;54) МОДИФИЦИРУЮЩИЙ ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Модифицирующий флюс | 1984 |
|
SU1222404A1 |
| Флюс для центробежного литья бронзовых заготовок | 1978 |
|
SU730461A1 |
| Легирующий флюс для центробежного литья | 1978 |
|
SU789222A1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2353467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2017 |
|
RU2665862C1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2004 |
|
RU2262413C1 |
| Способ центробежного литья | 1978 |
|
SU789223A1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1996 |
|
RU2098221C1 |
| Способ производства толстостенных центробежнолитых трубных заготовок | 2024 |
|
RU2840420C1 |
| Способ литья | 1978 |
|
SU791446A1 |
Изобретение относится к области литейного производства, в частности к технологии центробежного литья заготовок из цветных металлов под флюсом.
Широко известны составы флюсов, содержащие окислы, хлориды и фториды металлов, которые применяются при центробежном литье заготовок из алюминиевых бронз. Флюс дозируют на струю металла на желобе заливочного устройства в виде легкоплавких или экзотермических смесей 1.
Из известных составов флюсов, применяемых при отливке заготовок из алюминиевых бронз центробежным способом, наиболее близким по составу является флюс, который содержит следующие компоненты, вес.%:
Плавиковый шпат 5
(флюорит) . Криолит75
Поваренная соль 20 2,
Данный состав флюса обеспечивает защиту металла ol вторичного окисления, рафинирует его от неметаллических включений и газов, утепляет внутреннюю поверхность заготовки, что способствует направленной кристаллизации металла в форме.
Однако центробежнолитые заготовки, отлитые под таким составом флюса, имеют неравномерное зональное строение , что снижает общий уровень механических свойств и способствует неравномерности их по сечению отливки.
Целью изобретения является повышение физико-механических свойств литого металла центробежнолитой
10 заготовки.
Для достижения цели в известный состав флюса, содержащий криолит, поваренную соль и плавиковый шпат, дополнительно вводят ферровангщий
