Изобретение относится к измерительной технике и предназначено для определения длины проката, например, в процессе производства труб на станах трубопрокатных агрегатов„
Цель изобретения - расширение области применения и повьпиение точности за счет учета вытяжки проката в процессе прокатки.
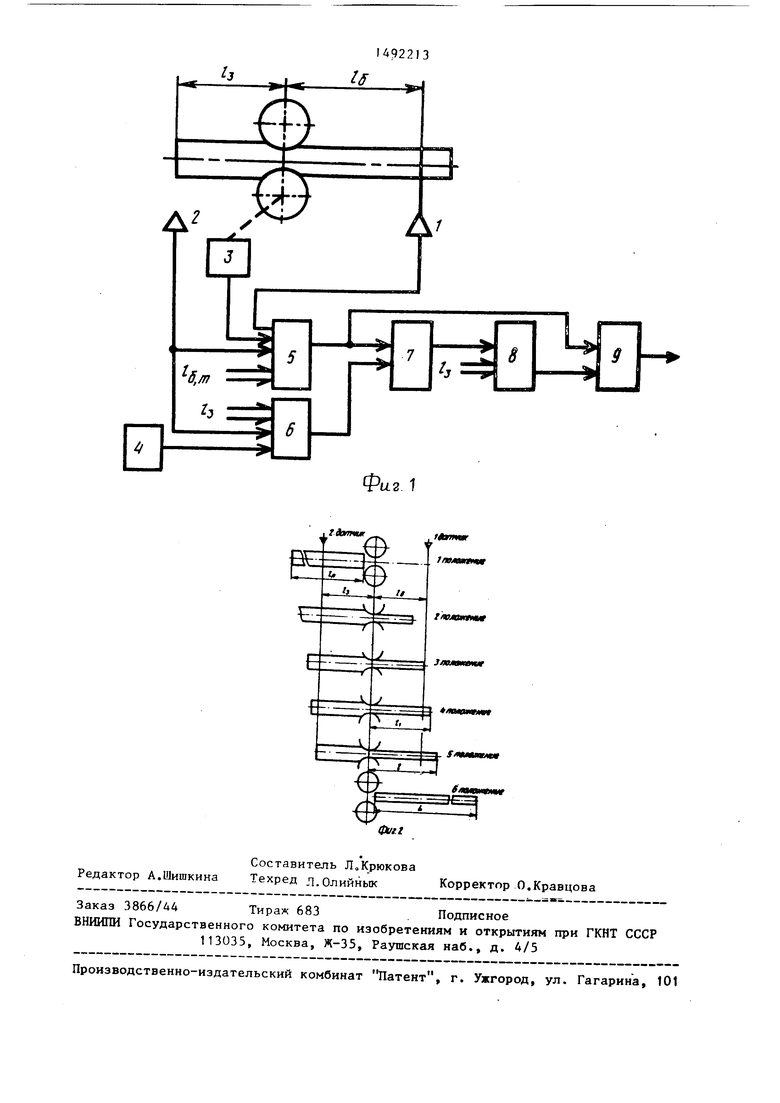
На фиг„ 1 представлена схема устройства, реализуюп1его предлагаемый способ; на фиг 2 - временная диаграмма положения проката относительнб датчиков„
Устройство для реализации способа состоит из датчика 1 фиксации переднего края проката, датчика 2 фиксации заднего края проката, импульсного преобразователя 3 угла поворота
валков, датчика 4 длины до процесса прокатки, измерительного блока 5, субтрактора 6, блока 7 деления, блока 8 умножения и сумматора 9 о
Датчики 1 и 2 соответственно установлены на базовом расстоянии после и заданном расстоянии 1 До прокатных валков о
Способ реализуется следующим образом.
