1
Изобретение относится к области контактной сварки металлов и может быть использовано в различных отраслях машиностроения.
Известен способ точечной и шовной свар- 5 ки деталей из разнотолщинных и разноименных металлов, используемый для предотвращения смеш,ения литой зоны относительно поверхности сопряжения деталей, при котором со стороны толстой детали ю (или детали из металла с большим удельным электросопротивлением) устанавливают электрод с большей рабочей поверхностью, тем самым увеличивая отвод теплоты от толстой детали и растекание тока в ней. j5 Однако этот способ мало эффективен при значительной разнице в толщине деталей и при сварке кольцевых деталей, т. к. с увеличением рабочей поверхности электрода ухудпгаются условия деформации металла go в контакте электрод-деталь и процесс сварки становится менее стабильным 1.
Наиболее близким по технической сущности к описываемому способу является способ точечной и шовной контактной свар- gs ки разнотолщинных материалов, включающий нагрев свариваемых деталей сходящимися токами при использовании двух электродов со стороны одной детали и одного электрода со стороны другой детали 2. зо
При сварке этим способом через детали пропускают одновременно два противоположно направленных и примерно равных по величине тока от двух различных источников.
Протекавшие токи сходятся в зоне контакта электрода с тонкой деталью (проплавление которой необходимо увеличить) и разветвляются в зоне контактов 2-х электродов со стороны более толстой детали (проплавление которой необходимо уменьшить) .
При этом удается снизить плотность тока на периферии контакта «деталь-деталь и локализовать тепловыделение в пределах этого контакта.
Указанный способ эффективен при точечной сварке деталей с отношением толщин более 2:1, но не позволяет получить достаточно стабильное проплавление при сварке деталей из разноименных металлов близких по толщине и не может быть использован для выполнения шовных соединений.
Целью изобретения является повышение стабильности взаимного проплавления деталей путем регулирования расположения литой зоны.
Поставленная цель достигается тем, что нагрев деталей в течение каждого цикла
сварки производят поочередным действием каждого из сходящихся токов.
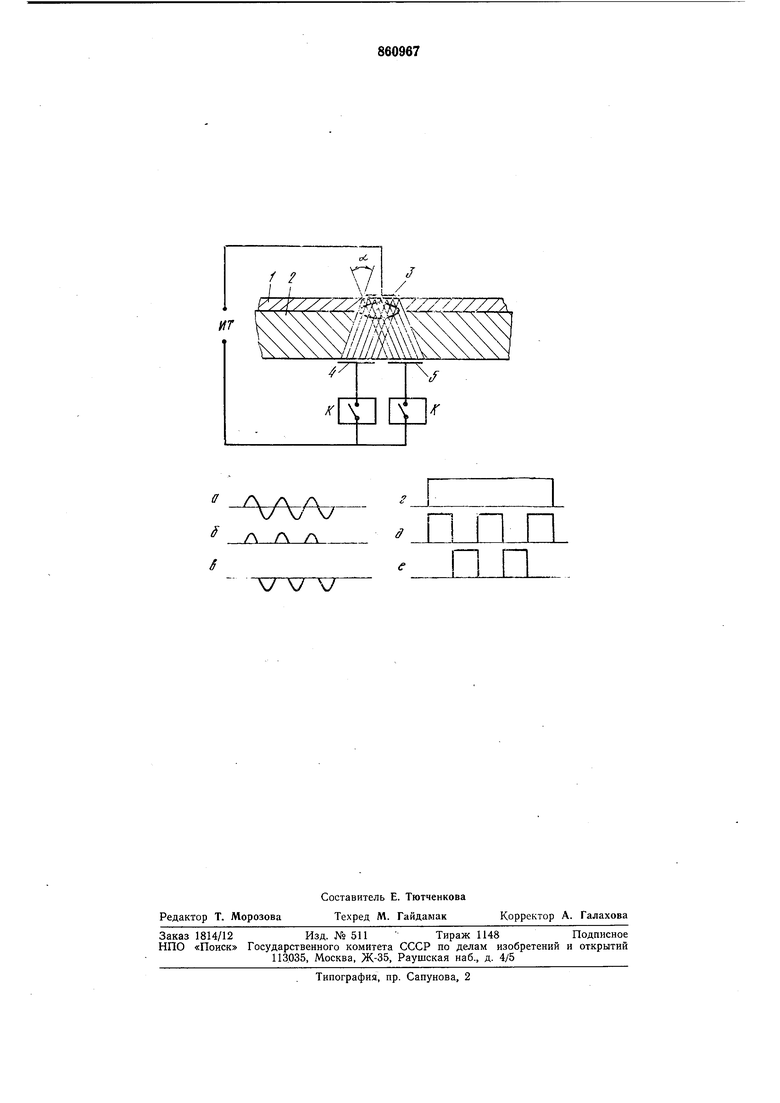
Предложенный способ поясняется чертежом, на котором свариваемые тонкая 1 и толстая 2 детали помещены между электродами 3, 4 и 5, подсоединенными к источнику тока (ИТ) посредством ключей (К) коммутатора сварочного тока.
