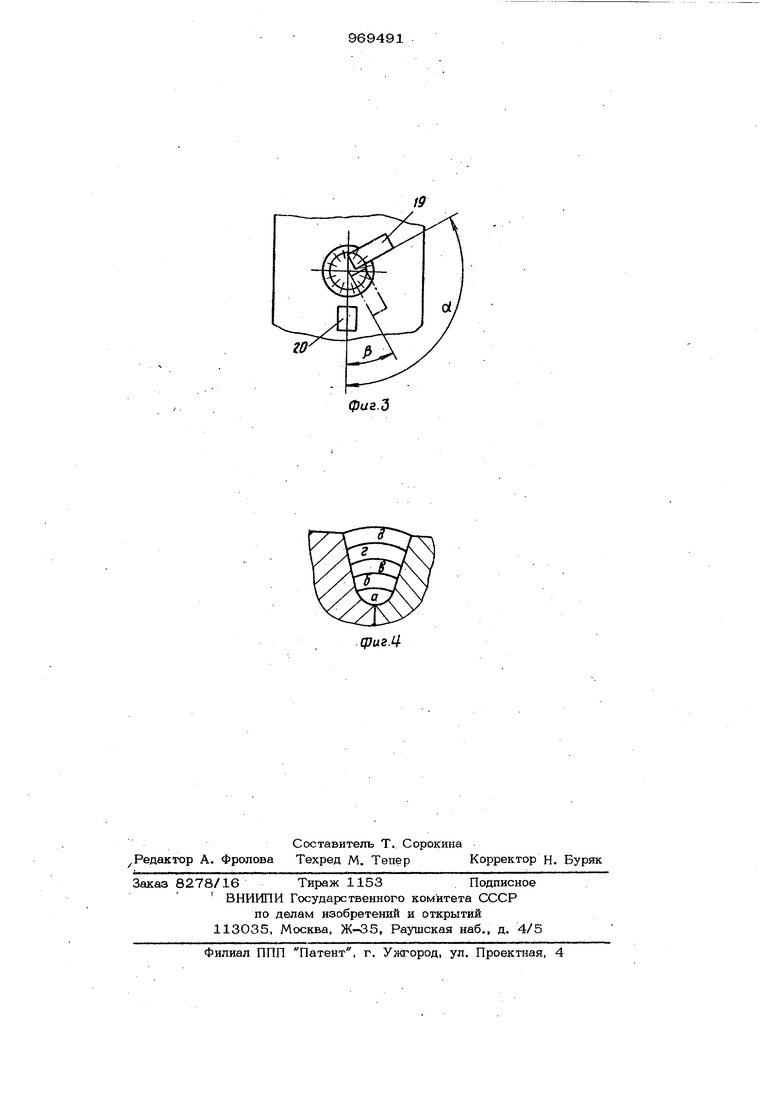
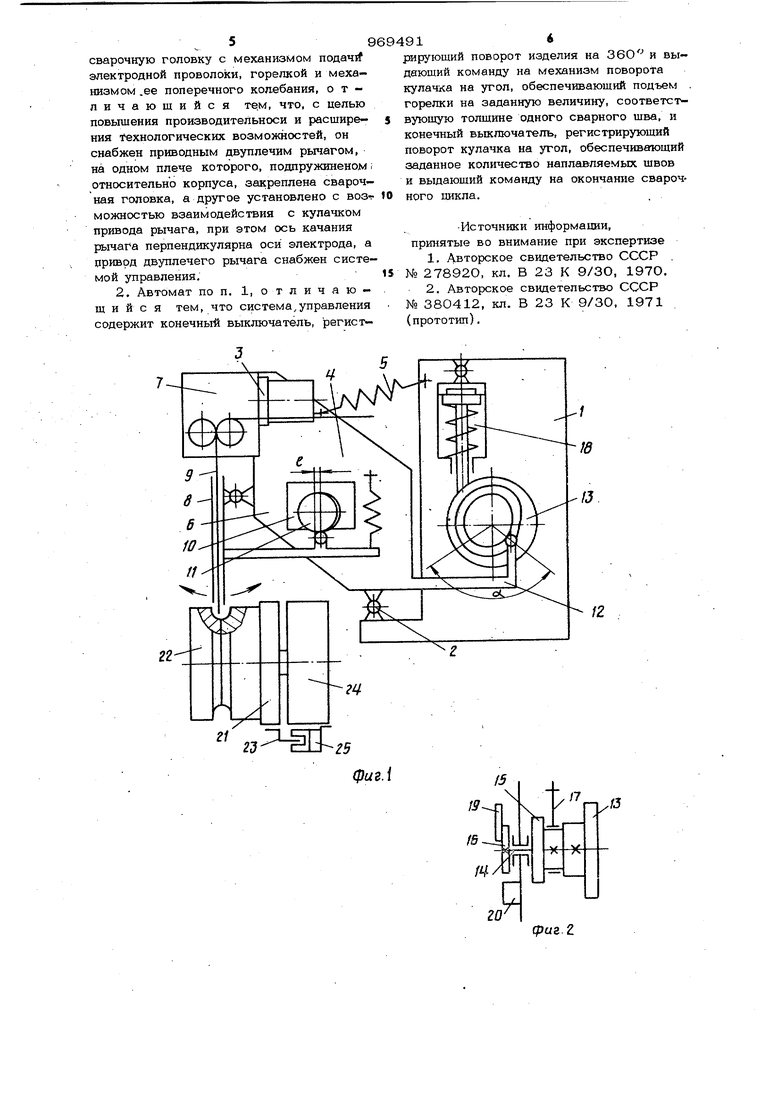
но корпуса, закреплена сварочная головка а другое установлено с возможностью взаимодействия с кулачком привода рычага, при зтсч ось качания рычага перпен- дикуляр1ш осиг электрода, а привод двуппёчего рычага снабжен системой управления. При этом система управления содержи конечный выключатель, регистрирующий поворот изделия на 36О и выдающий команду на механизм поворота кулачка иа угол, обеспечивающий подъем горелки на задоитзую величину, соответствующую топшине одного сварного шва, и конечный вьжлючатель, регистрирующий поворот кула ша на угол, обеспечивающий заданное количество наплавляемых швов и выдающий команду на окончание сварочного цикла. Иа фиг. 1 схематически изображен автомат; на фш. 2 - размещение кулачка, храпового механизма, экрана и второго конечного выключателя; на фиг, 3 - размещение экрана и второго конечного выключателя и обозначены углы поворота лсулачка; на фиг, 4 - форма разделки изделия под сварочный шов и размещение сварочных швов. Автомат (фиг, 1) состоит из корпу,са 1, на котором посредством оси 2 ус- тановлена сварочная головка 3, содержащая приводной двуплечий рычаг 4, подпру жиненный с корпусом пружиной 5, на одном плече 6 которого размеш,ены механизм 7 подачи сварочной проволоки, шар- Н1ФНО установленная и подпружиненная горелка .8, через которую проходит сварочная проволока 9, и механизм 10 коле бания с эксцентриком il; нижний торец горелки 8 расположен на уровне оси 2. Второе плечо 12 рычага 4 взаимодействует с кулачком 13, закрепленным на оси 14, которая размещена в корпусе 1 ; кроме того, на оси 14 закреплено храповое колесо 15 и диск 16, на храповом колесе 15 шарнирно установлено коромыс ло 17 с толкающей собачкой (не показан соединенное шарнирно с приводом 18 (ци линдр простого действия); на диске 16 установлен переставляемый в требуемое положение, в зависимости от количества направляемых швов, экран 19, взаимодей ствующий с конечным выключателем 20, установленным на корпусе 1. На корпусе 1 установлена собачка (не изображена), фшссирующая храповое колесо 15, На приспособлении 21, несущем свари ваемое изделие 22, установлен экран 23 а на механизме 24 вращения (манипуля торе) установлен конечный выключатель 2 5, взаимодействующий с экраном 23, Работа автомата осуществляется следующим образом. Изделие 22 и горелка 8 перед сваркой размещены так, что торец электродной проволоки; 9 находится в плоскости стыка составных частей изделия, эксцентрик 11 и кулачок 13 установлены в исходное положение, экран 23 совмещен с конечным выключателем 25, экран 19 установлен на заданное количество свариваемых швов. Включением кнопки ртравления сваркой осуществляется вращение изделия 22, подача сварочной проволоки 9 и наплавка корня шва. По заверщении оборота изделия 22 от конечного выключателя 25 поступает команда на подачу