Изобретение относится к приспособлениям для ретуширования кромок деревянных деталей или деталей из древесных, частиц, а также прочих материалов, на которые нанесены покрытия, применя- б емым преимущественно для изготовления мебели и внутренней отделки зданий. При этом под покрытием подразумеваются самые разнообразные твердые одно- и многослойные материалы какбу- Ю мага, волокнистый прочес и другие, выполненные из материала-носителя, способные лакироваться, или обработанные отделочным средством и наклеиваемые на детали периодическим или непрерыв- К ным способами. При этом под кромкой понимается линия, где различные поверхности этих деталей мебели или внутренней отделки зданий, пересекаются под любым углом, преимущественно под 20 углом 90. Кромки этих покрытий деталей в целях придания им удобной формы выполняются скошенными или закругленными. Скругленные кромки требуют дополнительной окраски или ретуширо- 25
вания для соответствия цветовому оттенку поверхности материала покрытия. Ретуширование кромок осуществляется вручную. При этом качество ретуширования и производительность труда в значительной мере зависят от навыков рабочего. Кроме того, необходимо манипулировать деталями или требуются дополнительные устройства для подъема, поворачивания и перемещения обрабатываемых деталей.
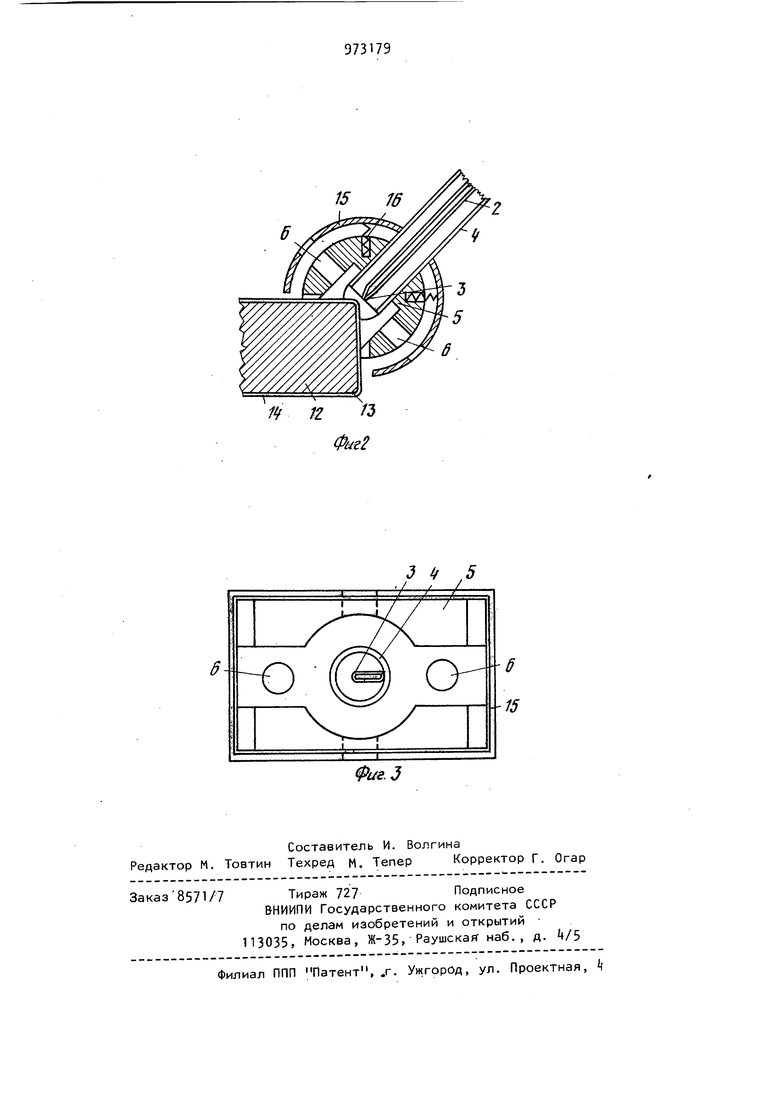
Известен способ, позволяющий выполнять эту операцию с помощью машин, на которых непрерывным способом на узкие поверхности деталей наносится покрытие и которые дополнительно оснащаются агрегатом, выполняющим ретуширование также непрерывным способом. Аналогично травлению и окраске поверхностей изделий для этой цели жидкий краситель с помощью валиков наносится на скругленную кромку изделий. При этом подача красителя на емкости и дозировка осуществляются с помощью дозирующих валиков и/или посредством засасывания с помощью фетровой полоски. Недостатком этих приспособлений яв ляется то, что не достигается соответ ствующее требованиям качество ретуширования или окраски скошенных или скр гленных кромок. Требуется осуществлят постоянный контроль за исправностью устройств. Это обусловлено самыми раз личными факторами. Например, решающее значение имеет упругость и износостой кость материала накладки валика для нанесения краски, так как вследствие линейнообразного нанесения жидкости с одной стороны, очень скоро изнашивают ся валики для нанесения краски, с дру гой стороны, требуется постоянно регулировать нажимное усилие валиков для нанесения краски, чтобы обеспечивать равномерное нанесение краски. Кроме того, чтобы обеспечивать качественное нанесение краски профиль скошенной или скругленной кромки не должен изменяться. Решающим фактором является также впитываемость материалов покрытий, наносимых на широкую и узкую поверхности деталей. Трудности в этом отношении возникают, в частности, в том случае, если колеблется впитываемость, что обусловливается самыми различными факторами. Недостаточная или обильная окраска ведет к образованию пятен. В приспособлениях с увлажняющим фетром краска, наносимая на длинные детали, оказывается недостаточной Цель изобретения - достижение при ретушировании автоматической подачи требуемого количества краски с учетом указанных выше возможностей, для достижения равномерного нанесения краски и исключения нанесения на детали избытка краски, а также разработка приспособления, узлы которого подвержены лишь минимальному износу, которые просты по своему техническому ройству и не требуют постоянного конт роля исправности. По изобретению задача решается путем применения способа, для осуществления которого используется известный диффузионный эффект. Обнаружено, что возможно качественное ретуширование в том случае, если, с одной стороны, жидкая краска в достаточном количестве подводится к ретушируемой кромкеи, с другой стороны, если после насы щения волокна избыточная краска отса сывается и в замкнутом цикле возвращается в напорный сосуд. Исходя из этого технологического решения задачи, было найдено приспособление, обеспечивающее подачу жидкой краски при давлении 0,,08 кг/см из сосуда через подводящий трубопровод, снабженный на выходе щелевой форсункой, к ретушируемой кромке. Кроме того, эта щелевая форсунка имеет второй отводящий трубопровод соответственно большего диаметра, в котором существует разрежение по отношению к указанному избыточному давлению и который образует с сосудом жидкой краски замкнутую циркуляционную систему. От.водящий трубопровод наклонно врезан в напорный бак, в связи с чем достигается центробежный эффект, благодаря чему жидкость отделяется от транспортирующего воздуха. Для надлежащего позиционирования подводящего трубопровода со щелевой форсункой и отводящим трубопроводом упомянутые узлы размещены в шуповом башмаке так, чтобы выходящая жидкая краска симметрично попадала на ретушируемую кромку. Кроме того, на случай стационарного размещения этого щупового башмака с подводящим и отводящим трубопроводами указанный щуповой башмак устанавливается в подвижном держателе. Этот подвижный держатель щупового башмака необходим, поскольку кромки детали подвергаются ретушированию непрерывным способом. Приспособление для ретуширования кромок размещается стационарно, что связано с прохождением деталей, подвергающихся ретушированию кромок мимо приспособления. К напорному баку подсоединяют четыре системы ретуширова-: ния, что позволяет одновременно ретушировать все четыре кромки непрерывным способом. На фиг. 1 представлено приспособление для ретуширования с напорным баком, подводящим и отводящим трубопроводами S щуповом башмаке, поперечное сечение; на фиг. 2 - то же, укрупненно; на фиг. 3 приспособление для ретуширования на уровне щелевой форсунки ,.вид сверху. Около детали 12 с широкой и узкой поверхностями, на которые нанесен материал покрытия it, расположен щуповой башмак 5 с воздушными каналами 6. Кроме того, в щуповом башмаке 5 расположен отводящий трубопровод k, охватывающий подводящий трубопровод 2 , выпускное отверстие которого выполнено 59 в виде щелевой форсунки 3- Через фильтр 9 и клапан 8 подводящий трубопровод 2 соединен с напорным баком 1. Отводящий трубопровод t входит в наклонном положении сверху в напорный бак, где также расположено подсоединение для трубопровода 7, ведущего к вакуумному насосу. В напорном баке 1 установлен еще сетчатый фильтр 10. Принцип действия приспособления дл ретуширования кромок заключается в сл дующем. Через клапан 8 и фильтр 9 жидкая краска 11 из напорного бака 1 подается по подводящему трубопроводу 2 вще левую форсунку 3 при естественно срзданном давлении около OjOi-OjOS кг/см При этом кромка 13 детали 12 увлажня ется жидкой краской 11 таким образом, что краска 11 впитывается до насьпдения материала покрытия 1 в местах подрезания волокон при предшествовавшем фрезеровании (процесс диффузии). Избыточная и поэтому излишняя краска 11 возвращается по отводящему трубопроводу k, в котором создается вакуум, в напорный бак 1. Благодаря вводу смеси воздуха и жидкой краски в наклонном положении в напорный бак жидкая краска отделяется от транспортирующего воздуха (центробежный эффект) Формула изобретения 1. Способ ретуширования кромок деталей, изготовленных из древесины или древесных частиц или прочих материалов, на которые нанесено покрытие, . применяемых преимущественно в произ9Аводстве мебели и при внутренней отделке зданий с использованием жидкой краски, хранящейся в напорном баке, отличающй и с я тем, что жидкая краска под давлением О, Ot-0, 08 кг/см подается в достаточном количестве на ретушируемую кромку 13, а излишняя жидкая краска по достижении насыщения волокна материала покрытия 1 отсасывается, возвращается по замкнутому циклу в напорный бак 1 и тем, что в напорном баке жидкая краска отделяется от транспортирующего воздуха. 2.Приспособление для осуществления способа по п. 1,отличающеес я тем , что для хранения жидкой краски 11 имеется напорный бак 1 с присоединенным к нему подводящим трубопроводом 2 с фильтром 9 и клапаном 8, что выпускное отверстие подводящего трубопровода 2 выполнено в виде щелевой форсунки 3, что вокруг подводящего трубопровода 2 в зоне щелевой форсунки 3 имеется отводящий трубопровод и тем, что -упомянутые узлы монтируются на щуповом башмаке 5 с воздушными каналами 6, а также тем, что отводящий трубопровод k входит в напорный бак 1 в наклонном положении и что на нем имеется трубопровод 7 для соединения с вакуумным насосом. 3.Приспособление по п. 2, о т л ичающееся тем, что щуповой башмак 5 подпружиненно установлен в держателе 15 с пружинами 1б. Признано изобретением по результатам экспертизы, осуществленной ведомством по изобретательству Германской Демократической Республики.
15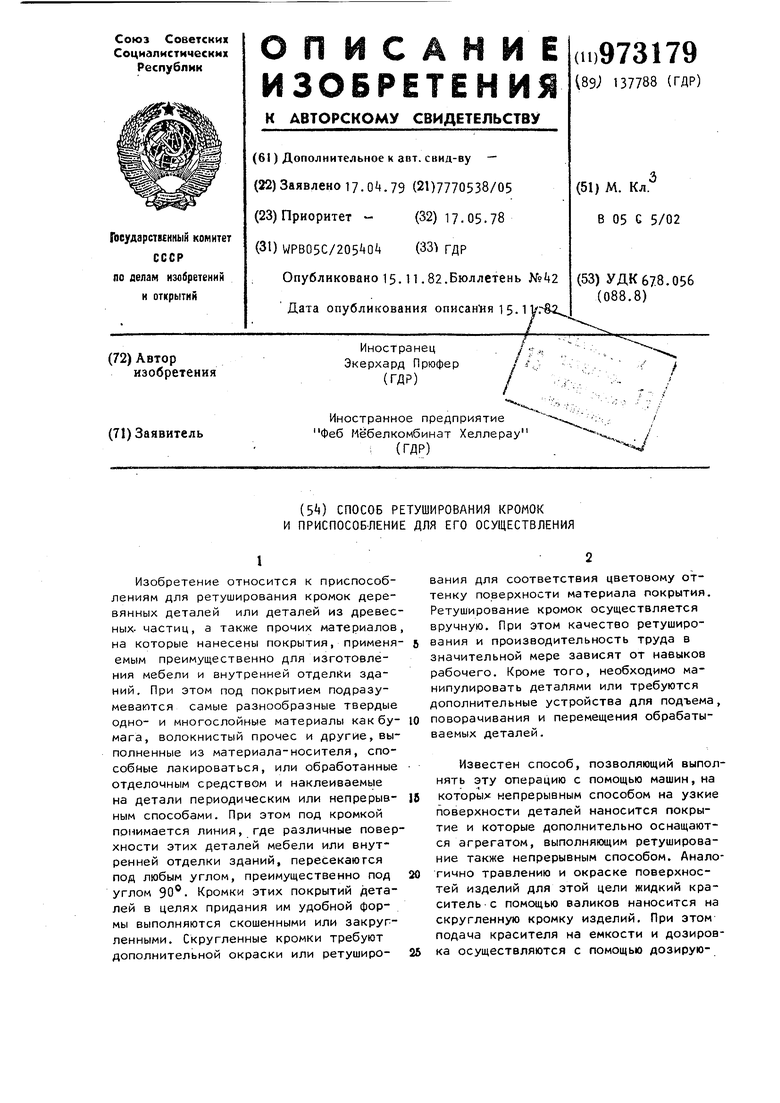
6
15