15 при следующих содержаниях компонентов, вес.%:
Феррованадий3-5
Плавиковый шпат3-5
Поваренная соль 25-35
20 КриолитОстальное
При этом феррованалий содержит 75-80% ванадия.
Модифицирующий флюс является механической смесью феррованадия ш.пакообразующей составляющей (плавиковый шпат, поваренная соль, криолит). Плавиковый шпат, поваренная соль и криолит предварительно сплавляются в электродуговой шлакоплавильной
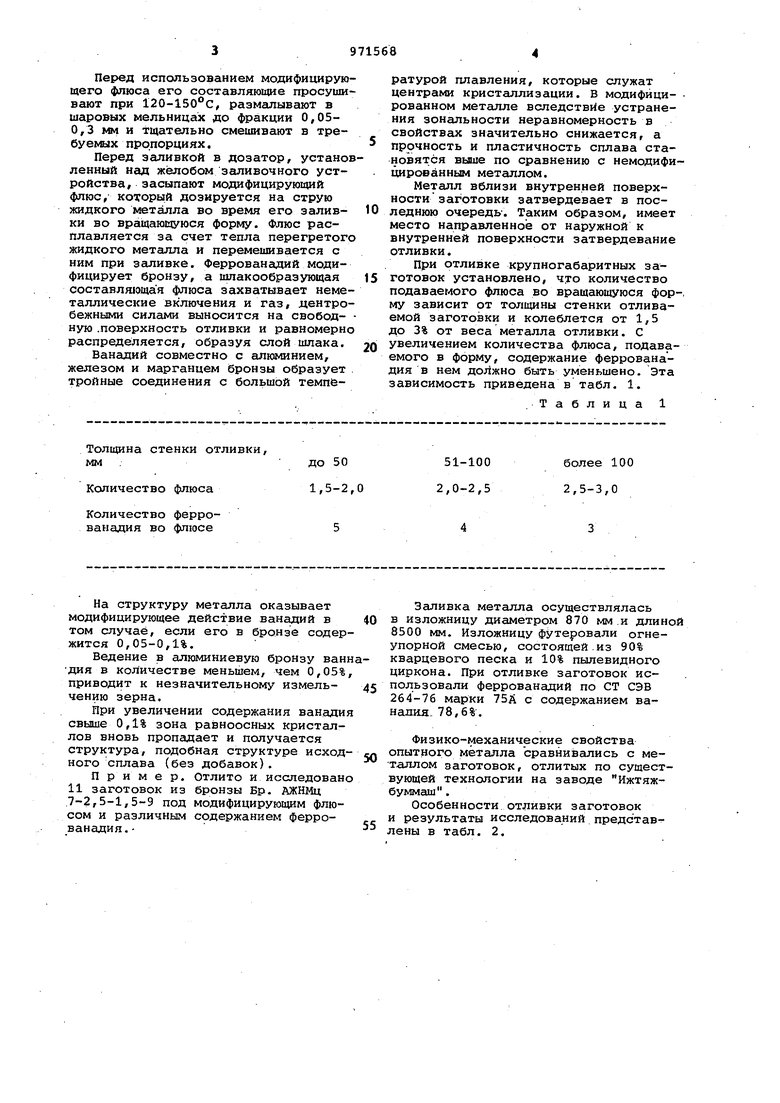
30 печи. Перед использованием модифицирую щего флюса его составляющие просуши вают при 120-150 С, размалывают в шаровых мельницах до фракции 0,050,3 мн и тщательно смешивают в требуемых пропорциях. Перед заливкой в дозатор, устано ленный над жёлобом заливочного устройства, засыпают модифицирующий флюс, который дозируется на струю жидкого металла во время его заливки во вращаюс1уюся форму. Флюс расплавляется за счет тепла перегретог жидкого металла и перемешивается с ним при заливке. Феррованадий модифицирует бронзу, а ишакообразующая составляющая флюса захватывает неме таллические включения и газ, дентро бежными силами выносится на свободную .поверхность отливки и равномерн распределяется, образуя слой шлака. Ванадий совместно с алюминием, железом и марганцем бронзы образует тройные соединения с большой темпеТолщина стенки отливки, мм
Количество флюса
Количество феррованадия во флюсе На структуру металла оказывает модифицирующее действие ванадий в том случае, если его в бронзе содер жится 0,05-0,1%. Ведение в алюминиевую бронзу ван дия в количестве меньшем, чем 0,05% приводит к незначительному измельчению зерна. При увеличении содержания ванади свыше 0,1% зона равноосных кристаллов вновь пропадает и получается структура, подобная структуре исход ного сплава (без добавок). П РИМ е р. Отлито и исследован 11 заготовок из бронзы Бр. АЖНМц .7-2,5-1,5-9 под модифицирующим флюсом и различным содержанием феррованадия,более 100
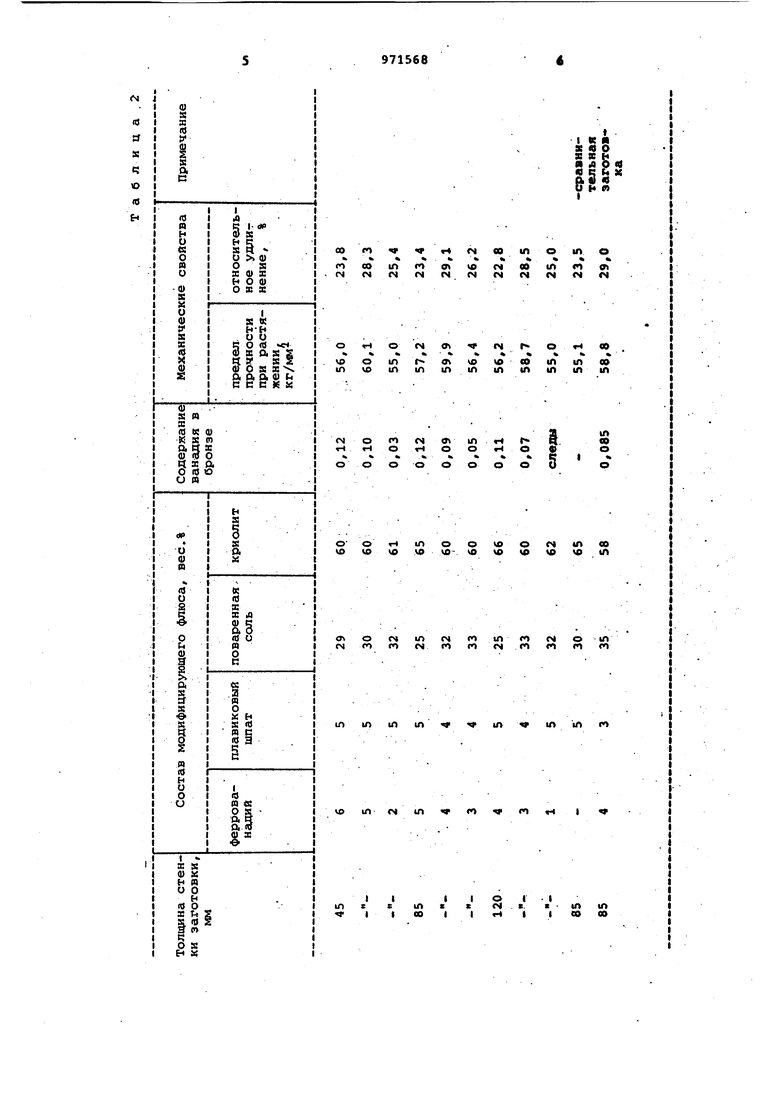
