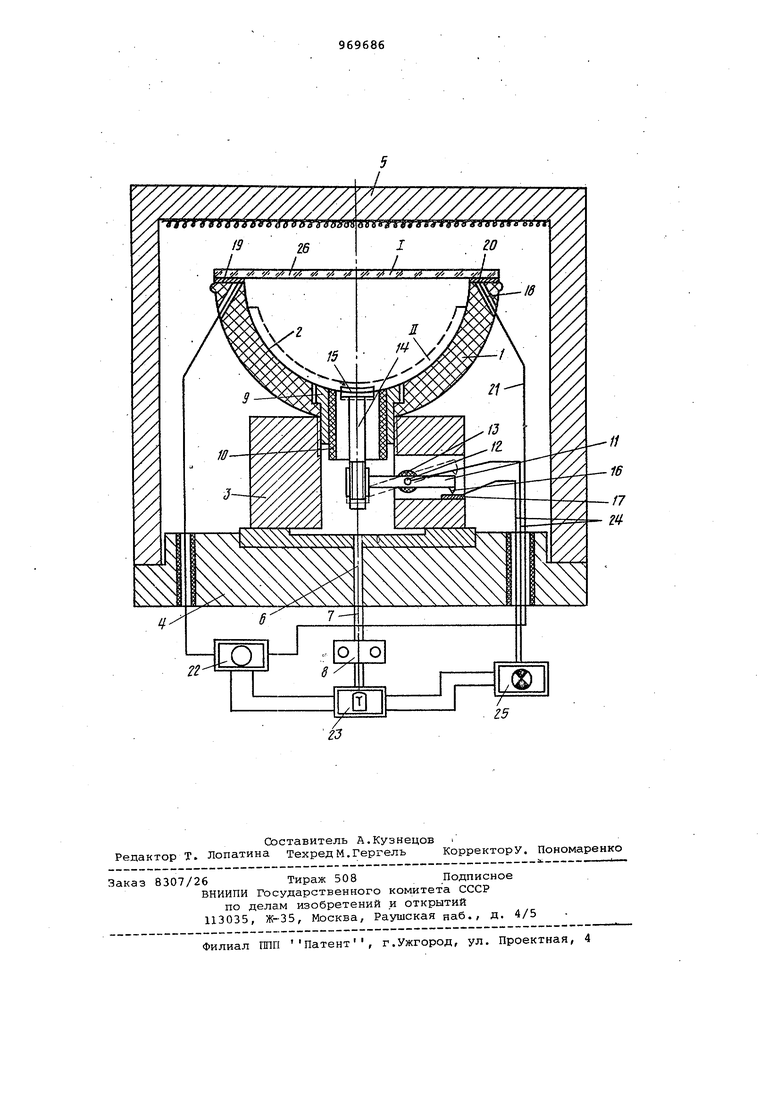
С блокс5м управления, контактную пару укрепленную на форме и соединенную с блоком сигнализации, введены иэмеригель электропроводности стекла с эле тродами, укрепленными на верхней кро ке- формы, а подвижный конта кт контактной пары выполнен в виде штока, меха нически связанного с коромыслом,, при чем измеритель электропроводности стекла и блок сигнализации соединены с соответст1ующими входами блока управления вакуумной системы. На чертеже изображено предлагаемо устройство. Устройство содержит- форму 1, выпо ненную, нaпpимep из кварцевой караМИКИ в виде полусферы с формующей поверх.ностью 2, соответствующей за данной форме гнутой стеклозаготовки, установленную на металлическом основании 3 пода 4 печи 5. В центральной части формы 1 и пода 4 имеется Отверстие 6 для создания вакуума в форме 1 через трубопро вод 7 от вакуумной системы 8. ° Форма. 1 установлена на основании 3 с помощью гайки 9, выполненной из жаропрочной стали и изолированной трубкой 10 из жаропрочного неэлектро проводного керамического материала. Гайка 9 и трубка 10 установлены таким образом, что в своей;верхней ча ти они продолжают формующую поверхность 2 формы 1. Коромысло 11, выполненое из жаропрочной стали, шарнирнс закреплен в основании 3 на оси 12, которая электроизолирована от основания 3 керамической труб.кой 13. На. одном плече коромысла 11 подвижно установлен шток 14, регулируемый по высоте, например, с .помощью резьбы. Высота установки штока 14 выбирается такой, чтобы он выходил за пределы формующей поверх ности 2 и контактировал с цештром нижней поверхности стекла завершающей стадии его моллирования. Что бы шток 14 не оставлял отпечатка на стекле, его верхняя контактная поверхность выполнена в форме лепестк 15 с радиусом кривизны, равным радиусу кривизны формующей поверхности 2 формы 1, а коромысло сбаланси ровано таким образом, что при незна чительном усилии на лепесток 15 со стороны моллируемой стеклозаготовки Шток 14 шарнирно опускается вниз и практически не препятствует приняти стеклозаготовкой заданной кривизны формы. Контактный электрод 16, уста новленный на другом плече коромысла 11, взаимодействует с электродом 17, установленнным на металлическом основании 3. Через отверстия 18 в форме 1 установлены электроды 19 и которые расположены на верхней плос кой части формы 1, в ее диаметральн противоположных сторонах, и соедини ны в электрическую цепь проводами 21 с измерителем электропроводности стекла 22 и блоком 23 управления вакуумной системы. Контактные электроды 16 и 17 подсоединены проводами 24к электрической цепи через блок 25сигнализации и блок 23 управления, который с:1е,динен с вакуумной системой 8. На схеме показана также стеклозаготовка 26 в начальном полозкении Г и в конечном положении 1Г. Устройство работает следующим образом. Плоскую круглую стеклозаготовку 26 с заданными геометрическими параметрами укладывают на разогретую форму 1, изготовленную,из кварцевой керамики, с заданной формующей поверхностью 2 при открытом положении подвижного пода 4 печи 5 электросопротивления (положение стеклозаготовки Г) и после закрытия пода 4 производят нагрев печи 5. По мере нагревания стеклозаготовки 26 ее свойства постепенно изменяются, в частности увеличивается электропроводность, которая фиксируется измерителем электропроводности стекла, например миллиамперметром 22,- соединенным в электрическую цепь через электроды 19 и 20, контактирующие со стеклозаготовкой 26. При достижении величины вязкости, соответствующей -интервалу размягчения стекла, электропроводность стеклозаготовки 26 аномально возрастает, что соответствует определенной величине электрического тока, протекающего через стеклозаготовку 26 между электродами 19 и 20. Конкретная