Изобретение относится к металлургии, в частности к непрерывной разливке металлов ч сплавов.
Цель изобретения - повышение качества отливаемых слитков и увеличение стойкости роликов.
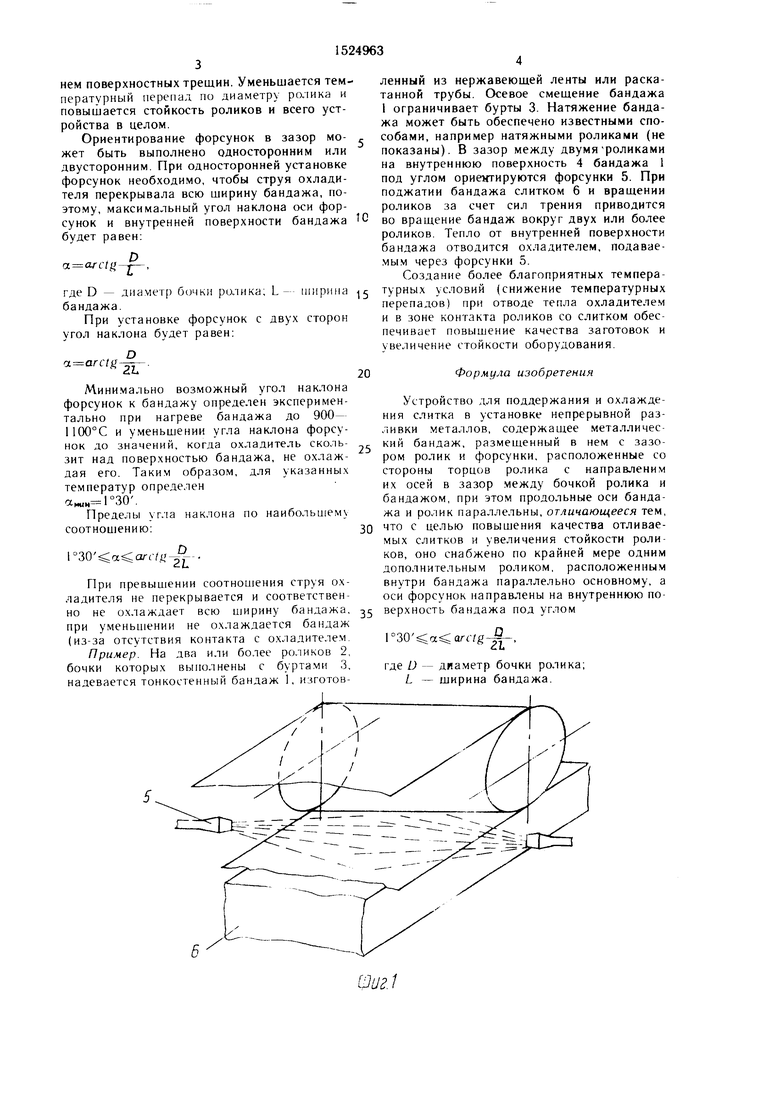
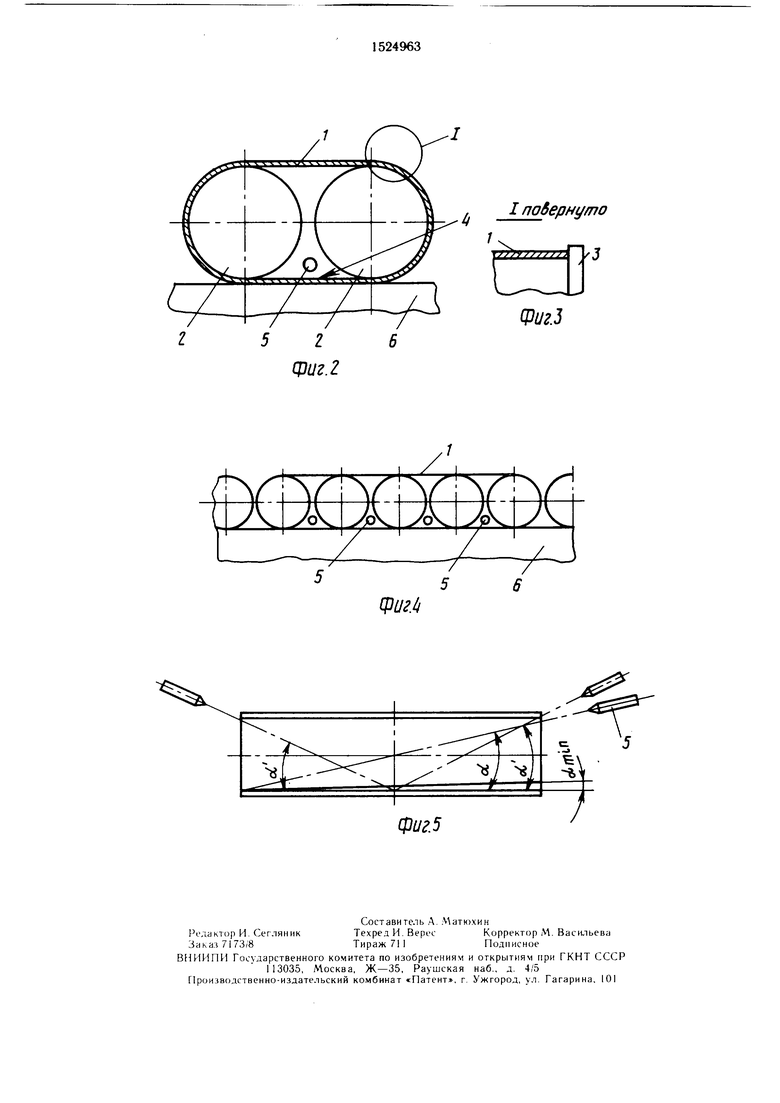
На фиг. 1 показано устройство для поддержания и охлаждения слитка, общий вид: на фиг. 2 - то же, вид сбоку; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - то же, нид сбоку (вариант исполнения); на фиг. 5 - схематическг е изображение установки фор- С , иск.
Устройство содержит бандаж 1, внутри которого параллельно установлены ролики 2, бочки которых содержат бурты 3. На внутреннюю поверхность 4 под углом а, определяемым соотношением .arctg-, где D - диаметр бочки ролика; L - ширина бандажа; направлены оси форсунок 5. Позицией 6 обозначены слиток.
При прохождении по техиологическому зазору затравки (не показана), а затем слитка 6, бандаж 1 прижимается к бочкам роликов 2 и его вращение вокруг роликов обеспечивается наличием сил трения С целью предупреждения проскальзывания бочка и внутренняя поверхность 4 бандажа могут быть выполнены развитыми, т. е. иметь гофры, насечки и т. д. Наружная поверхность бандажа гладкая. Охладитель подается