В исходном состоянии счетные узлы, устройства обнулены. На информационных входах измерительного блока 5 постоянно заданы значения IBOJ баз и линейное значение импульсов m импульсного преобразователя 3 угла поворота валков, на информационных входах субтрактора 6 и блока 8 умносо
N5
СО
жения постоянно задано значение длины 1- установки датчика 2 фиксации заднего края проката
При поступлении проката в линию стана (положение 1, фиг«2) на первый информационный вход субтрактора 6 поступает значение длины L,,. проката Прокат входит в прокатные валки, начинается его прокатка (положе- ние 2)с При достижении передним краем проката датчика 1 (положение 3) по его сигналу в измерительный блок 5 записывается значение Igov которому по каждому импульсу с импульс- ного преобразователя 3 прибавляется его линейное значение Шо Таким образом, в блоке 5 вычисляется текущее значение длины L х прокатанной части проката (положение 4) по формуле Ьтеи Iga + N ; m, где N j - количество импульсов импульсного преобразователя 3,
При достижении задним краем проката датчика 2 (положение 5) по его сигналу в блоке 5 прекращается измерение длины проката и в его счетной части и на выходе запоминается значение длины прокатанной части проката
LTCK - бач количест- во импульсов импульсного преобразователя 3, поступивших в блок 5 за время измерения; в субтракторе 6 вычисляется длина проката L,,qr которая была прокатана на момент ера батывания датчика 2 о
По значению длины проката из блока 5 и соответствующему значению длины прокатанной части проката в блоке 7 деления вычисляется фактический коэффициент К вытяжки стана по формуле
По полученному значению коэффициента К вытяжки и значению
(длине недокатанной части проката) в блоке 8 умножения вычисляется пронозируемая длина проката, получаемая из недокатанной части проката по формуле
1 - к . 1 - .теи1
X - 14 X 1 - -f-т J-t
Ij
Суммированием значения длины проката из блока 5 с прогнозируемым значением длины проката из блока 8 в сумматоре 9 вычисляют полную длину проката (положение 6) по формуле
ЧекЬтек...........
.1
Г
Формула изобретени
Способ определения длины проката, заключающийся в том, что в процессе прокатки фиксируют передний край проката на базовом расстоянии после прокатных валков, фиксируют задний край проката на заданном расстоянии 1г до прокатных валков, с момента фиксации переднего края проката до момента фиксации заднего края проката измеряют сверхбазовую длину 1 проката, определяют текущее значение длины путем суммирования сверхбазовой длины с базовым расстоянием и определяют полную дпину L проката, отличающийся тем, что, с целью повышения точности определения, до начала процесса прокатки измеряют длину L Jar заготовки проката а полную длину проката определяют из соотношения

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 2001 |
|
RU2176774C1 |
| Устройство для измерения длины трубы, прокатываемой в валках пилигримового стана | 1989 |
|
SU1692706A1 |
| Устройство для измерения длины движущегося проката | 1981 |
|
SU977934A1 |
| Способ регулирования растворов валков смежных клетей непрерывных групп прокатного стана | 1981 |
|
SU1014611A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ КОВАНЫХ И НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК (НЛЗ), СЛИТКОВ ЭШП И ВДП НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2276625C2 |
| Цифровое устройство для измерения длины проката | 1972 |
|
SU679786A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТРУБ ИЗ КОВАНЫХ ЗАГОТОВОК И СЛИТКОВ (НЕПРЕРЫВНОЛИТЫХ, ЭШП И ВДП) НА УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2001 |
|
RU2207201C2 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2006 |
|
RU2298444C1 |
| Система автоматической регламентации режима работы нажимного устройства прокатного стана | 1978 |
|
SU719727A1 |
| Способ измерения длины полосы на стане горячей прокатки | 1991 |
|
SU1788430A1 |
Изобретение относится к измерительной технике и может быть использовано для измерения длины проката в процессе прокатки, например труб на станах трубопрокатных агрегатов. Целью изобретения является повышение точности измерения. Поставленная цель достигается за счет задания длины L заг заготовки проката, вычисления на его основе длины недокатанной части проката на момент фиксации заднего края проката единственным датчиком фиксации заднего края проката, установленным на заданном расстоянии Lз до прокатных валков, вычисления фактического коэффициента вытяжки и прогнозируемой длины недокатанной части проката, суммированием которой с измеренной длиной проката на момент фиксации заднего края получают полную длину проката. 2 ил.
I S: + Nm г-
ъаг- 1
тек
bar
..
ь ь,„ . ,-1
| Авторское свидетельство СССР № 757839, кло G 01 В 7/04, 1978, |