51-100 2,5-3,0 2,0-2,5 ратурой плавления, которые служат центрами кристаллизации. В модифйци- рованном металле вследствие устранения зональности неравномерность в свойствах значительно снижается, а прочность и пластичность сплава становятся выше по сравнению с немодифицированным металлом. Металл вблизи внутренней поверхности заготовки затвердевает в последнюю очередь . Таким образом, имеет место направленное от наружной к внутренней поверхности затвердевание отливки. При отливке крупногабаритных заготовок установлено, количество подаваемого флюса во вращающуюся фор-, му зависит от толщины стенки отливаемой заготовки и колеблется от 1,5 до 3% от веса металла отливки. С увеличением количества флюса, подаваемого в форму, содержание феррованадия в нем доЛжно быть уменьшено. Эта зависимость приведена в табл. 1. Таблица 1 Заливка металла осуществлялась в изложницу диаметром 870 мм .и длиной 8500 мм. Изложницу футеровали огнеупорной смесью, состоящей.из 90% кварцевого песка и 10% пылевидного циркона. При отливке заготовок использовали феррованадий по СТ СЭВ 264-76 марки 75А с содержанием ваналил 78,6%. Физико-механические свойства опытного металла сравнивались с металлом заготовок, отлитых по существующей технологии на заводе Ижтяжбуммаш. Особенности отливки заготовок и результаты исследований представлены в табл. 2.
м
18
cr
S
с; ю в
со п
п гм
VO |Л
rt
О (О
л
CS
1Л Ш tn in
in
гм
1Л
in
00 N
«п ч
in «м
с
«о
в
01
N
ГЦ м
(М
« со
ГЧ 9i
«м
со
ш in
«о ш
со
оч ш
in in
« ш
|П
ш
ш «о
r г
tS
Оч
in
i
-I о
о
о
н
со tn
о
о
4П VO
VO VO
о VO
о «о
АО40
01
го
го го
сч го
tn
ш го
о го
го
го
«N
in tn
го
tn гм
in
о
I
CM
in CO
in
CO
Их табл. 2 видног что применение флюса с модифицирующей добавкой позволяет Улучшить физико-механические свойства на 5-10% по сравнению с металлом промьшшенных заготовок.
Повышение пластических и прочност ных характеристик бронзы позволяет повысить качество отливаемых заготовок.
Ожидаемый экономический эффект составит 10- 15руб. на 1 т годного литья за счет повьиаения качества заготовок .
Формула изобретения
3-5
й 3-5
25-35 Остальное
Источники информации, принятые во внимание при экспертизе
