Изобретение относится к измерительной технике и может быть использовано для измерения длины труб, например, в процессе контроля новых и бывших в эксплуатации труб нефтяного сортамента в стационарных условиях трубных баз, а также на участках отделки трубопрокатных заводов.
Известен способ измерения длины движущихся труб, в соответствии с которым в процессе перемещения трубы фиксируют ее передний конец, определяют базовую длину, после чего измеряют длину остатка и вычисляют полную длину движущейся трубы, суммируя базовую длину и длину остатка (авт. св. СССР N 1663399, кл. G 01 В 704).
Известен также способ определения длины движущихся изделий, используемый в процессе прокатки труб на станах трубопрокатных агрегатов, являющийся наиболее близким по совокупности существенных признаков к заявляемому способу (авт. св. СССР. N 1492213, кл. G 01 B 7/04). Согласно этому способу в процессе перемещения изделия фиксируют на базовом расстоянии его передний и задний концы, с момента фиксации его переднего конца до момента фиксации его заднего конца измеряют сверхбазовую длину изделия и определяют общую длину изделия путем суммирования базового расстояния и сверхбазовой длины. Однако при реализации данного способа необходимо осуществлять предварительное измерение длины заготовки, что вносит существенную погрешность в результаты определения общей длины изделия.
Задачей, на решение которой направлено заявляемое изобретение, является расширение области применения предлагаемого способа и обеспечение при этом высокой точности и надежности измерения.
Указанная задача решается за счет того, что согласно предлагаемому способу определения длины движущихся изделий в процессе перемещения изделия фиксируют на базовом расстоянии его передний и задний концы, с момента фиксации переднего конца до момента фиксации заднего конца измеряют сверхбазовую длину изделия и определяют его общую длину путем суммирования базового расстояния и сверхбазовой длины, но в отличие от прототипа измерение сверхбазовой длины осуществляют не менее чем двумя идентичными каналами измерения, при этом периодически сравнивают показания каналов, определяют максимальное из них и устанавливают в каждый выбранный момент времени показания всех каналов равными этому максимальному значению.
Кроме того, в отличие от прототипа до начала процесса измерения предварительно определяют показания измерительных каналов, соответствующие сверхбазовой длине двух эталонных изделий различной общей длины, а длину L изделия определяют из соотношения:
где n, nэ1, nэ2 - показания каналов измерения, соответствующие сверхбазовой длине соответственно контролируемого изделия, первого и второго эталонных изделий;
Lэ1, Lэ2 - длины эталонных изделий.
Технический результат, получаемый при осуществлении заявляемого изобретения, заключается в том, что за счет периодически осуществляемой корректировки результатов измерения сверхбазовой длины изделия исключаются погрешности измерения, обусловленные состоянием контролируемого изделия и надежностью контакта между изделием и измерительным инструментом (например, мерным роликом).
Кроме того, точность измерения может быть увеличена за счет процесса предварительной калибровки по двум эталонным изделиям разной длины. Как указано выше, общую длину L изделия в соответствии с данным способом определяют путем суммирования базового расстояния Lб и сверхбазовой длины l:
L=Lб+l (2)
При этом
l=n • Δl,(3)
где Δ l длина шага отсчета.
Тогда общую длину каждого из эталонных изделий можно определить, как
Lэ1 = Lб + nэ1 • Δl; (4)
Lэ2 = Lб + nэ2 • Δl (5)
Отсюда, очевидно,
Таким образом, общая длина L измеряемого изделия может быть определена из соотношения (1). В этом выражении отсутствуют в явном виде базовое расстояние, шаг измерения, разрешающая способность преобразователя вращения и, следовательно, исключается погрешность, вносимая точностью изготовления и установки измерительных средств.
Данный способ определения длины движущихся изделий может быть реализован с помощью устройства, блок-схема которого представлена на чертеже.
Устройство для реализации способа содержит датчик 1 фиксации переднего конца, датчик 2 фиксации заднего конца изделия 3 и, как минимум, два идентичных канала измерения сверхбазовой длины изделия с помощью датчиков перемещения, включающих мерные ролики 4, 5 и импульсные преобразователи 6, 7 угла поворота. Импульсные преобразователи 6,7 подключены к измерительным входам микроконтроллера 8, который запрограммирован на считывание и хранение показаний преобразователей 6, 7, сравнение этих показаний, определение максимального значения и установление в каждый текущий момент времени показаний всех датчиков перемещения равными максимальному значению, а также запоминание параметров и алгоритма обработки. К микроконтроллеру 8 подключены также блок 9 ввода параметров обработки, блок 10 энергонезависимой памяти и блок 11 индикации и отображения информации.
Датчики 1, 2 магнитного или оптического типа (например, MS-IT0120) устанавливаются на известном базовом расстоянии Lб. В качестве импульсных преобразователей 6, 7 могут быть использованы преобразователи вращения типа HEDS 5500-113. Микроконтроллер 8 представляет собой однокристальный микроконтроллер типа PIC 17C756A. Блок 9 может быть выполнен в виде клавиатуры, организованной как две взаимно перпендикулярные группы проводников, в узлах которых расположены кнопки (например, АК 207). Блок 10 энергонезависимой памяти может быть выполнен на микросхеме типа 93LC66. Блок 11 индикации и отображения информации представляет собой модуль дисплейного типа JA-SCB16203R-YN6T-LT.
Способ реализуется следующим образом.
