Изобретение относится к производству полосового проката на широкополосных станах горячей прокатки в черной металлургии.
Цель изобретения - повышение качества полосы путем устранения температурного клина по толщине раската.
Способ прокатки горячекатаных полос включает нагрев слитка, его прокатку на слябинге и последующую прокатку в черновой и чистовой клетях стана. Перед прокаткой на стане осуществляют кантовку сляба на 180 в вертикальной плоскости и одновре-. менно в горизонтальной плоскости.
Предлагаемый способ поворота сляба на 180° в горизонтальной плоскости позволяет на выходе из последней клети черновой группы клетей стана создать обратный температурный клин по длине подката, который ликвидируется на входе в чистовую труп- пу клетей стана, что позволяет получить равномерное распределение температуры по длине проката, тем самым повысить качество готовой полосы. Кантовка сляба на 180° в вертикальной плоскости позволяет при транспортировке сляба к первым клетям черновой группы выравнять перепад температур между верхней и нижней частями сляба.
Пример. На листопрокатном комплексе слябинг 1150 непрерывный широкополосовой стан 1700 при прокатке 22 полос толщиной 3,5 мм из стали Ст 08КП был осуществлен одновременный поворот шести слябов толщиной 195мм на 180° в горизонтальной плоскости в вертикальной плоскости.
Слитки указанной марки стали горячего посадка (температура посадка
t. ) гветств Нагретые слитки подавали на слябинг,
v - w ч, нагревали в колодцах в соответствии с принятой технологией.
где прокатывали на слябы толщиной 195 мм в соответствии с принятыми на слябинге режимами обжатий. Обработанные на машине огневой зачистки слябы поступали на ножницы, где удаляли донную и головную части в соответствии с принятой технологией. После порезки на ножницы слябы беэ задержек подавали на стан, а на шести слябах на участке между ножницами слябинга в первой методической печи стана осуществили одновременный поворот на 180 в горизонтальной и вертикальной плоскости.
При транспортировке сляба от слябинга к месту поворота интенсивно охлаждалась верхняя часть сляба, так как для нижней части рольганг выполнял роль экрана. После поворота сляба в вертикальной плоскости интенсивно охлаждается уже нижняя часть, а верхняя часть сляба экранируется роликами рольганга. Это ведет к выравниванию температур поверхности между верхней и нижней частями сляба, что позволяет исключить неравномерность вытяжек по высоте сляба, т.е. изгиб переднего конца раската вверх при прокатке в первых черновых клетях стана.
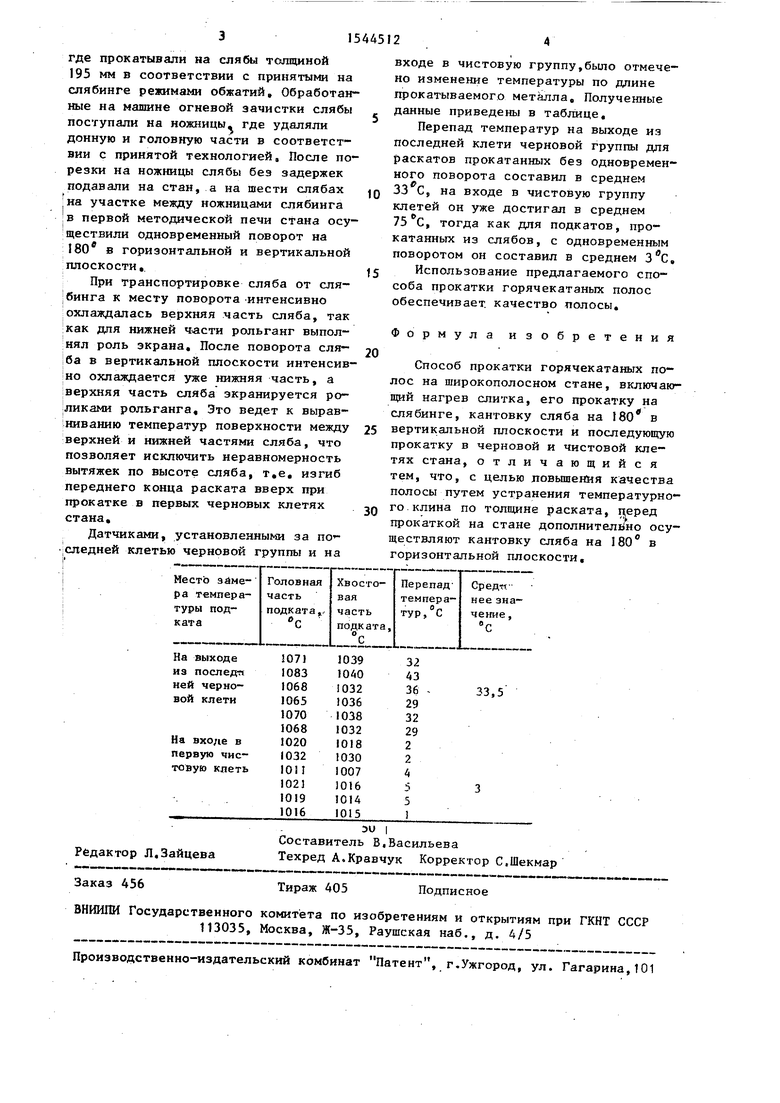
Датчиками, установленными за последней клетью черновой группы и на
входе в чистовую группу,было отмечено изменение температуры по длине прокатываемого металла. Полученные данные приведены в таблице.
Перепад температур на выходе из последней клети черновой группы для раскатов прокатанных беэ одновременного поворота составил в среднем
33 С, на входе в чистовую группу клетей он уже достигал в среднем 75°С, тогда как для подкатов, прокатанных из слябов, с одновременным поворотом он составил в среднем 3°С.
Использование предлагаемого способа прокатки горячекатаных полос обеспечивает качество полосы.
Формула изобретения
0
Способ прокатки горячекатаных полос на широкополосном стане, включающий нагрев слитка, его прокатку на слябинге, кантовку сляба на 180 в
5 вертикальной плоскости и последующую прокатку в черновой и чистовой клетях стана, отличающийся тем, что, с целью повышения качества полосы путем устранения температурно-
Q го клина по толщине раската, перед прокаткой на стане дополнительно осуществляют кантовку сляба на 180° в горизонтальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки полос | 1984 |
|
SU1176981A1 |
| Способ прокатки горячекатанныхпОлОС и лиСТОВОй КОМплЕКС гОРячЕйпРОКАТКи СТАли для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804014A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| СПОСОБ ШИРОКОПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ, СОДЕРЖАЩЕМ НЕПРЕРЫВНУЮ ПОДГРУППУ ИЗ ЧЕРНОВЫХ КЛЕТЕЙ | 2003 |
|
RU2235611C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
| Способ широкополосовой горячей черновой прокатки | 1987 |
|
SU1518036A1 |
| Способ транзитной прокатки полосы | 1990 |
|
SU1738395A1 |
| Способ горячей прокатки полос на широкополосовом стане | 1981 |
|
SU990351A1 |
Изобретение относится к производству полосового проката на широкополосовых станах горячей прокатки в черной металлургии. Цель изобретения - повышение качества полосы путем устранения температурного клина по толщине раската. Способ горячей прокатки полос включает нагрев слитка, его прокатку на слябинге и последующую прокатку на стане. Перед прокаткой на стане одновременно с поворотом сляба на 180 град. в горизонтальной плоскости осуществляют его поворот на 180 град. в вертикальной плоскости. 1 табл.
выходе последи черноклети
входе в вую чисую клеть
07) 1083 1068 1065 1070 1068 1020 1032 1011 102) 1019 1016
1039 10 АО 1032 1036 1038 1032 1018 1030 1007 1016 1014 1015
Редактор Л.Зайцева
DU |
Составитель В.Васильева
Техред А.Кравчук Корректор С.Шекмар
Заказ 456
Тираж 405
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
33,5
Подписное
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки толстых листов | 1979 |
|
SU891185A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