через форсунки 5 на внутренюю поверхность бандажа, прилегающую к слитку 6. Тепловой поток от слитка через тонкостенный бандаж отводится охладителем, при этом отсутствует термоудар от охладителя непосредственно на поверхность слитка, что исключает появление в последсд
ГС
4
( О5
оо
1524963
нем поверхностных трещин. Уменьшается тем-ленный из нержавеющей ленты или расканем поверхностных иещ ролика итайной трубы. Осевое смещенне бандажа
поГыщ ет я SocVb роликов и всего уст-1 ограничивает бурты 3. Натяжение бандаповыщаетси С1ии1чи р может быть обеспечено известными спо Оо и ентирование форсунок в зазор мо-, собами. например натяжными роликами (не
жет бьТТыполнено односторонним или показаны). В зазор между Двумя роликами
двусторонним При односторонней установкена внутреннюю поверхность 4 бандажа 1
форсунок необходимо, чтобы струя охлади-под углом
теля перекрывала всю ширииу бандажа, по-поджатии бандажа слитком 6 и вращении
этому максимальный угол наклона оси фор-роликов за счет сил трения приводится
cvHoi и внутренней поверхности бандажаtC во вращение бандаж вокруг двух или более
7 я«Рнроликов. Тепло от внутренней поверхности
оудет равен.бандажа отводится охладителем, подавае-fir ti через форсунки 5.