Ток от источника пропускают, например, с использованием в качестве ключа /С силовых вентилей (при сварке на машине переменного тока) таким образом, что через электрод 3 и тонкую деталь 1 ток протекает в течение всего времени установленной длительности импульса ,(см. циклограмма - а), а через толстую деталь с большим удельным электросопротивлением ток протекает попеременно по направлениям к электродам 4 (см. циклограмма - б)и 5 (см. циклограмма- в). Аналогично, при сварке на машинах постоянного тока, например, с помощью включенных в качестве ключа К управляемых силовых транзисторов получаем соответственно циклограммы г, д и е.
Изменяя угол а, схождения токов, изменяют рассеяние токов, протекающих по толстой детали, что обеспечивает возможность регулирования расположения литой зоны относительно стыка свариваемых деталей.
Поочередное включение сходящихся токов позволяет использовать один силовой источник и, кроме того, способствует улучшению теплоотвода от электродов со стороны толстой детали (или детали из металла с большим удельным электросопротивлением).
Описываемый способ может быть использован для получения не только точечных, но и шовных соединений.
Опытная проверка способа проводилась при точечной сварке нетрудносвариваемого сочетания листов из стали 12Х18Н10Т (удельное электросопротивление р 0,75 Ом-мм м) толщиной 0,5 мм с жаропрочной сталью ЭЙ 703 (р 0,98 Ом-мм /м) толщиной 3 мм.
Сварка производилась на машине переменного тока МТ1223 при включении в качестве ключей К вентилей В1250.
Для данного сочетания металлов параметры режима точечной сварки были выбраны следующие: ,1 кА; ,14 с; fcD 280 кгс; .
Рассмотрение структуры сварных точек на шлифах показало, что размеры соединеНИИ соответствуют требованиям инструкций; диаметр литой зоны точек 3-3,5 мм, проплавление тонкой детали 20%.
С увеличением отношения толщин и величины удельного электросопротивления свариваемых металлов угол а схождения токов увеличивают. Оптимальное значение угла а устанавливают опытным путем.
Способ обеспечивает высокую стабильность соединений разноименных и разнотолщинных металлов при контактной сварке.
Формула изобретения
Способ точечной и шовной контактной сварки, преимущественно деталей из разноименных и разнотолщинных материалов, включающий нагрев свариваемых деталей
сходящимися токами при использовании двух электродов со стороны одной детали и одного электрода со стороны другой детали, отличающийся тем, что, с целью повышения стабильности проплавления деталей путем регулирования расположения литой зоны, нагрев деталей в течение каждого цикла сварки производят поочередным действием каждого из сходящихся токов. Источники информации,
принятые во внимание при экспертизе
1.Орлов Б. Д. Технология и оборудование контактной Сварки. М., «Машиностроение, 1975, с. 160-165.
2.Маслов Г. А. и др. Технология точечной и роликовой сварки. НТО Машпром,
М., 1963, с. 38.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной точечной сварки | 1990 |
|
SU1743764A1 |
| Электрод для контактной точечной сварки деталей неравной толщины | 1981 |
|
SU959953A1 |
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2002 |
|
RU2226143C2 |
| Способ точечной и шовной сварки деталей | 1981 |
|
SU969482A1 |
| Способ контактной точечной сварки разнотолщинных деталей | 1990 |
|
SU1722744A1 |
| Способ контактной точечной сварки деталей разной толщины | 1990 |
|
SU1764892A1 |
| Способ односторонней индукционной точечной сварки разнотолщинных деталей и устройство для его осуществления | 2017 |
|
RU2669138C1 |
| Способ контактной точечной сварки деталей неравной толщины | 1981 |
|
SU1038139A1 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРОВ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2017147C1 |
| Электрод для контактной точечной сварки | 1974 |
|
SU529027A1 |
A /л
Л/ V V
д е
