со
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Устройство для закалки бичей на барабане | 1959 |
|
SU139334A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Станок для закалки изделий с нагревом индукционными токами | 1980 |
|
SU899676A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Поперечно-строгальный копировальный станок | 1978 |
|
SU753561A1 |
Использование: закалка преимущественно кулачковых валов. Станок выполнен в виде размещенных по окружности кольцевых индукторов, форма которых соответствует форме обрабатываемого участка вала, механизма перемещения обрабатываемых валов в виде стола с приводом его поворота, механизм фиксации валов установлен на столе и выполнен в виде вертикальной направляющей с закрепленной на ней ползуном, шарнирно установленных на ползуне стойки с копиром и приспособлением под обрабатываемое изделие и вертикального кронштейна с роликом, имеющего возможность взаимодействия с копиром, причем ползун перемещается при помощи подъемного механизма в виде рычага. 4 ил.
Изобретение относится к термической обработке деталей, преимущественно кулачковых валов.
.Цель изобретения - повышение качества закалки при. повышении производительности станка.
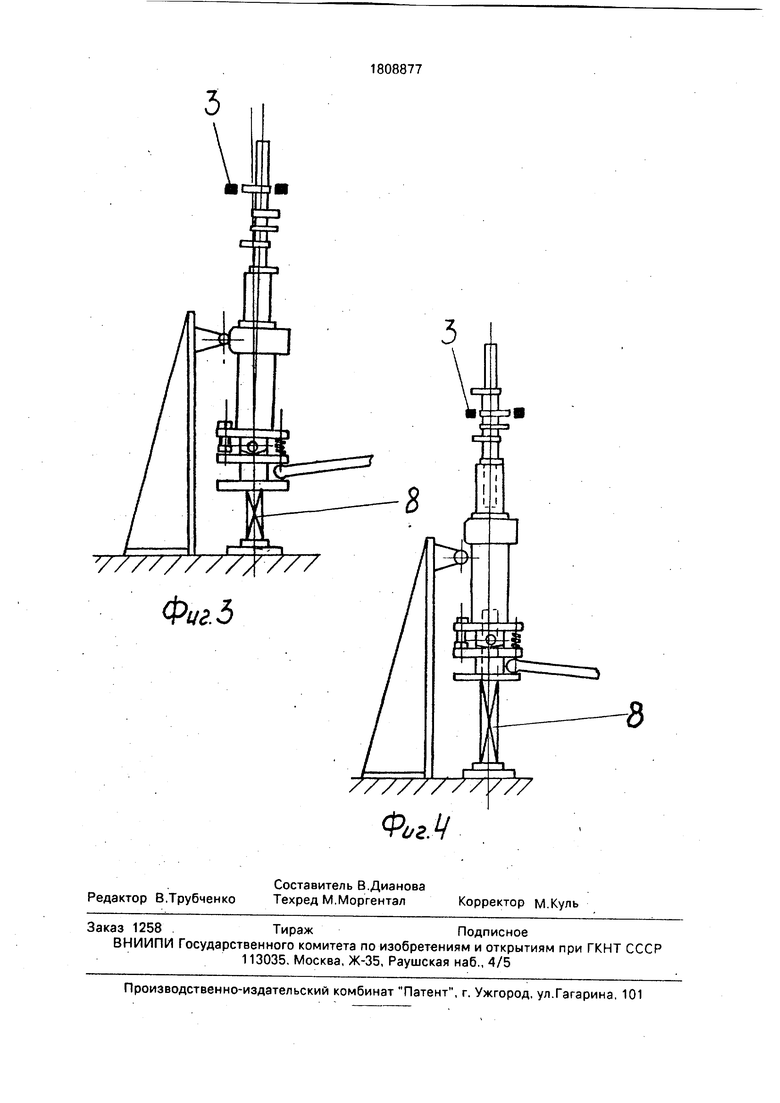
На фиг.1 изображен станок, вид сверху; на фиг.2 - устройство для заведения кулачкового вала в индуктор в исходном положении; на фиг.З - устройство в момент заведения кулачкового вала в индуктор; на фиг,4 - устройство в конечном положении; на фиг.5 - устройство в разрезе.
Станок для закалки деталей с нагревом токами высокой частоты содержит станину 1, на которой установлены трансформаторные узлы 2, с кольцевыми индукторами- спреерами 3, поворотный стол 4, на котором расположены устройства 5 для заведения кулачкового вала в индуктор-спреер 3 и кронштейна 6 с роликом 7. Устройство содержит направляющую 8, по которой перемещается ползун, в который входит рычаг 10 механизма подъема, Ползун 9 шарнирно соединен через ось 11 с установочным приспособлением 12, в котором перемещается обрабатываемый кулачковый вал 13. На установочном приспособлении 12 крепится копир 14 и регулировочный болт 15, служащий для регулировки вертикального положения приспособления 12 в исходном положении. Между ползуном 9 и установочным приспособлением 12 помещается пружина 16..
Станок работает следующим образом.
Обрабатываемая деталь - кулачковый вал 13 помещается в установочное приспособление 12. Происходит поворот поворотного стола 4 на очередную позицию. При этом рычаг 10 механизма подъема заходит в паз ползуна 9.После этого происходит подь- ем ползуна 9 по направляющей 8 вместе с
со
О 00 00
s|
-ч
установочным приспособлением 12, в котором находится кулачковый вал 13. Во время контакта копира 14 с роликом 7 установочное приспособление 12 отклоняется от вертикального положения, поворачиваясь по оси 11, что дает возможность верхнему кулачку детали 13 беспрепятственно пройти через индуктор-спреер 3 нижнего кулачка. При дальнейшем движении вверх установочное приспособление 12 возвращается при помощи пружины 16 в начальное положение до упора болта 15 в ползун 9, и нижний кулачок детали 13 заходит в свой индуктор-спреер 5. Болт 15 служит для регулировки положения установочного приспособления 12.
Предлагаемый авторами станок позволяет увеличить производительность и повысить качество закалки за счет уменьшения зазора между кулачком и индуктором, а также возможность производить закалку деталей параллельно на нескольких позициях.
Форм у-л а изобретения Станок для закалки деталей с нагревом токами высокой частоты, преимущественно
0
5
0
5
кулачков распределительных валов, содержащий станину, последовательно размещенные на ней нагревательные узлы с индукторами-спрейерами для закалки отдельных участков и с устройствами переноса изделий в индуктор, механизм фиксации изделий в индукторе и механизм перемещения изделий между нагревательными узлами, отличающийся тем, что, с целью повышения качества закалки при повышении производительности станка,индукторы выполнены кольцевой формы, соответствующей форме обрабатываемого участка, механизм перемещения выполнен в виде стола с приводом его поворота, каждый механизм фиксации выполнен в виде соосно размещенных на столе вертикальной направляющей с закрепленной на ней ползуном, шарнирно установленных на ползуне стойки с копиром и приспособлением под изделие и вертикального кронштейна с роликом, имеющего возможность взаимодействия с копиром, а каждое устройство переноса выполнено в виде подъемного механизма, имеющего возможность взаимодействия с ползуном.
777// W//
.У
| Металловедение и термическая обработка металлов | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
