Изобретение относится к упрочнению изделий поверхностной термомеханической обработкой и может быть применег но в машиностроении, а также в тех отраслях промышленности, где для увеличения срока службы изделий (или уменьшения веса, конструкции) за счет повышения контактно-усталостной прочности, износостойкости и усталостной прочности проводят поверхностное: упррочнение рабочих поверхностей изделий.
Известно устройство для термомеханической поверхностной обработки изделий, содержащее последовательно расположенные вдоль оси упррчняемогй изделия индуктор, накатывающий орган, выполненный в виде накатных роликов и спрейер. Устройство выполнено в виде скобы, в которой укреплены гидроцялинд « с накатными роликами, на одном из которых укреплены индуктор и спрейер,. что позволяет обрабатывать изделия переменного сечения 1.
Известно устройство для поверхностной термомеханической обработки металлов и сплавов, содержащее последовательно расположенные в одной плоскости, перпендикулярной оси вращения упрочняемого изделия, индуктор.
накатывающий орган и спрейер. В этом устройстве накатывающийорган выполнен в виде накатных роликов, число которых может быть различным, но ролики должны располагаться симметрично относительно оси обрабатываемого изделия во избежание деформаций изделия в процессе упрочнения. При этом индуктор расположен между ро10ликами и жестко закреплен 2.
Однако известное устройство невозможно использовать для качественной обработки деталей с фасонной поверхностью.
15
Цель изобретения - повышение качества изделий с фасонной поверхностью.
Указанная цель достигается тем, что в устройство для термомеханичес20кой обработки изделий, содержгццее индуктор, накатывающий орган, выполненный в виде роликов, снабжено синхронизирующим валом с копиргили индуктора и накатывающего органа, а
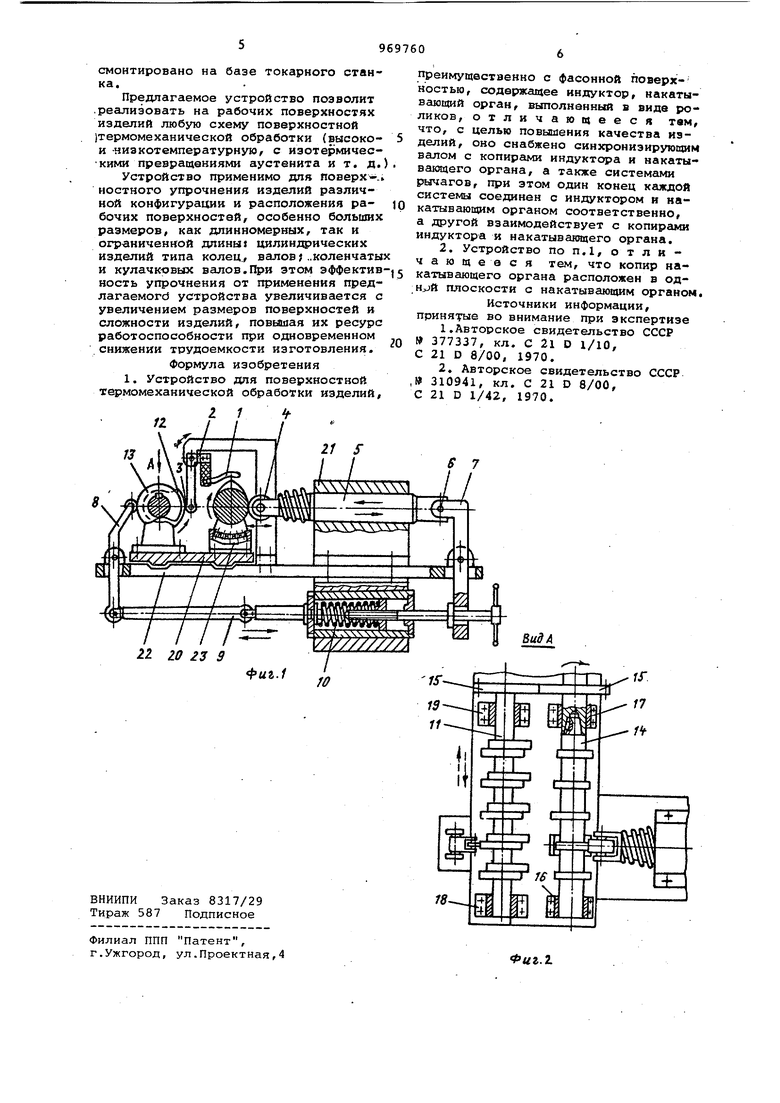
25 также системами рычагов, при этом один конец каждой системы соединен с индуктором и накатывающим органом соответственно, а другой взаимодей1ствует с копирами индуктора и нака30 |тьщающего органа. Кроме того, копир накатывающего органа расположен в одной гпоскости с накатывающим орга ном. На фиг.1 представлена принциписшьная схема предлагаемого устройства; на фиг.2 - вид по стрелке А на фиг.1. Устройство состоит из индуктора 1, жестко закрепленного на двуплечем рычаге 2, на другом плече которого расположен контактный ролик 3. Нака тывающий орган состоит из накатного ролика 4, встроенного в виброударный механизм 5. Виброударный механизм соединен с помощью