Известен ультразвуковой станок для обработки твердых и хрупких материалов с поливом суспензией абразива.
В описываемом ультразвуковом станке регулирование подачи и давления инструмента на обрабатываемую поверхность производится путем изменения напряжения или сдвига фаз на обмотках управления.
С этой целью в станке применен электродвигатель с мягкой характеристикой в заторможенном режиме. Для плавного подхода инструмента к обрабатываемому изделию применен демпфер.
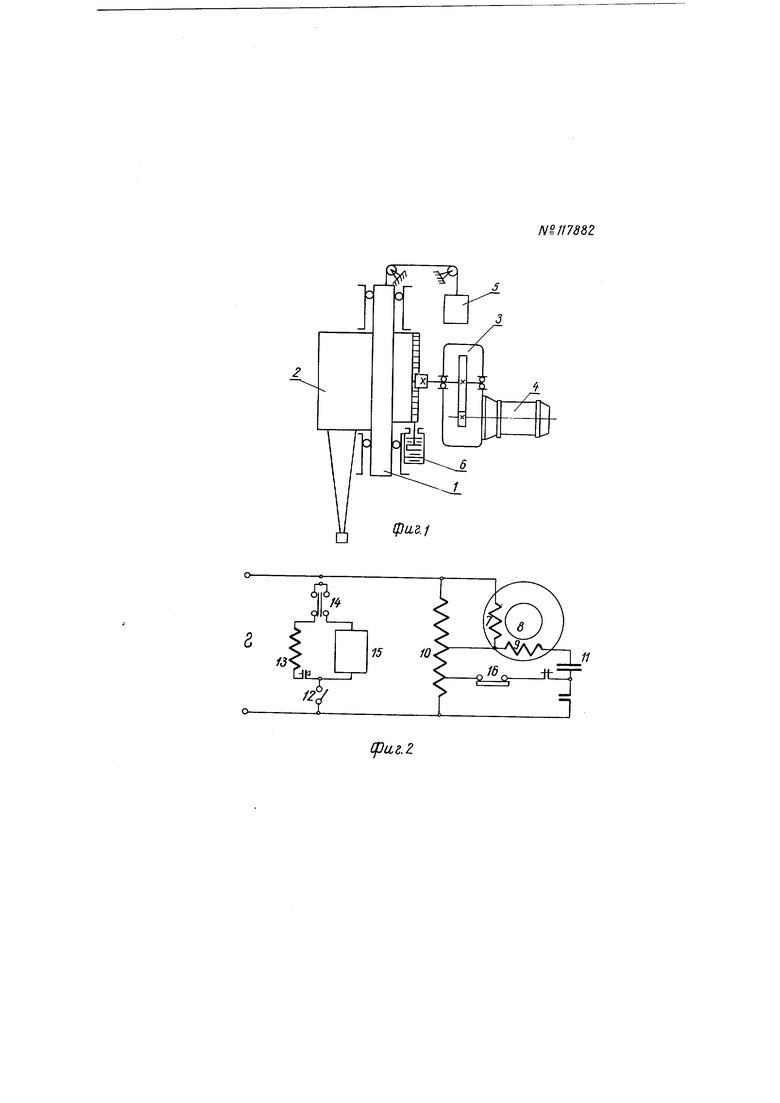
На фиг. 1 изображена принципиальная схема станка; на фиг. 2- электрическая схема регулятора подачи.
Каретка 1 станка, к которой крепится акустическая головка 2, приводится в движение реечным механизмом через редуктор 3 от электродвигателя 4, имеющего мягкую характеристику и число оборотов которого резко падает при увеличении нагрузки. Режим работы электродвигателя выбран так, чтобы ток в его обмотках не превышал допустимых значений при полном затормаживании, когда, инструмент упирается в обрабатываемое изделие.
По мере съема материала с изделия двигатель осуществляет подачу каретки /. сохраняя заданную величину усилия подачи. Для облегчения работы двигателя, и увеличения его чувствительности вес подвижных частей уравновещен противовесом 5. Весь механизм смонтирован на опорах качения.
Для того, чтобы двигатель не мог развить больщую скорость при холостом ходе и для обеспечения плавного подхода инструмента к обрабатываемому изделию, применен демпфер, например масляный.
По электрической схеме на обмотку 7 асинхронного двухфазного двигателя 8 подается постоянное по величине напряжение, а на обмотку 9 - напряжение, регулируемое автотрансформатором W. КонденсаJ 117882
тор 11 служит для сдвига фаз. При положении движка автотрансформатора в нулевой позиции напряжение па обмотке 9 отсутствует, п двигатель не вращается. При перемещении движка в одну сторону от нулевой позиции происходит подача инструмента, а при перемещении в другую сторону - отвод инструмента.
Для получения периодического отвода инструмента включается выключатель 12. В этом случае срабатывает реле 13, нормально закрытые контакты которого размыкаются, отключая обмотку 9 от движка автотрансформатора, а нормально открытые контакты этого реле подключают обмотку 9 к сети. Происходит быстрый отвод каретки /, пока не сработает путевой переключатель 14, отключающий питание реле 13 (при этом подача возобновляется) и включающий реле 15 времени. Реле /5 времени размыкает свои нормально закрытые контакты в цепи питапия реле 13, исключая возможность его срабатывания, вследствие замыкания нормально закрытых контактов переключателя 14 при возобновлении подачи. Через заданный отрезок времени контакты реле 15 замыкаются, включая питание реле 13, и цикл повторяется.
Путевой выключатель 16 предусмотрен для выключения подачи при углублении инструмента в изделие на заданную глубину.
Таким образом, электрическая схема обеспечивает подвод каретки, подачу инструмента с заданным усилием при возможности его регулирования, периодический отвод инструмента с заданной частотой и на заданную величину, остановку и быстрый отвод каретки.
Предмет изобретения
1.Ультразв}/ковой станок для обработки твердых и хрупких материалов с поливом суспензией абразива, отличающийся тем, что, с целью регулирования подачи и давления инструмента на обрабатываемой поверхности путем изменения напряжения или сдвига фаз на обмотках управления, применен электродвигатель с мягкой характеристикой в заторможенном .
2.Форма выполнения станка по п. 1, отличающаяся тем, что для обеспечения плавного подхода инструмента к обрабатываемому изделию применен демпфер.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой станок | 1959 |
|
SU129932A1 |
| СТАНОК ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 1960 |
|
SU130328A1 |
| Регулятор подачи электрода-инструмента для электроэррозионного станка | 1956 |
|
SU113954A2 |
| Ультразвуковой вибратор | 1961 |
|
SU150346A1 |
| Регулятор подачи для многоконтурной электрической обработки металлов | 1952 |
|
SU97010A1 |
| Регулятор подачи для электроэрозионных станков | 1960 |
|
SU144718A1 |
| Устройство управления приводом подачи рабочего органа станка | 1987 |
|
SU1445904A1 |
| Устройство для подачи электрода-инструмента в электроэрозионных станках для прошивания глубоких отверстий | 1958 |
|
SU121016A1 |
| Электроэрозионный прошивочный станок | 1968 |
|
SU245229A1 |
| Резьботокарный полуавтомат | 1986 |
|
SU1366330A1 |
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор А. К. Лейкина
Информационно-издательский отдел.Подп. к печ. 20.11-59 г.
Объем 0,34 п. л.Зак. 781Тираж 925Цена 50 коп.
Типография Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Петровка, 14.
