Изобретение относится к области металлургии, в частности к установкам непрерывной разливки металлов.
Целью изобретения является повышение надежности при эксплуатации.
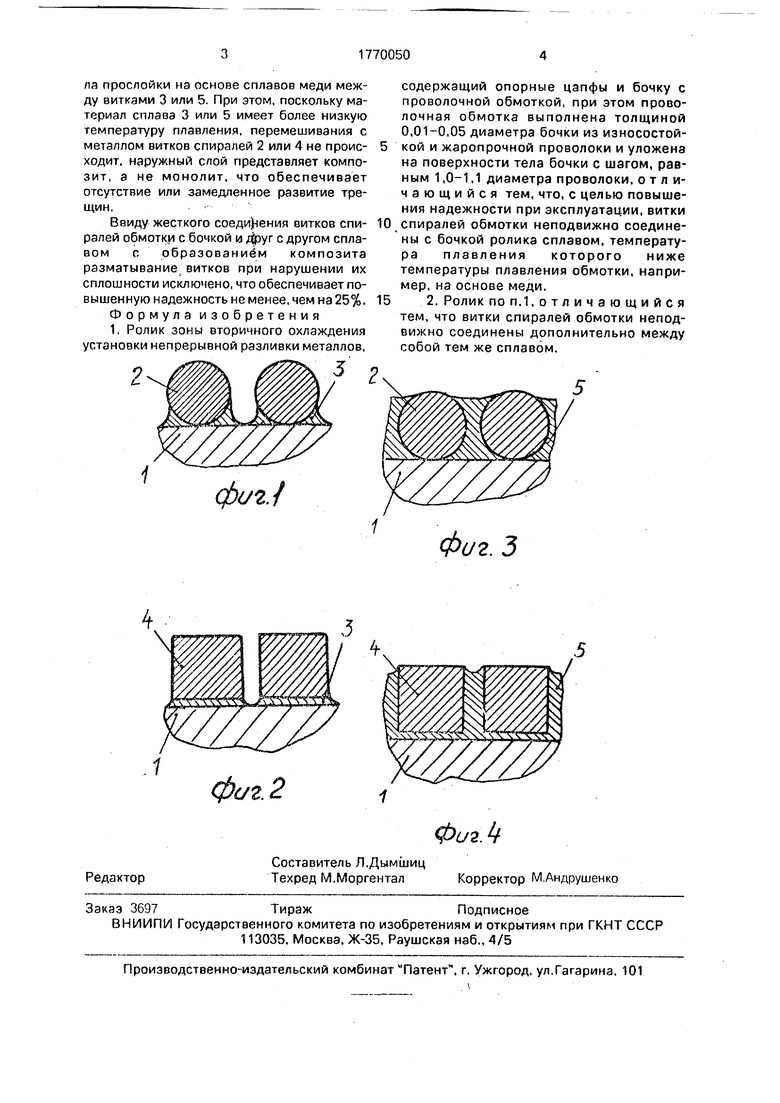
На фиг. 1,2 - изображено соединение витков обмотки с бочкой ролика; на фиг.3,4 - соединение витков обмотки с бочкой и между собой в ролике.
Ролик зоны вторичного охлаждения установки непрерывной разливки металлов содержит бочку 1 с витками обмотки 2 круглого профиля, соединенными неподвижно с бочкой слоем сплава 3, Обмотка выполнена толщиной 0,01.,.0,05 диаметра бочки из износостойкой и жаропрочной проволоки и уложена на поверхности тела бочки с шагом, равным 1,0...1,1 диаметра проволоки.
Сплав выполнен из материала толщиной 0,5-3,5 мм и имеет температуру плавления 960-1100°С. Обмотка выполнена 2-15 мм из материала сталь типа 25Х1М1Ф, 12X13 и имеет температуру плавления 1460-1500°С.
Возможен вариант выполнения ролика, витки обмотки 4 которой имеют прямоугольный профиль, размер 2,15x2,15 мм.
Для наиболее нагруженных роликов, например, на участке правки, витки обмотки 2 и 4 дополнительно еще соединены между собой сплавом 5 такого же состава как сплав 3.
Ролик работает следующим образом.
Закристаллизовавшийся в кристаллизаторе слиток поступает в раствор между роликами зоны вторичного охлаждения. Обмотка периодически контактируете горячей поверхностью слитка, при эгом испытывает силовое и тепловое воздействие с его стороны. Жестко соединенные сплавом 3 или 5 с бочкой 1 витки 2 или 4 не разматываются даже при их разрывах. Повышенная стойкость к термоусталостным трещинам обеспечивается в вариантах, показанных на фиг. 1,2 наличием небольших зазоров между витками, что теперь позволяет виткам 2 или 4 деформироваться при нагревах и охлаждениях без взаимного стеснения, являющегося причиной температурных напряжений, а в вариантах, показанных на фиг,3,4 - высокой термоусталостной стойкостью материаЁ
v|
м
|О
о
|СП О
ла прослойки на основе сплавов меди между витками 3 или 5. При этом, поскольку материал сплава 3 или 5 имеет более низкую температуру плавления, перемешивания с металлом витков спиралей 2 или 4 не проис- ходит, наружный слой представляет композит, а не монолит, что обеспечивает отсутствие или замедленное развитие трещин.
Ввиду жесткого соединения витков спи- ралей обмотки с бочкой и фуг с другом сплавом с образованием композита разматывание витков при нарушении их сплошности исключено, что обеспечивает повышенную надежность не менее, чем на 25%. Формула изобретения 1, Ролик зоны вторичного охлаждения установки непрерывной разливки металлов,
содержащий опорные цапфы и бочку с проволочной обмоткой, при этом проволочная обмотка выполнена толщиной 0,01-0,05 диаметра бочки из износостойкой и жаропрочной проволоки и уложена на поверхности тела бочки с шагом, равным 1,0-1,1 диаметра проволоки, отличающийся тем, что, с целью повышения надежности при эксплуатации, витки спиралей обмотки неподвижно соединены с бочкой ролика сплавом, температура плавления которого ниже температуры плавления обмотки, например, на основе меди,
2. Ролик по п.1.отличающийся тем, что витки спиралей обмотки неподвижно соединены дополнительно между собой тем же сплавом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| РОЛИК | 1996 |
|
RU2095190C1 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
| МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ФЕРРОМАГНИТНОЙ ШИХТОЙ ПОВЕРХНОСТИ РОЛИКОВ СИСТЕМЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2613801C2 |
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ НАПЛАВКИ | 2019 |
|
RU2711286C1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| Способ ремонта деталей | 1990 |
|
SU1743750A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ДЕТАЛИ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2017 |
|
RU2663389C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2020 |
|
RU2788426C1 |
Ролик (Р) содержит бочку с витками обмотки, круглого либо прямоугольного про филя. Витки обмотки неподвижно соединены с бочкой Р и между собой при помощи сплава с температурой плавления ниже температуры плавления обмотки, например, на основе меди, 1 з.п. ф-лы, 4 ил.
фаг.2
Фиг. 3
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