шарнира 6, рычагов 7 и 8 и тяги 9 с пружиной 10. СинхрониэируюЕЦИй вал 11 с расположе ными на нем копиром 12 инд ктора и копиром 13 накатывающего органа установлен параллельно обрабатываемому изделию 14 (например, кулачковом валу) с расположенными на -нем вдоль оси несколькими обрабатываемыми поверхностями и связан с обрабатываемым изделием посредством зубчатой пары 15 с пepeдaтoчны 1 отношением равным . Количество копиров инду тора и накатывающего органа соответ ствует числу обрабатываемых поверхностей изделия {например, кулачков кулачкового вала). Обрабатываемое изделие установле но в стойка х 16 и 17, а синхронизи-„ , рующий вал закреплен в стойках 18 и19 Стойки 16-19 закреплены на каретке поступательного перемещения. Накаты вающий орггн установлен в корпусе 2 который закреплен на станице 22, Спрёйер 23 установлен непосредствен под накатным роликом 4. Устройство работает следующим об разом. Обрабатываемое изделие 14(напри мер, кулачковый вал) устанавливается в стойках 16 и 17 так, что обрабатываемая поверхность (натоимер, кулачок) находится в зоне упрочнени и приводится во вращение. При этом вращение через зубчатую пару 15 пер дается синхронизирующему валу 11. Нагрев обрабатываемой пове)рхности до температуры аустенизации произво дится индуктором 1, который, взаимо .действуя с копиром 12 индуктора пос редством контактного ролика 3 и дву плечего рычага 2, осуществляет ради альное перемещение, нагревая поверх ность на требуемую глубину по периметру изделия в зависимости от профиля копира нагрева. После этого на чинается процесс обкатки нагретой поверхности путем включения накатывающего органа. При этом накатной ролик 4 от виброударного механизма 5 деформирует нагретую поверхность на Tpe6yeivjyro глубину перемещаясь при этом вместе с виброударным меха низмом, от копира 13 нактывающего органа в радиальном направлении относительно корпуса 21. По окончании процесса обкатки производят регулироемое охлаждение обработанной поверхности в спрейере 23. После этого включается поступательное перемещение каретки 20 и в зону упрочнения подается следующая поверхность изделия. П.ИКЛ упрочнения повторяется. Выполнение индуктора взаимодействующим с копиром нагрева посредством контактного ролика и двуплечего обеспечивает постоянйтво зазора между индуктором и обрабатываемой поверхностью в процессе копирования. Геометрические параметры индуктора могут быть различными, но должны обес печивать равномерность и требуемую глубину нагрева. Выполнение накатывающего органа в виде одного накатного