В процессе движения изделия 3 при достижении его передним концом датчика 1 по сигналу последнего в микроконтроллере 8 начинается обработка показаний, поступающих от импульсных преобразователей 6, 7. В выбранные моменты времени эти показания сравниваются и определяется максимальное из них, по которому корректируются показания всех каналов измерения сверхбазовой длины. При достижении задним концом изделия 3 датчика 2 по сигналу последнего в микроконтроллере 8 прекращается обработка сигналов от преобразователей 6, 7, измеренное значение l сверхбазовой длины изделия суммируется с ранее установленным значением Lб базового расстояния и результирующее значение выдается на блок 9. При определении длины движущихся изделий с использованием двух эталонных изделий различной длины предварительно в память микроконтроллера 8 с помощью блока 9 вводят значения Lэ1 и Lэ2 длин первого и второго эталонных изделий, пропускают через устройство эти изделия и в блоке 10 запоминают значения показаний и соответственно для первого и второго эталонных изделий. При этом микроконтроллер 8 программируют на выполнение операций умножения, вычитания, сложения и деления для определения длины различных изделий в соответствии соотношением (1).
Предложенный способ может быть использован в отличие от прототипа не только в процессе прокатки длинномерных изделий, но также в других технологических процессах, например при входном контроле труб на трубных базах и при ремонте труб, бывших в эксплуатации, обеспечивая при этом высокую надежность и точность измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 2009 |
|
RU2414678C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ ИЗДЕЛИЙ | 2000 |
|
RU2172655C1 |
| Способ определения длины проката | 1987 |
|
SU1492213A1 |
| Способ измерения длины движущихся в продольном направлении изделий | 1989 |
|
SU1668853A1 |
| Способ измерения длины движущихся изделий | 1980 |
|
SU970085A1 |
| Способ измерения длины трубы, прокатываемой в станах периодической прокатки | 1989 |
|
SU1670366A1 |
| Устройство для электромагнитно-акустического контроля | 1989 |
|
SU1647385A1 |
| Устройство для измерения длины движущегося проката | 1981 |
|
SU977934A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИУСОВ КРИВИЗНЫ, ВЕЛИЧИНЫ ОВАЛЬНОСТИ И ФОРМЫ ПРОФИЛЯ СТАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ БОЛЬШИХ ДИАМЕТРОВ | 2022 |
|
RU2784850C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ | 1990 |
|
RU2023233C1 |
Изобретение относится к измерительной технике и может быть использовано для измерения длины труб. В процессе перемещения изделия фиксируют на базовом расстоянии его передний и задний концы. С момента фиксации переднего конца до момента фиксации заднего конца измеряют сверхбазовую длину изделия. Измерение сверхбазовой длины осуществляют не менее чем двумя идентичными каналами измерения. Периодически сравнивают показания каналов, определяют максимальное из них и устанавливают в каждый выбранный момент времени показания всех каналов равными этому максимальному значению. Общую длину изделия определяют путем суммирования базового расстояния и сверхбазовой длины. За счет периодической корректировки результатов измерения исключаются погрешности, обусловленные состоянием контролируемого изделия и надежностью контакта между изделием и измерительным инструментом. Кроме того, точность измерения увеличивается за счет предварительной калибровки по двум эталонным изделиям разной длины. 1 з. п. ф-лы, 1 ил.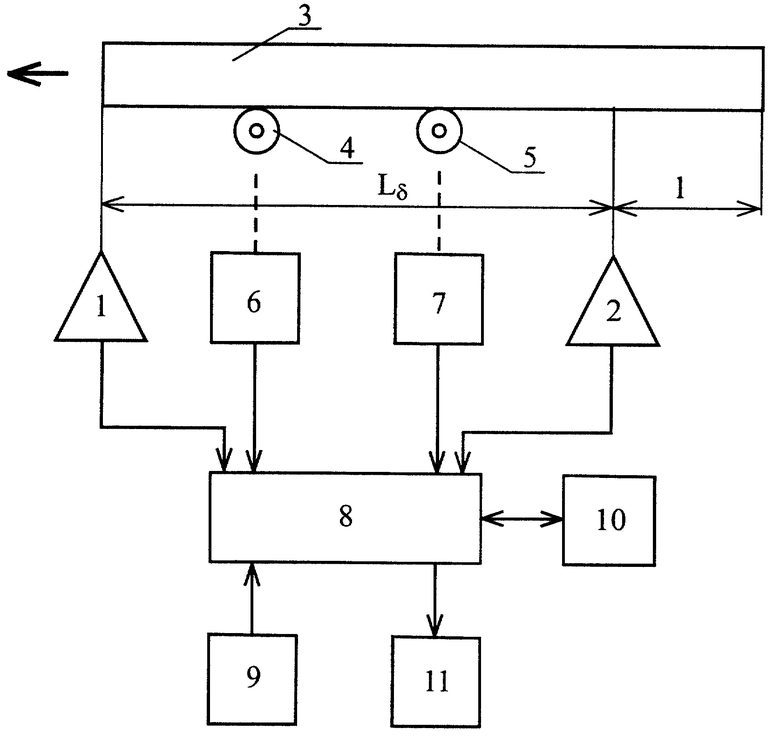

где n, nэ1, nэ2 - показания каналов измерения, соответствующие сверхбазовой длине соответственно контролируемого изделия, первого и второго эталонных изделий;
Lэ1, Lэ2 - длины эталонных изделий.
| Способ определения длины проката | 1987 |
|
SU1492213A1 |
| SU 757839, 23.08.1980 | |||
| Устройство для измерения длины движущегося проката | 1981 |
|
SU977934A1 |
| Устройство для измерения длины движущихся труб | 1989 |
|
SU1663399A1 |
| Устройство для измерения длины проката | 1972 |
|
SU657236A1 |
| Устройство для измерения длины проката | 1986 |
|
SU1456762A1 |