величина электропроводности стеклозаготовки 26, соответствующая интервалу размягчения стекла, зависит от химического состава и ее размеров. После достижения стеклозаготовкой 26, заданной величины электропроводности, соответствующей интервалу размягчения стекла, электроизмерительный прибор 22 выдает сигнал на блок 23 управления, который выдает команду на включение вакуумной системы 8, и в форме 1 через трубопровод 7 и отверстие 6 создается вакуум, с помощью которого стеклоэаготовка 26 моллируется до заданной кривизны поверхности 2 формы 1 (положение стеклозаготовки II) . При дости;жении нижней поверхностью стеклозаготовки 26 положения, близкого к принятию положения П, она касается лепестка 15 штока 14 и в последующий момент сдвигает шток 14 вниз таким образом, что верхняя поверхность лепестка 15 продолжает формующую поверхность 2 формы 1, а стеклозаготовка --26 занимает положение ГГ. От усилия на шток 14 через лепесток 15 со стороны нижней поверхности стеклозаготовки 26 коромысло 11 иоБорачивается на оси 12 таким образом, что контактный электрод 16 отходит от электрода 17 и происходит разрыв цепи через провода 24. Блок 25 сигнализации подает сигнал на блок 23 регулирования, который вьвдает команду на отклю:чение вакуумной системы 8. Затем производится отжиг стеклозаготовки, и цикл моллированйя повторяется в описанной последовательности, начиная с загрузки стеклозаготовки на форму.
; Таким образом, предлагаемое устроство регулирует процесс моллированйя стеклозаготовок, обе.спевает определение как момента начала процесса моллированйя, когда стеклозаготовка приобретает необходимую и достаточную величину вязкости для моллированйя, так и надежное определение момента окончания процесса моллированйя, когда стеклозаготовка приобретает заданную кривизну поверхности форлйа, Причем момент начала моллированйя определяется для каждой конкретной стеклозаготовки
.индивидуально с учетом неоднородности состава и фактических геометрических параметров. В отличие от известного, предлагаемое устройство позволяет не допускать случаев перегрева стеклозаготовок и, слёдозва1тельно, устранять дефекты моллиро вания, а при моллировании стеклозаготовок из стекол с повьвиённой {склонностью к кристаллизации, напри- А мер кгшьцийалюминатных, значительло ;снижатъ степень их кристаллизации в процессе моллированйя.
формула изобретения
Устройство-регулирования процесса моллированйя стеклозаготовок на форме, содержащее вакуумную систему с блоком управления, контактную пару укрепленную на форме и соединенную с блоком сигнализации, отличающееся тем, что, с целью повышения качества изделий, в него введены измеритель электропроводности стекла с электродами, укрепленными на верхней кромке фор1«ы, а подвижный контакт контактной пары выполнен в виде штока, механически связанного с коро1иыслс 1, . причем измеритель электропроводности стекла и блок сигнализации соединены с соответствующими входами блока управления вакуумной системы..
Источники инфоркиции, принятые во внимание при экспертизе
1.Авторской свидетельство СССР 656987, кл. С 03 В 23/06, 1976.
2. Авторское свидет1ельство СССР 511300, кл. С 03 В 23/06, 1974 (прототип) , .
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ПРОЦЕССА МОЛЛИРОВАНИЯ СТЕКЛОЗАГОТОВОК НА ФОРМЕ | 2007 |
|
RU2342332C1 |
| Установка моллирования стеклянных полусфер | 2016 |
|
RU2636607C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2556647C1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2012 |
|
RU2498948C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2015 |
|
RU2598656C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2014 |
|
RU2554969C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2534863C2 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |