При ХОЛОДНОЙ стыковой сварке деталей со свободными концами имеет место неограничеиная иластическая деформация металла, причем осадочное давление, независимо от величины осадки, не иревосходит заметно предела текучеет - 1 еталла. Для осунлествлення качествс1Н ОЙ моиолитиой равнопрочной с основным мета.плом холодной стыковой сварк осадочное давление должно в четыре-пять и более раз нрсвыН1ать предел текучести металла. Для этого необходимо ограничить и затруднить пластическую деформацию металла при осадке.
Известные способы холодной стыковой сварки металлических деталей не позволяют создать необходнмое по ве; ичине осадочное давление.
В описываемом способе этот недостаток устранен.
Это достигается тем, что получаю1цееся при осадке деталей усиление сечения стыка (грат) сдавливают между торцевыми частями зажимов для воспрепятствоваиия свободной деформации выпущенных из зажимов концов деталей.
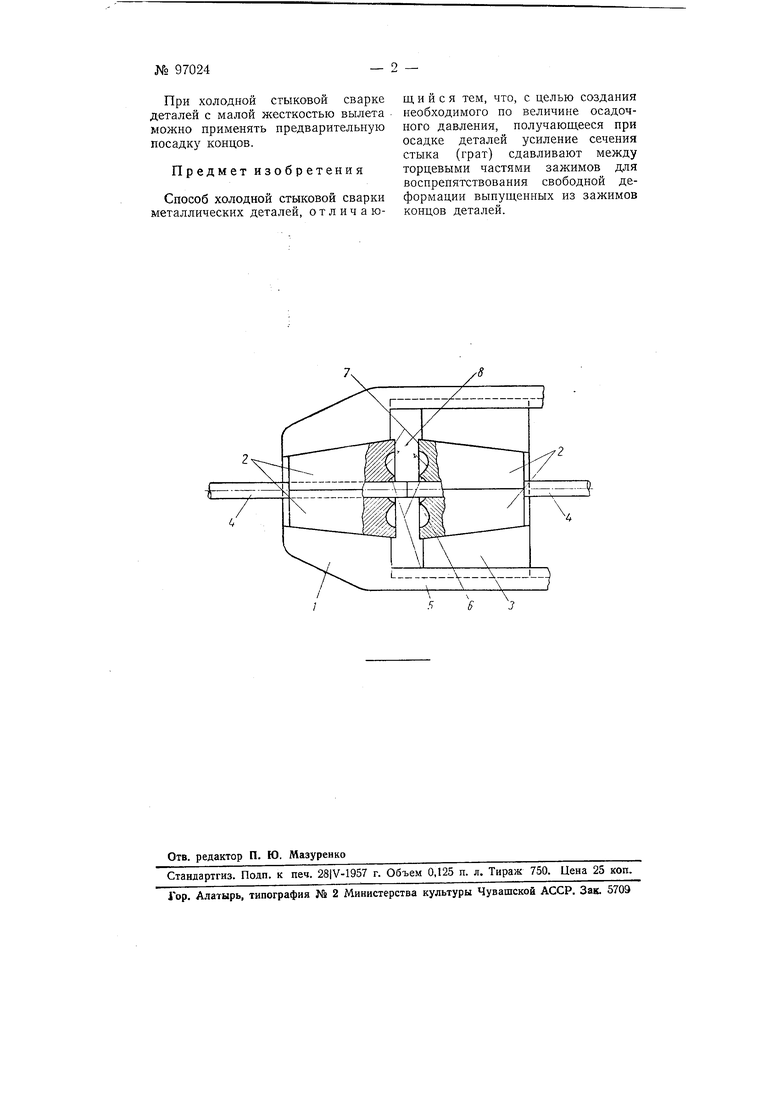
На чертеже изображено устройство д;1Я осуществления способа.
Доал}) /-гнездо нснод.виж-юго разъем1юго конуса 1- -нлеет направляюнп1е для подвижного ползуна 3, несун1,его также разъемный 2. Деталь 4, напрнмер стержень, после предварительной зачистки торцов за1;ладь вается и конус 2. Торны конусов 2 нмеют фо ширую11и1е скосы 5, отрубающие ножи 6 н упоры 7. С приложением осадочного уснлня J, HCivc-AieuiaHCb в напраг.ляЮИ1НХ, сжшн.ет деталь -Л одновременно зажимая се носредством конусов. В процессе передвнження ползуна происходит деформация вылетов при сближеинн конусов до тех пор, пока конуса встретятся опорными частямн 7. В стыке происходит полный провар, а остаток вытекн его металла отсекается ножами б н помещается в углублопщ 8. Место соедииеиия получается чистым, гладким с оформлен1 ым усилением.
Сварка может осуществляться как при малых скоростях деформации, так и при весьма больших, например, под ударными прессами.
При холодной стыковой сварке деталей с малой жесткостью вылета . можно применять предварительную посадку концов.
Предмет изобретения
Способ холодной стыковой сварки металлических деталей, отличающийся тем, что, с целью создания необходимого по величине осадочного давления, получающееся при осадке деталей усиление сечения стыка (грат) сдавливают между торцевыми частями зажимов для воспрепятствования свободной деформации выпущенных из зажимов концов деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактно-стыковой сварки в пластичном состоянии | 1961 |
|
SU147700A1 |
| Способ контактной стыковой сварки биметаллических изделий | 1982 |
|
SU1082584A1 |
| Способ стыковой сварки давлением | 1967 |
|
SU245223A1 |
| Способ газопрессовой стыковой сварки | 1947 |
|
SU73730A1 |
| Способ стыковой сварки | 1975 |
|
SU650753A1 |
| Штамп для холодной сварки металлов встык | 1959 |
|
SU133327A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1969 |
|
SU240888A1 |
| Способ контактной стыковой сварки | 1972 |
|
SU495174A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