воздуха в цилиндр 18, которыйпосредством храпового механизма осуществляет поворот оси 14, следовательно, кулачка 13 и экрана 19 на один угловой щаг (угол р), при этом поворотный рычаг 4 повернется вокруг оси 2 и горелка 8 переместится от свариваемого шва на заданную величину, Одновременно с поворотом рычага 4 включается механизм 10 колебания горелки 8 и последующие швы наплавляются колебанием сварочной проволоки 9 (включение механизма колебания возможно после любого прохода в зависимости от ширины разделки изделия). Последующие проходы осуществляются аналогично до окончания сёарочного цикла. По окончании последнего шва осуществляется очередной поворот кулачка 13 и экрана 19, который совмещается с конечным выключателем 20, и последний выдает команду на окончание сварочного цикла. Угол П (фиг, 3) соответствует одному угловому щагу, а угол ai - полному углу поворота кулачка при выполнении заданного цикла. Таким образом oL f И , где V1-- число кольцевых швов (проходов). Буквой 6 (фиг. 1) обозначен эксцентриситет механизма колебания, который может изменяться от О до максимума перестановкой эксцентрика 11. Использование предлагаемого автомата позволит повысить производительность и качество при выполнении сварки кольцевыми многопроходными швами как на торцовой, так и на цилиндрической поверхностях изделия. Формула изобретения 1, Автомат для снарки кольцевых, многопроходных швов, содержащий корпус.
сварочную головку с механизмом nonanrf электродной проволоки, горелкой и механизмом .ее поперечного колебания, отличающийся тем, что, с целью повышения производитеЛьноси и расширения Технологических возможностей, он снабжен приводным двуплечим рычагом, на одном плече которого, подпружиненом относительно корпуса, закреплена сварочная головка, а другое установлено с воз- можностью взаимодействия с кулачком привода рычага, при этом ось качания рычага перпендикулярна оси электрода, а привод двуплечего рычага снабжен системой управления,
2. Автомат по п. 1, о т л и ч а ю щ и и с я тем, что система,управления содержит конечный выключатель, регистрирующий поворот изделия на ЗбО- и выдающий команду на механизм поворота кулачка на угол, обеспечивающий подъем горелки на заданную величину, соответствующую толщине одного сварного щва, и конечный выключатель, регистрирующий поворот кулачка на угол, обеспечивающий заданное количество наплавляемых швов и выдающий команду на окончание сварочного цикла.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 27892О, кл. В 23 К 9/ЗО, 1970.
2,Авторское свидетельство СССР № 380412, кл. В 23 К 9/30, 1971 (прототип),
фигА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многопроходной сварки | 1990 |
|
SU1780971A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Устройство для многопроходной сварки кольцевых неповоротных швов | 1986 |
|
SU1389961A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |