(5) СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки слябов | 1981 |
|
SU995951A1 |
| Широкополосный стан горячей прокатки | 1981 |
|
SU1014602A1 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| Способ прокатки горячекатаных полос на широкополосном стане | 1988 |
|
SU1544512A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2009 |
|
RU2445178C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| Способ горячей прокатки толстолистовой стали | 1983 |
|
SU1152673A1 |
| СПОСОБ ШИРОКОПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ, СОДЕРЖАЩЕМ НЕПРЕРЫВНУЮ ПОДГРУППУ ИЗ ЧЕРНОВЫХ КЛЕТЕЙ | 2003 |
|
RU2235611C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА | 2003 |
|
RU2245201C1 |
| Стан для горячей прокатки полос и листов | 1978 |
|
SU1089818A1 |
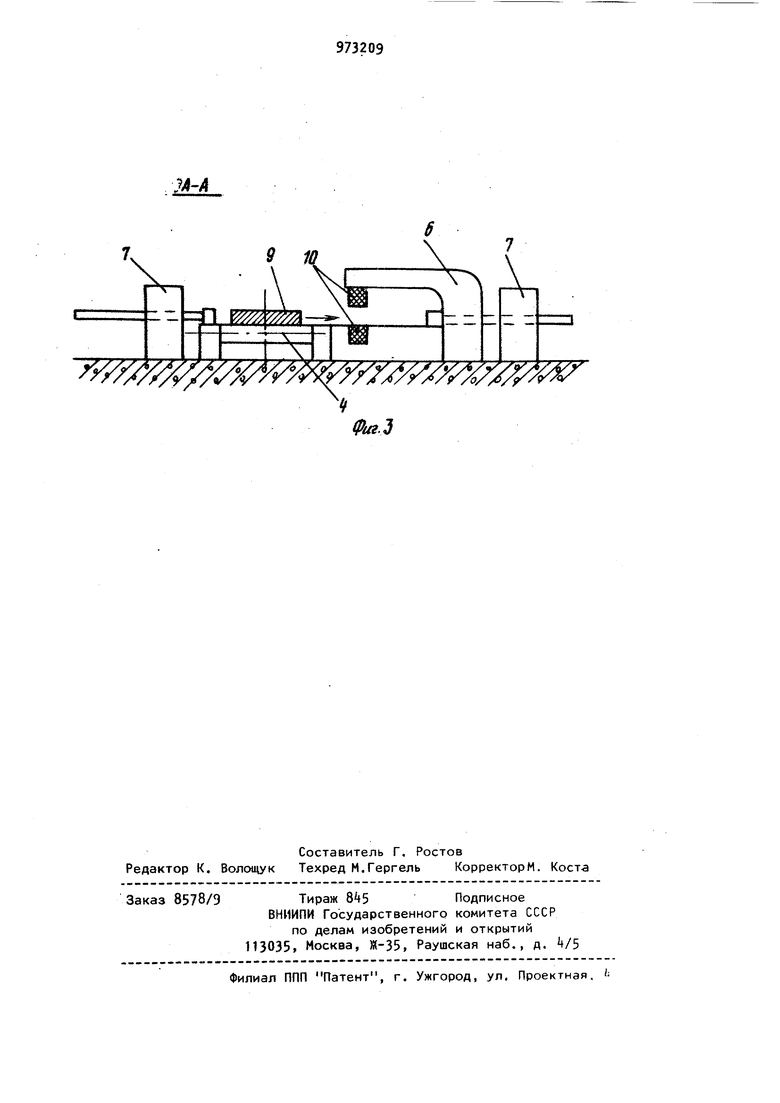
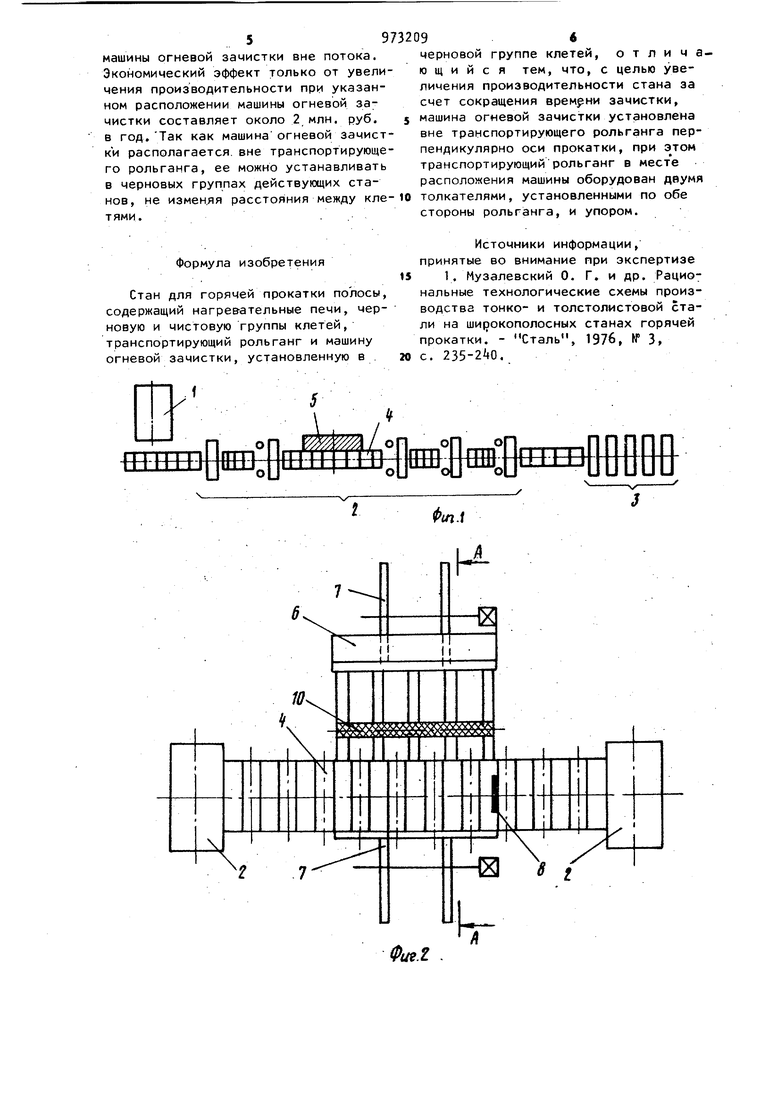
Изобретение относится к металлургии, в частности к листопрокатному производству, и может быть использовано при строительстве новых и реконструк ции действующих широкополосных станов горячей прокатки. Наиболее близким к изобретению яв ляется широкополосный стан, содержащий нагревательные печи, черновую и чистовую группы клетей, транспортирующий рольганг и машину огневой зачистки, установленную в черновой группе клетей. Работа известного стана осуществляется следующим образом: сляб, нагретый в одной из печей прокатывают в нескольких клетях черновой группы и после выхода из этих клетей транспортирующим рольгангом п дают к машине огневой зачистки. Пере машиной огневой зачистки скорость перемещения раската уменьшается до 0,25-0,75 м/с. На этой скорости и происходит зачистка поверхности мета ла. После выхода из машины огневой зачистки раскат поступает на дальнейшую прокатку в остальные черновые клети и чистовую группу клетей flj. Недостаток известного стана состоит в том, что машина огневой зачистки снижает производительность стана из-за большой длины раската (15-17 м) и низкой скорости зачистки. Цель изобретения - увеличение производительности стана за счет сокращения времени зачистки. Поставленная цель достигается тем, что в стане для горячей прокатки полосы, содержащем нагревательные печи, черновую и чистовую группы клетей, транспортирующий рольганг и машину огневой зачистки, установленную в черновой группе клетей, машина огневой зачистки установлена вне транспортирующего рольганга перпендикулярно оси прокатки, при этом транспортирующий рольганг в месте расположения машины дополнительно оборудован двумя толкателями, установленными по обе стороны рольганга, и упором, На фиг. 1 и 2 представлена схема расположения оборудования стана; на j фиг. 3 одна из возможных конструкций машины огневой зачистки, разрез А-А на фиг. 2. Стан для горячей прокатки полосы содержит (фиг. 1) нагревательные пе- to чи 1, черновую 2 и чистовую 3 группы клетей, транспортирующий рольганг. Ц и машину огневой зачистки 5 установленную в черновой группе клетей вне транспортирующего рольганга перпенди- D кулярно оси прокатки. Машина огневой зачистки выполнена в виде консольной балки 6, а с противоположных сторон транспортирующего рольганга k на участ/-ке расположения машины огневой за- 20 чистки установлены толкатели 7. При этом между роликами транспортирующего рольганга установлен опускающийся упор 8. Процесс прокатки на стане осущест- 2$ вляется следующим оГрдзом. Сляб 9 нагреваете-- в печи 1, прокатывается в части клетей черновой группы 2, поступает на транспортирующий рольганг , тормозится и остан.ав- Q ливается упором 8. Затем раскат перемещают перпендикулярно оси прокатки толкателем и подают в машину зачистки. Во время перемещения раската защищают его поверхность горелками 10. Зачищенный раскат возвращается в исходное положение толкателем, расположенным со стороны машины огневой зачистки. Упор 8 опускается, и раскат поступает на дальнейшую прокатку в остальные клети черновой группы 2 и чистовую группу клетей 3. Увеличение пропускной способности, черновой группы описываемого стана 45 поясняется на примере прокатки полосы 12x1680 мм из сляба х 1710 х X 10500 мм применительно к стану 2000 Новолипецкого металлургического завода.. - 50 После второй клети черновой группы длина раската составляет примерно 17 мТСкорость движения металла в машине огневой зачистки может изменяться 0,25- i55 0,75 м/с и зависит от глубины заиищаемого слоя. Исследованиями установлена скорость зачистки 0,4-0,5 м/с. Т маши выр где где где ным зач рем про где пол 3 с нос ста пус кон в п 10 про етс но еоретическая производительность ны -огневой зачистки определяется жением . д-ЭбОО- М и М -- масса