМКОМ | 2008 |
|
RU2397855C1 |
| НОЖ ДЛЯ РУБКИ МЕТАЛЛА | 2007 |
|
RU2409696C2 |
| ИНСТРУМЕНТАЛЬНЫЙ СПЛАВ | 1995 |
|
RU2102519C1 |
| УЗЕЛ С КОЛЬЦЕВЫМ РЕЖУЩИМ ИНСТРУМЕНТОМ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ВТУЛКА И ОПРАВКА | 2014 |
|
RU2675439C2 |
| ЭКОНОМНОЛЕГИРОВАННАЯ ХЛАДОСТОЙКАЯ ВЫСОКОПРОЧНАЯ СТАЛЬ | 2017 |
|
RU2680557C1 |
| БАЗИСНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛЬНЫХ ПОЛОТЕН ДЛЯ ДИСКОВЫХ ПИЛ, ОТРЕЗНЫХ ДИСКОВ, ЛЕСОПИЛЬНОГО ИНСТРУМЕНТА, А ТАКЖЕ РЕЖУЩИХ И ШАБРОВОЧНЫХ УСТРОЙСТВ | 1996 |
|
RU2127174C1 |
| МЕДИЦИНСКИЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2567595C2 |
| Устройство для удаления внутреннего грата из прямошовных электросварных труб | 1987 |
|
SU1766553A1 |
| НОЖ ДЛЯ РЕЗКИ МЕТАЛЛА | 2008 |
|
RU2409695C2 |
Изобретение относится к инструменту для удаления внутреннего грата и способу его термической обработки. Инструмент изготовлен из инструментальной легированной стали, содержащей, мас.%: углерод 2,00-2,20; хром 11,0-12,0; вольфрам 0,50-0,80; ванадий 0,15-0,30; молибден 0,60-0,90. Плоский нож ступенчатой формы из инструментальной легированной стали расположен на рабочем торце цилиндрического пуансона в плоскости его продольной оси и выполнен с прямой и скошенной вовнутрь режущими кромками. Расстояние между режущими кромками и длина цилиндрического пуансона превышают максимальное значение толщины грата в его поперечном сечении. Цилиндрический пуансон и плоский нож имеют общую наружную поверхность, диаметр которой не превышает минимального значения внутреннего диаметра трубы с учетом допускаемой высоты неудаленного грата. Высота ступени плоского ножа равна половине диаметра цилиндрического пуансона. Термическая обработка инструмента включает закалку, которую выполняют ступенчато путем предварительного подогрева до температуры 200-300°С и последующего нагрева до температуры 1020-1050°С в соляной ванне, и однократный отпуск при температуре 400-500°С продолжительностью не менее трех часов с охлаждением на воздухе. Изобретение позволяет повысить стойкость инструмента и уменьшить его износ при изготовлении бурильных труб с приваренными замками. 2 н.п. ф-лы, 2 ил.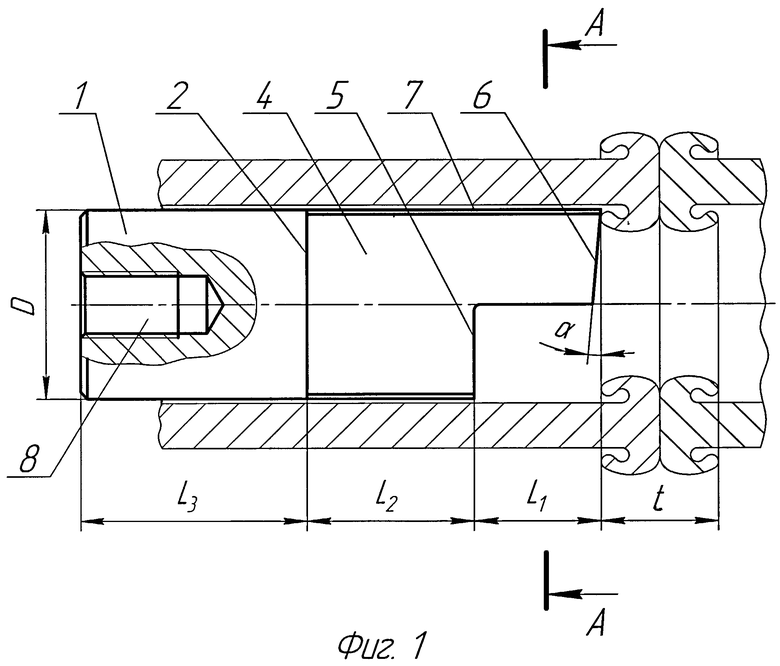
1. Инструмент для удаления внутреннего грата труб, состоящий из цилиндрического пуансона с прямой режущей кромкой на его рабочем торце и резьбовым отверстием на его нерабочей части, изготовленного из инструментальной легированной стали, отличающийся тем, что он снабжен плоским ножом ступенчатой формы из инструментальной легированной стали, расположенным на рабочем торце цилиндрического пуансона в плоскости его продольной оси и выполненным с прямой и скошенной вовнутрь режущими кромками, причем расстояние между режущими кромками и длина цилиндрического пуансона превышают максимальное значение толщины удаляемого грата в его поперечном сечении, а цилиндрический пуансон и плоский нож имеют общую наружную поверхность, диаметр которой не превышает минимального значения внутреннего диаметра трубы с учетом допускаемой высоты неудаленного грата, причем высота ступени плоского ножа равна половине диаметра цилиндрического пуансона, при этом цилиндрический пуансон и плоский нож ступенчатой формы изготовлены из инструментальной легированной стали, содержащей, мас.%: углерод 2,00-2,20; хром 11.0-12,0; вольфрам 0,50-0,80; ванадий 0,15-0,30; молибден 0,60-0,90.
2. Способ термической обработки инструмента для удаления грата труб по п.1, включающий закалку, которую выполняют со ступенчатым нагревом, причем сначала с предварительным подогревом до температуры 200-300°С, а затем с последующим нагревом до температуры 1020-1050°С в соляной ванне, и однократный отпуск при температуре 400-500°С продолжительностью не менее трех часов с охлаждением на воздухе.
| СЕМЕНОВ Е.И | |||
| Горячая объемная штамповка | |||
| Справочник «Ковка и штамповка», т.2 | |||
| - М.: Машиностроение, 1986, с.493, 556 | |||
| Гратосниматель | 1989 |
|
SU1660920A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1972 |
|
SU425691A1 |
| ГРАТОСНИМАТЕЛЬ | 0 |
|
SU332979A1 |
| JP 4101712 A, 03.04.1992 | |||
| US 4710078 A, 01.12.1987 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2000 |
|
RU2194080C2 |
| СПОСОБ ТЕРМООБРАБОТКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 1992 |
|
RU2005799C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 1998 |
|
RU2131469C1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