ролика позволяет расширить типаж обрабатываемых изделий ввиду легкости настройки на требуемый размер обрабатываемой поверхности путем радиального перемещения с последующим закреплением накатывающего органа. Кроме того, уменьшается охлаждающее воздействие накатывающего органа на обкатываемую поверхность вследствие уменьшения площади контакта с обрабатываемым изделием. Наличие виброударного механизма позволяет интенсивно прорабатывать слой металла изделия, подлежащего упрочнению, в несколько раз увеличивая глубину и степень деформации этого слоя. Варьируя частоту ударов и энергию единичного удара, можно деформировать нагретый слой « различной степенью и на различную глубину по периметру изделия, пропорциональную радиусу обрабатываемой поверхности в зависимости от глубины нагрева. Кроме того, импульсный характер виброударного воздействия накатного ролика в процессе накатки снижает изгибающие нагрузки на обрабатываемое изделие, что позволяет выполнить накатывающий орган в виде одного ролика при одностороннем воздействии на изделие. Виброударный механизм может быть выполнен механическим, пневматическим, гидравлическим или элект рическим. Расположение копира накатки в одной плоскости с индуктором накатывающим органом исключает влияние нежесткости системы копир накаткирычажно тяговая система - накатывающий орган на точность копирования. Профиль копира накатки определяется контуром обрабатываемого изделия, что обеспечивает постоянство силового воздействия накатного ролика на обрабатываемую поверхность. Устройство может быть установлено стационарно с отдельным приводом или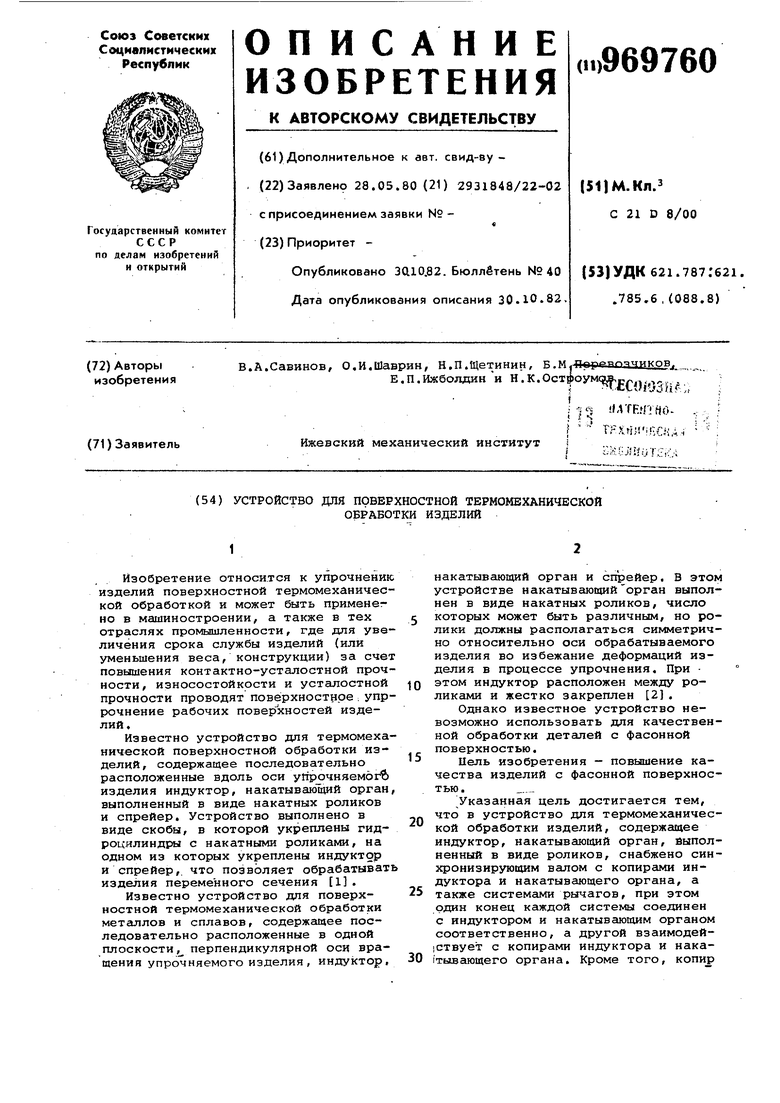

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверхностной термомеханической обработки изделий сложного профиля | 1988 |
|
SU1602712A1 |
| Установка для термомеханической обработки резьбовых изделий | 1980 |
|
SU960279A1 |
| Способ поверхностной термомеханической обработки цементованных изделий | 1980 |
|
SU954451A1 |
| Способ изготовления цельнокатанных железнодорожных колес | 1976 |
|
SU716691A1 |
| Способ упрочняющей обработки зубчатых колес | 1989 |
|
SU1669626A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2199604C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2490087C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОМЕХАНИЧЕСКОЙ | 1973 |
|
SU377337A1 |
| Станок для закалки деталей с нагревом токами высокой частоты | 1989 |
|
SU1808877A1 |
| СПОСОБ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ГАЛТЕЛЯМИ | 2007 |
|
RU2359806C2 |