сляба, т; 1ц - время цикла-зачистки, с; Ч Ч ЧоА+Ч+Ч+ п, t - время торможения раската, .2с;... - время подогрева поверхности металла до температуры воспламенения, 3с; t - время зачистки поверхности, с; t- - время возврата раската в исходное положение, с; t - время пауз между слябами, с. j 1 Ьэ---47-0:5- L - длина раската, 17м; V., - скорость зачистки О, м/с. Время пауз (t) принимается рав10 с. . огда. 1ц 2 + 3 t 42,5 + О + 10 57,5с 3600-го Q- 1680 Т/2 При-прокатке на описываемом стане истка раската происходит при пеещении его перпендикулярно оси катки.. Поэтому 8 - ширина раската, 1,71 м; V/3 - скорость, зачистки, 0,4 м/с. Время возврата раската в исходное ожение (1„) принимается равным . . . . Тогда tjj 2 + 3 + 5 + 3 + 10 23 с ЭбОб-30 -468О Т/О. Таким образом, пропускная способть черновой группы клетей данного йа возрастает по сравнению с прокной способностью стана известной струкции примерно на 150, С увеличением скорости прокатки оследней клети чистовой группы до м/с листов толщиной более 6 мм изводительность стана увеличивая (для данного сортамента) примерна 30 только за счет установки
машины огневой зачистки вне потока. Экономический эффект только от увеличения производительности при указанном расположении машины огневой заг чистки составляет около 2 млн. руб. в год.Так как машина огневой зачистки располагается, вне транспортирующего рольганга, ее можно устанавливать в черновых группах действующих станов, не изменяя расстояния между клетями..
Формула изобретения
Стан для горячей прокатки полосы, содержащий нагревательные печи, черновую и чистовую группы клетей, транспортирующий рольганг и машину огневой зачистки, установленную в .
черновой группе клетей, отличающийся тем, что, с целью увеличения производительности стана за счет сокращения времени зачистки, машина огневой зачистки установлена вне транспортирующего рольганга перпендикулярно оси прокатки, при этом транспортирующийрольганг в месте расположения машины оборудован двумя толкателями, установленными по обе стороны рольганга, и упором.
Источники информации, принятые во внимание при экспертизе
15 1. Музалевский 0. Г. и др. Рациональные технологические схемы производства тонко- и толстолистовой стали на широкополосных станах горячей прокатки. - Сталь, 1976, № 3,
20 с. 235-2 0.
