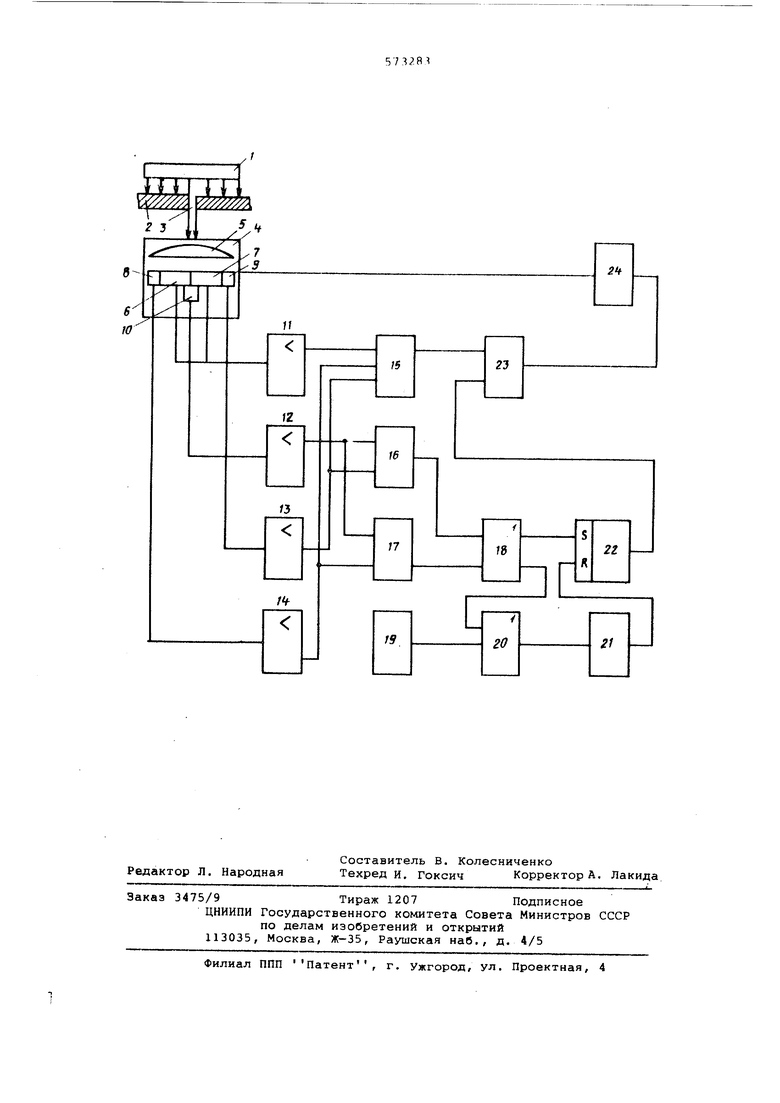
стороны трубы 2 на щель 3 направлена фотоголовка 4 с оптической системой 5. Устройство содержит фотоэлементы 6 и 7, соединенные дифференциально, фото элементы 8 и 9 и фотоэлемент 10.Фотоэлементы с.оединены с усилителями 11-14 Следящая система 15 соединена с уси лителями и узлами совпадения 16 и 17. которые присоединены к элементу ИЛИ 18 Датчик 19 регистрации процесса сварки соединен с элементом ИЛИ 20, который через одновибратор 21 соединен с элементом памяти 22. Элемент 22 управ ляет узлом Запрет 23, включенным в цепь управления исполнительным механизмом 24 следящей системы. Датчик регистрации процесса сварки может быть выполнен в виде, например, датчика тока сварки. При наличии трубы свет от осветителя 1 проходит через относительно узкую щель 3 между кромками трубы 2 и, пройдя через оптическую систему 5, проекти руется на фотоэлемента|х 6-10 в виде уз кой световой полосы. Из общей необходимой длины фотоэлементов 2 часть занимают фотоэлементы 6 и 7, Их сигналы (а они включены по известной дифференциальной схеме через усилитель 11 поступают прямо в узел следящей системы 15, где определяется знак и величина рассогласования, которое система отрабатывает. Боковые фотоэлементы 8 и 9 выполняют две функции: отрабатывают большие рассогласования и работают в узле авто матическрго начгша и окончания слежени Для отработки больших рассогласований сигналы с фотоэлементов 8 и 9, уси ленные усилителями 13 и 14, поступают в узел слежения 15, где и используют ся. Для использования этих датчиков с целью автоматизации начала и конца слежения, сигналы с усилителей 13 и 14 под ются на узлы совпадения 16 и 17 соответственно. На другие входы узлов, совпадения подается усиленный усилителем сигнал с центрешьного фотоэлемента 10. Съемный узел, образованный фотоэлементами 8, 9, Ю, усилителями 12, 13, 14, узлами совпадения 16, 17 и эле ментом ИЛИ 18, позволяет определять прохождение конца и 1ачала трубы в зоне датчика. - . Когда в зоне датчика проходит щель между кромками, могут быть засвечены датчик 8, либо 9, либо 10. Совместная засветка невозможна, так как проекция щели относительно узка, значительно меньше ширины датчиков 6 и 7. Значит, в этом случае на одном из входов узлов совпадения 16 и 17 сигнал отсутствует, на выходе элемента ИЛИ 18 сигнала нет. Это свидетельствует о прохождении в зоне датчика самой трубы. w Трубы проходят в сварочной клети одна за другой с зазорами от 5-6 мм и более. Во время сварки трубы следящая система работает так, что продольная щель располагается симметрично относительно дифференциальной системы датчиков 6-7. При этом засвечен датчик 10, его засветка свидетельствует так;ке о наличии щели трубы и расположении ее вблизи от оси фотодатчика. При прохождении в зоне датчика конца трубы осветитель открывается весь и освещаются крайние фотоэлементы 8, 9 совместно с центральным 10. На обоих входах узлов совпадения 16 и 17 появляются сигналы, появляется сигнал на выходе узлов 16 и 17 и выходе элемента ИЛИ 18, сигнализируя о прохождении конца трубы в зоне датчика. Датчик работает правильно, если труба сформована углом. Такой случай особенно возможен при сварке труб из двух половин, если длины этих половин не равны, что случается довольно часто. В этом случае засвечиваются, кроме датчика 10 только один из двух датчиков 8 и 9. Тогда два сигнала .появляются только на одном из двух узлов совпадения и на выходе элемента 18, что свидетельствует о прохождении мимо фотоголовки конца трубы. Информация о прохождении конца трубы используется для отключения следящей системы в концы трубы. Сигнал элемента 18 поступает в элемент памяти 22 на вход 3 , на выхрде его появляется сигнал , он поступает на узел Запрет 23 и отключает следящую систему. Включение слежения может проводиться автоматически двумя способами. Если следующая труба идет с малым разрывом, слежение включается сразу после включения сварки предыдущей трубы. Это необходимо для наиболее быстрой отработки рассогласования на начале трубы и экономии времени.. Сигнал на выходе элемента 18 исчезает, когда начало следующей трубы закрыло датчик, и исчезает сигнал со входа элемента ИЛИ 20. Но датчик регистрации процесса сварки 19 выдает при этом сигнал на второй вход элемента 20. На выходе элемента сигнал не меняется,, одновибратор 21 не работает, элемент йамяти 22 попрежнему запрещает слежение. Как только сварка прекратится, исчезает сигнал со второго входа элемента 20, исчезает он и со входа схемы одновибратора 21. Последний выдает импульс на вход Т элемента 22. Элемент 22 опрокидывается, с выхода его шадается нуль, и слежение разрешается. Следящая система сразу отрабатывает возмущение и устанавливает сварочную головку по стыку следующей Tpy&j. Если следующая труба следует с боль шим зазором, включать слежение после окончания сварки ненужно: следующей тру бы нет, в этом случае слежение включается , когда начало следующей трубы подойдет в зону действия датчика. Если следующая .труба идет с большим зазором, то после отключения следящей системы сигнал на выходе элемента 18 и входе элемента 20 сохраняется. Конча ется сварка, исчезает сигнал с выхода датчика 19 и второго входа элемента 20 Сигнал на выходе 20 сохраняется, так как он есть на первом его входе. Когда следующая труба подходит в зону датчика, исчезает сигнал с выхода элемента 18, входа и выхода элемента 20 одновибратор выдает импульс и элемент памяти, опрокидываясь, выдает на выходе нуль, разрешая работу следящей систе Nbi. Система устанавливает головку по стыку следующей трубы. Применение изобретения позволяет авт матизировать следую|дие процессы: отключение следящей системы в конце сварки, когда свариваемая труба выходит из-под датчика, включение следящей системы для отслеживания следующей трубы, когда пре дыдушая уже сварена. Формула изобретения Фотоэлектрическое устройство для направления электрода по стыку прёимущест венно при продольной сварке труб, содер жащ§е|исполнительный механизм, осветите фотооптическую дифференциальную систему составленную из двух фотоэлементов вы1хо ды которых через предусмотренные в yctrройстве усилитель и узел следящей кы соединены с нсполнительньгм механизмом отличающееся тем,что с це-) лью обеспечения возможности контроля начала и конца свариваемого стыка при сварке изделий конечной длины, в него введены элемент памяти, узел запрета, одновибратор, два элемента ИЛИ, два узла совпадения, датчик регистрации процесса сварки и три дополнительных со своими усилителями фотоэлемента, один из которых, центральный, расположен между основными фотоэлементами дифференциальной. системы по фотооптической системы, а два других,боковых,-по обе стороны от оси на расстояниях, превышающих размеры основных фотоэлементов дифференциальной системы, при этсм выходы усилителей боковых дополнительных фотоэлементов подключены совместно с входом усилителя фотоэлементов дифференциешьной системы i ко входу узла следящей системы и. совместно с выходом усилителя дополнительного центробежного (фотоэлемента - ко входу соответствующего узла совпадения, выходы узлов совпадения подключены ко входу одного из элементов ИЛИ, связанного своим выходе с одним из вJtofcoB элементапамяти и входом второго элемента ИЛИ,другой вход подключен к выходу датчика регистрации процесса сварки, а его выход через одновибратор,- ко второму входу элемента памяти, причем выход элемента памяти, совместно с выходом узла следящей систелел через элемент запрета, функционально связан с управлякнцим входом исполнительного механизма. Источники информации, принятые во внимание при экспертизе: 1. И. С. Львова, Автоматизация направления сварочной головки по стыку, М,, Машиностроение, с. 34-56.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического слежения за сварным швом | 1983 |
|
SU1094690A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Датчик для контроля глубины проплавления при сварке стыков труб | 1981 |
|
SU969478A1 |
| Система автоматического управления процессом электронно-лучевой сварки | 1978 |
|
SU1337218A1 |
| Устройство для электроэрозионного легирования | 1988 |
|
SU1664486A1 |
| Устройство для направления электрода по стыку | 1979 |
|
SU856708A1 |
| Устройство для сварки | 1988 |
|
SU1524973A2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1970 |
|
SU274274A1 |
| Устройство для слежения за сварнымшВОМ | 1979 |
|
SU829365A1 |
| Устройство для определения деформаций горных пород | 1983 |
|
SU1209856A1 |