1 Изобретение относится к сварке труби
в частности к датчикам для контроля глубины проплавления при сварке, и может быть использовано в системах ав- томатического регулирования сварочньгх процессов. ,
Известны датчики для контроля глубины проплавленвя, содержапше фотоэлемент, занимающий строго ориентированное положение относительно сварочной горелки С1 3
Наиболее близким по технической сущности к предлагаемому является датчик для контроля глубины проплавления стыков труб, содержащий корпус, внутри которохч) установлен фотоэлемент.
Датчик помещен в следящей головке. Следящая головка помещена внутри трубы н ориентируется на щов t 1
Недостатком известного датчика является необходимость точной ориентации фотоэлемента относительно сварочной гог релки и расположение датчика или следящей головки трубы внутри трубы во время ее сварки.
При нарушении ориентации датчика часть излучения не попадает на фотоэлемент н вырабатьтаемый им электрический сигнал не соответствует величине проплавления. По этой причине системы управленцая процессом сварки не могут поддерживать величину.проплавления на необходимом уровне, отвечающем требо10ваниям качества, и в результате в сварочном соединении образуется чрезмерное проплавление или прожоги.
Цель изобретения - повышение качества сварных соединений труб.
15
Указанная цель достигается тем, что в датчике контроля глубины проплавления при сварке стыков труб, содержащем корпус, внутри которого установлен фотоэлемент, корпус выполнен в виде полого
20 конуса, внутренняя поверхность которого снабжена отражающим слоем, а основание выполнено непроницаемым для светового излучения и с отверстием для
свариваемой трубы, при этом фотоэлемент смонтирован в вершине конуса.
Вьшолнение датчика в ввде конуса с отражающей внутренней поверхностью позволяет концентрировать поток излучения от зоны нагретбго металла в его вершине, где расположен 4отозлемент, Основание конуса задерживает поток светового излучения сварочной дуги снаружи. При этом независимо от положения сварочной горелки датчик остается неподвижным и не требует расположения его внутри трубы. Таким образом, вырабатываемый фотоэлементом электрический сигнал дает более полную информацию о величине проплавления, что позволяет поддерживать его на уровне, обеспечивающем высокое качество сварки.
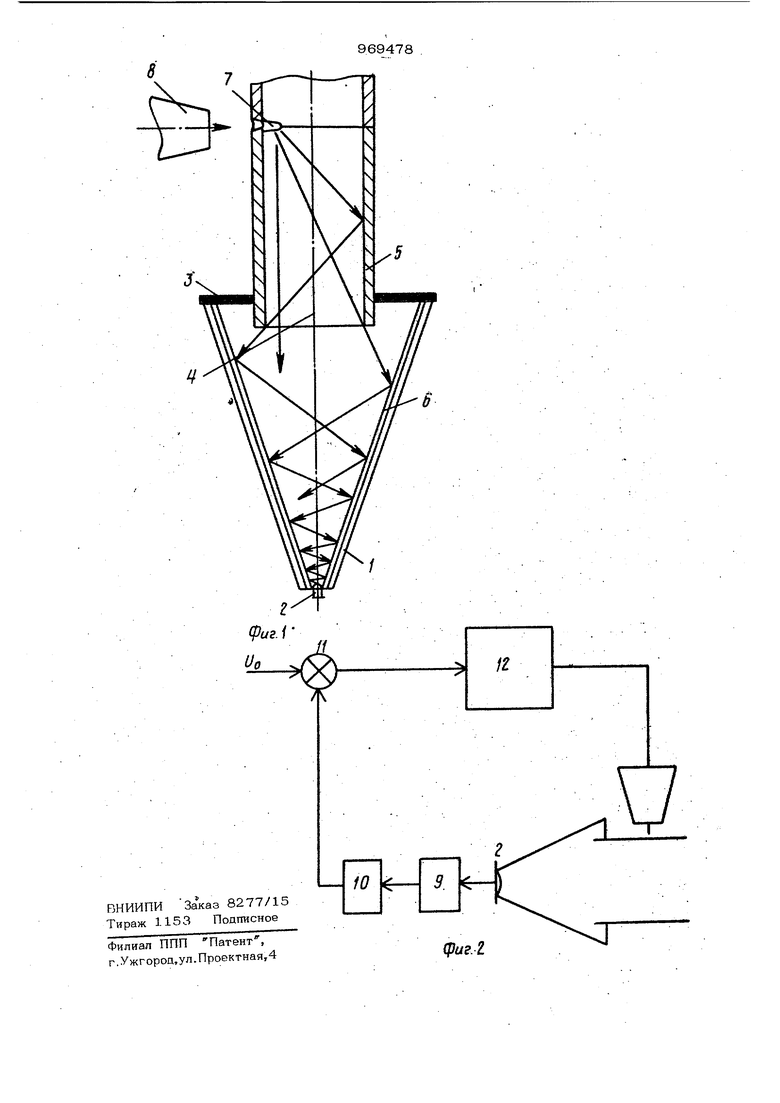
На фиг. 1 показан датчик, общий вид; на фиг, 2 - пример практического использовдаия датчика в системе автоматической регулировки проплавления (САРП)
Датчик состоит из полого конуса 1, фотоэлемента 2, расположенного в вершине конуса 1 , В основании 3 конуса 1 выполнено отверстие 4, Диаметр отверстия 4 равен наружному диаметру трубы 5, На внутреннюю поверхность конуса 1 нанесен отражающий 6. , Датчик работает следующим образом. Конус 1, установленный на щтативе, (не показан), одевается на свариваемую трубу 5, Основание 3 конуса 1 выполнено нeпpoницae Iым для светового излучения, например из свинца. Поток излучения от зоны нагретого металла 7 под сварочной горелкой 8 попадает на внутреннюю поверхность пологоконуса 1 , покрытую отражающим слоем, например серебром 6, -и, .переотражаясь, концентрируется в вершине конуса 1, где помещен фотоэлемент 2, преобразующий энергию светового излучения в электрический сигнал, которь1й преобразуется по одной из известных схем (фиг, 2) в управляющий сигнал, изменяющий сварочный ток обратно пропорционально площади .излучающего нагретого металла. Электрический сигнал от фотоэлемента 2 поступает на усилитель 9 постоянного тока, интегратор 1О, схему сравнения 11, с опорным сигналом И, где вырабатывается управляющий сигнал, воздействующий на источник 12 сварочного тока, питающего сварочную дугу, Зто происходит следующим образом. Интегральный поток электромагнитного излучения, пропорциональный площади нагретого металла, преобразуется фотоэлементом 2 в электрический сигнал, поступающий на усилитель 9, усиливается и проходит через интегратор 10, сглаживающий высокочастотные составляющие сигнала. Затем
сигнал поступает на схему 11 сравнения где происходит сравнение исходного сигнала с опорным и вырабатывается сигнал рассогласования, поступающий на управляющий источник сварочного тока,
Если сигнал, выходящий с интегратора 10, больше опорного, то сигнал рассогласования, поступающий на источник 12 сварочного тока, уменьшает сварочный ток, в сварочной цепи. Вследствие этого
5рленьщается разогрев металла и соответственно уменьшается сигнал с фотоэлемента, уменьшая в итоге сигнал рассогласования. Аналогично происходит увеличение сварочного тока в том случае,
0 когда сигнал, поступивший с интегратора 10, меньше опорного сигнала. Таким образом, с помощью предлагаемого датчика поддерживается постоянство площади наг ретого металла, что эквивалентно
5 постоянству уровня проплавления корня щва.
Использование предлагаемого датчика для контроля глубины проплавпения при сварке неповоротных стыков труб
- обеспечивает по сравнению с известным такие преимущества, как возможность применения датчика без его размещения внутри свариваемой трубы; возможность поддерживать необходимую для качественной сварки глубину проплавления без применения систем слежения за положением сварочной головки и фотоэлемента; сокращение расходов на испарение дефектов сварки. Формула изобретения
Датчик для контроля глубины проплавления при сварке стыков труб, содержащий корпус, внутри которого установлен фотоэлемент, отличающийся тем, что, с целью повьипения качества сварных соединений труб, корпус выполнен в виде полого конуса, внутренняя боковая поверхность которого снабжена отражающим слоем, а основание выполнено непроницаемым для светового излучения и с отверстием для свариваемой трубы, при этом фотоэлемент смонтирован в верщине конуса.
Источники информации, принятые во внимание при экспертизе
5 1. .Авторское свидетельство СССР № 306924, кл, В 23 К 9/1О, 1969.
2. Патент США № 324О913, кл, 219-60, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ слежения за стыком свариваемых изделий и устройство для его осуществления | 1987 |
|
SU1741999A1 |
| Способ регулирования процесса электродуговой сварки | 1978 |
|
SU791478A1 |
| Способ регулирования процесса электродуговой сварки | 1977 |
|
SU742065A1 |
| Фотоэлектрическое устройство для направления электрода по стыку | 1976 |
|
SU573283A1 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |