(5) СПОСОБ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса контактной сварки | 1978 |
|
SU764896A1 |
| Способ точечной и шовной контактной сварки | 1979 |
|
SU860967A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2357845C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158662C2 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| Способ сварки деталей | 1979 |
|
SU837679A1 |
| Способ подготовки к контактной точечной и шовной сварке поверхности деталей из алюминиевых сплавов | 1980 |
|
SU948576A1 |
1
Изобретение относится к контактной сварке и может найти применение в различных отраслях машиностроения для соединения деталей переменной толщины,
При точечной или шовной сварке таких деталей по мере увеличения (или уменьшения) суммарной толщины деталей меняется сопротивление сварочного контакта соответственно, сварочный ток {с9
Известен способ точечной сварки деталей переменной толщины,-при котором для каждого участка шва, включающего определенное число точек, опытным путем на образцах определяют режим сварки lJ.
В процессе соединения через определенные интервалы изменения суммарной толщины производят корректировку сварочного тока, которую осуществляют либо вручную, либо помощью устройства программного управления. Необходимость в данном случае экспериментального подбора режима сварки для каждого участка шва приводит к весьма значительному повышению трудоемкости процесса сварки.
Известен способ точечной и шовной сварки деталей, одна из которых переменной толщины, заключающийся в том, что детали сжимают в электродах сварочной машины, пропускают сварочный
JO ток и в процессе сварки стабилизируют сварочный ток во всех точках соединения .
Сущность способа состоит в том, что в процессе сварки деталей переменной толщины контролируют напряжение, .пропорциональное Зсе. Это напряжение сравнивают с постоянным, заранее на : строенным на заданный Dcg напряжением измерительного устройства. Сигнал,
20 полученный в результате сравнения
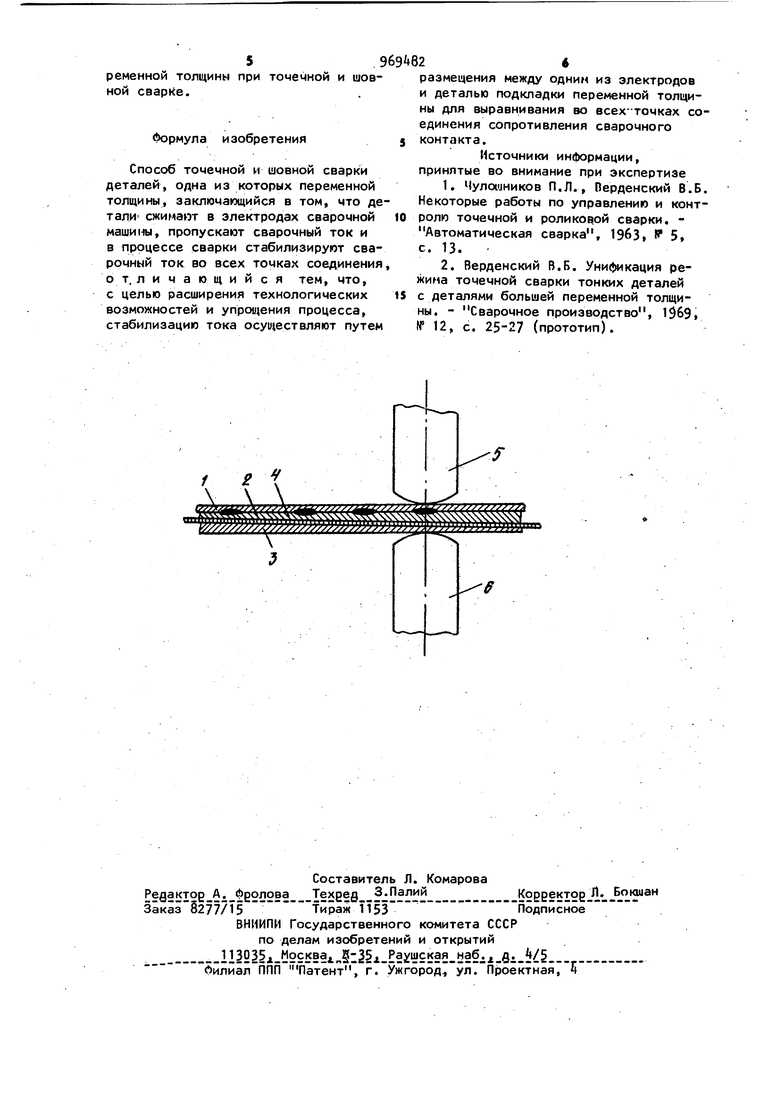
напряжений, подают на фазорегулятор сварочной маиины. Таким образом, изменения ;)св связанные с изменением по длине шва Р , восстанавливают до заданного значения во всех точках соеди нения путем автоматической коррекции угла поджигания тиристоров контактора сварочной машины. Практически для . стабилизации Э ч используют специальные регуляторы тока, представляющие собой сложную электронную схему автоматического регулирования с отрица/тельной обратной связью C2j. Недостатком известного способа автоматического регулирования является наличие постоянной времени 0,02-0,03 необходимой для восстановления Jc0AO заданного значения. В связи с этим способ имеет ограниченное применение, так как не обеспечивает качественной сварки сочетаний, где деталь постоянной толщины 0,1-0,3 мм, для которых длительность импульса сварочного тока обычно меньше, чем постоянная времени регулятора тока. Кроме того, высокая стоимость, сложность настройки и обслуживания ап паратуры автоматического регулирования сварочного тока, а также отсутствие серийного выпуска регуляторов в значительной мере затрудняют применение известного способа сварки. Цель изобретения - расширение технологических возможностей и упрощение процесса сварки. Поставленная цель достигается тем, что согласно способу точечной и шовной сварки деталей, одна из которых переменной толщины, заключающемуся в том, что детали сжимают в электродах сварочной машины, пропускают сварочный ток и в процессе сварки стабилизируют сварочный ток во всех точках соединения, стабилизацию тока осущест вляют путем размещения между одним из электродов и деталью подкладки переменной толщины для выравнивания во г всех точках соединения сопротивления сварочного контакта. На чертеже показана схема осуществления способа. Собирают пакет из предназначенных для сварки деталей 1 и 2. Со стороны детали 2 переменной толщины располагают подкладку 3, отделенную от сопря гаемой детали 2 электроприводным слоем 4, исключающим возможность их свар ки между собой. Собранные детали 1, 2 и подкладку 3 устанавливают для сварки между электродами 5 и 6 сварочной маши ны. Так как при сварке деталей переменной толщины сопротивление сбарочного контакта R 33 от точки к точке по длине шва меняется соответственно суммарной толщине деталей, меняется и сварочный ток. Чтобы ток оставался одинаковым, необходимо выравниватьК зэ во всех точк,ах соединения. Для этого, например, при плавно изменяющейся толщине одной из деталей толщина подкладки, выполненной из того же металла, что и свариваемая деталь, также должна плавно изменяться в противоположном направлении. Суммарная толщина деталей и подкладки в этом случае будет одинакова, а следовательно, и сопротивление сварочного контакта будет одинаковым во всех точках соединения. Если толщина одной из деталей меняется ступенчато то и подкладку выполняют соответственно ступенчатой. Следует отметить положительное влияйие медной фольги, обеспечивающей лучший теплоотвод со стороны более толстой детали переменной толщины и способствующей тем самым более стабильному формированию литой зоны по стыку деталей. Опытная проверка способа проводится при шовной сварке листа постоянной толщины ((f 0,5 мм) с ребрами жесткости, шириной 10 мм, длиной 200 мм и толщиной 0,5-1,5 мм. Детали выполнены из стали 12Х18Н10Т. Подкладкой в данном случае является такое же ребро жесткости, на сопрягаемой поверхности которого в качестве слоя, препятствующего его сварке с деталью, закреплена полоса медной фольги толщиной 0,3 мм. В другом опыте производится точечная сварка листа толщиной 0,3 мм с теми же ребрами жесткости. Шовную и точечную сварку проводят на машинах постоянного тока МШВ-4002 и . Режимы сварки выбираютв соответствии с инструкцией для сочетаний 0,5--2,0 и 0,-2,0. КачесУво соединений в обоих случаях соответствует всем требованиям технических условий на сварку. Технико-экономическими показателями изобретения являются простота осуществления способа в производстве, расширение технологических возможностей контактной сварки. Предлагаемый способ обеспечивает высокую стабильность соединений деталей суммарной пе
ременной толщины при точечной и шовной сварке.
Формула изобретения
Способ точечной и шовной сварки деталей, одна из которых переменной толщины, заключающийся в том, что детали сжимает в электродах сварочной маши1ш пропускают сварочный ток и в процессе сварки стабилизируют сварочный ток во всех точках соединения, от. личающийся тем, что, с целью расширения технологических возможностей и упрои ения процесса, стабилизацию тока осуществляют путем
{
fff ff.j fM-fji-ff fMff- Jf - fff- fff Ci f,
размещения между одним из электродов и деталью подкладки переменной толщины для выравнивания во всех- точках соединения сопротивления сварочного контакта.
Источники информации, принятые во внимание при экспертизе
с. 13.