a. - afLi Создание более благоприятных темперагдеО- диаметр бочки ролика; L- ширина15 урных условий (снижение температурных
iMCLv дпй-ic IF 1и .,, ..„„ „„,, отволе тепла охладителем
бандажа.
При установке форсунок с двух сторон угол наклона будет равен:
перепадов) при отводе тепла охладителем и в зоне контакта роликов со слитком обеспечивает повышение качества заготовок и увеличение стойкости оборудования.
a arctfJ
D
2L
урных условий (снижение температурных
.,, ..„„ „„,, отволе тепла охладителем
перепадов) при отводе тепла охладителем и в зоне контакта роликов со слитком обеспечивает повышение качества заготовок и увеличение стойкости оборудования.
Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033299C1 |
| Способ охлаждения заготовок при непрерывной разливке | 1989 |
|
SU1773552A1 |
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| Устройство охлаждения для ролика непрерывного литья | 2020 |
|
RU2770927C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1996 |
|
RU2108199C1 |
Изобретение относится к металлургии, в частности к непрерывной разливке металлов. Цель изобретения - повышение качества отливаемых слитков и увеличение стойкости роликов. Устройство для поддержания и охлаждения слитка в установке непрерывной разливки металлов содержит металлический бандаж и размещенные в нем с зазором ролики, а также форсунки, которые расположены с торцов роликов. Оси форсунок направлены в зазор между бочкой ролика и бандажом под углом к внутренней поверхности бандажа 1°30Ъ≤α≤ARCTG D/2L, где D - диаметр бочки ролика
L - ширина бандажа. 5 ил.
Минимально возможный угол наклона
форсуно7к бандажу определен эксперимен-Устройство для поддержания и охл ажде ально при нагреве бандажа до 900-ния слитка в установке непрерывной разПш с и уменьшении угла наклона форсу-ливки металлов, содержащее металличеснок до значений когда о.хладитель сколь-кий бандаж, размещенный в нем с зазо- знт над повер.хностью бандажа, не охлаж- 5 ром ролик и форсунки, расположенные со
зи1 нйд иивср стороны торцов ролика с направлении
их осей в зазор между бочкой ролика н бандажом, при этом продольные оси бандажа н ролик параллельны, отличающееся тем, 30 что с целью повышения качества отливаемых слитков и увеличения стойкости роликов, оно снабжено по крайней мере одним дополнительным роликом, расположенным Пои превышении соотношения струя ох-внутри бандажа параллельно основному, а
ладителя не перекрывается и соответствен- оси форсунок направлены на внутреннюю поно не охлаждает всю ширину бандажа, 35 верхность бандажа под углом
при уменьп1ении не охлаждается бандаж
(из-за отсутствия контакта с о.хладителе.м. Пример. На два или более роликов 2.
бочки которых выполнены с буртами 3,
надевается тонкостенный бандаж 1, изготовOHlПО Л|И 1и -. .,-ч
дая его. Таким образом, для указанных
температур определен
а „ 1°30 .
Пределы угла наклона по наибольшему
соотношению:
l°30 a arr/,i,
l°30 e:a arr/g-J|
где D - диаметр бочки ролика; L - ширина бандажа.
0
l°30 e:a arr/g-J|
где D - диаметр бочки ролика; L - ширина бандажа.
.г
жхж
1 поберну/по
Zl
/
/
ф//г
| Устройство для поддержания слитка установки непрерывной разливки металлов | 1976 |
|
SU596359A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
