Предметом изобретения является схема включения автоматического регулятора полТ.ачи в установках для электроэрозиопной многоконтурной обработки металлов при связанной системе, когда один регулятор управляет работой нескольких самостоятельных контуров одновременно.
Существующие схемы того же назначения не обеспечивают автоматнзащ-ш управлен; я процессом, так как в этих схемах с увеличением числа контуров управляюошй становится во время нормалы ой работы больше сигнала короткого замыкания одного контура.
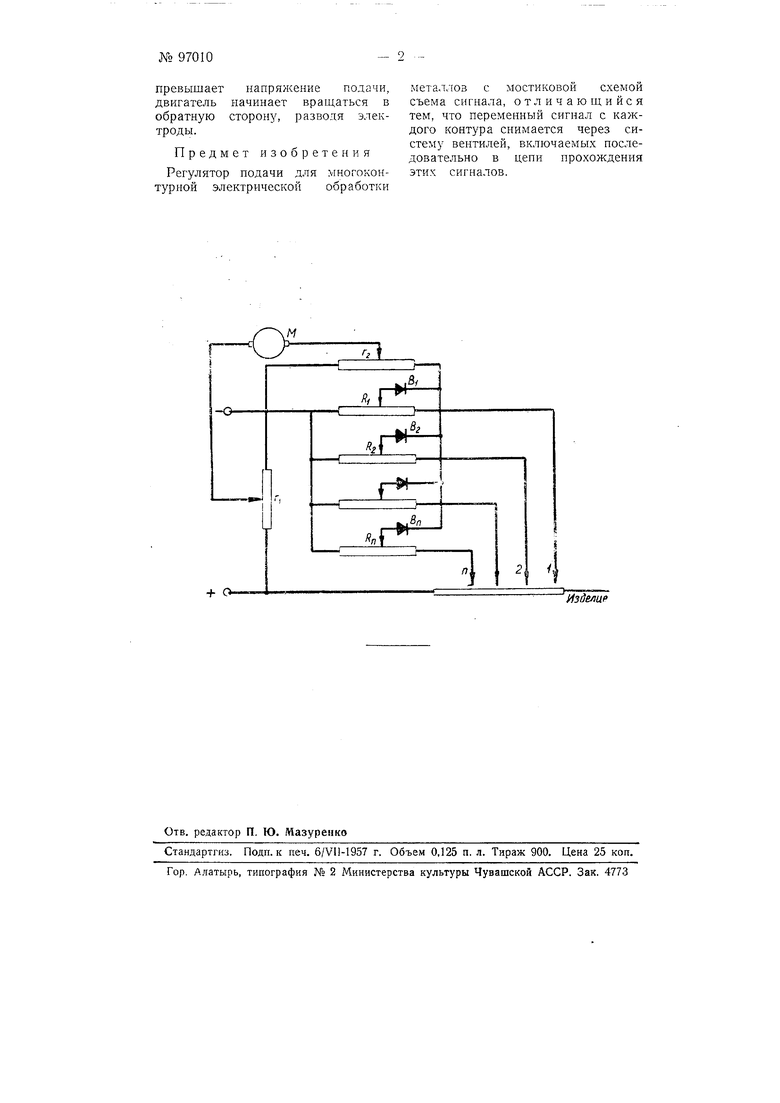
На чертеже изображена описываемая схема.
Якорь шунтоврго электродвигателя М включен потенциометрически (по мостовой схеме) на сопротивления г, и г.,. Сопротивление Г; подключено к зажимам источника питания, а сопротивление г, подключено параллельно всем балластным сопротивлениям R,, R,,, ..., Rn контуров через вентили В}, В-2, ..., Вп. При разведенных злектродах под действием падения напряжения на сопротивлении TI электродвигатель сближает э.чектроды. При обработке на балластных сопротивлениях и на сопротивлении г., происходит падение напрял ения. Благодаря наличию вентилей падение напряже1Н1я на сопротивлении г, соответствует тому контуру, рабочий ток которого в да1П1ый момент наибольишй. Токи из других контуров не-могут проходить через цепь съема cinHa.na, поскольку этому противодействует большое падение напряжения на сопротивлении г.,. Таким образом, система разделг.тельных вент1 лей обеспечивает . подключение цепи съема сигнала в каждый момент к контуру, работающему с наибольшей нагрузкой, а регулятор подачи, управляемый сигналом с сопротивления г.,, осуществляет соответственно регулирование процесса по контуру с наибольшим рабочим током.
При нормальной работе падение напряжения на сопротивлении TI уравновешивается падением напряжения на сопротивлении г.; при коротком замыкании напряжение, снимаемое с сопротивления г.,
превышает напряжение подачи, двигатель начинает вращаться в обратную сторону, разводя электроды.
Предмет изобретения
Регулятор подачи для многоконтурной электрической обработки
металлов с мостиковои схемой съема сигнала, отличающийся тем, что переменный сигнал с каждого контура снимается через систему вентилей, включаемых последовательно в цепи прохождения этих сигналов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой станок для обработки твердых и хрупких материалов | 1957 |
|
SU117882A1 |
| Двухпозиционный автоматический регулятор к электроэрозионным шлифовальным станкам | 1962 |
|
SU468747A1 |
| Способ изготовления отверстий униполярными импульсами тока | 1952 |
|
SU110432A1 |
| Ультразвуковой станок | 1959 |
|
SU129932A1 |
| Устройство для съема сигналов с эрозионных промежутков | 1976 |
|
SU727388A1 |
| Устройство для автоматического регулирования подачи по напряжению на эрозионном промежутке при многоконтурной электроэрозионной обработке | 1962 |
|
SU244527A1 |
| Устройство для регулирования межэлектродного зазора в электроэрозионных станках | 1973 |
|
SU490622A1 |
| ЭЛЕКТРОПРИВОД ПОСТОЯННОГО ТОКА | 2000 |
|
RU2168258C1 |
| Устройство для регулирования зазора | 1948 |
|
SU78164A2 |
| ЭЛЕКТРОПРИВОД ПОСТОЯННОГО ТОКА | 2000 |
|
RU2168259C1 |
-О
+ О
А
А
ИздМЦй
