Изобретение относится к мапшно.строению, преимущественно к приборострюению и может быть использовано в сборочных процессах.
Известно устройство поштучной выдачи тонких деталей, содержащее наклонный лоток с выполненным в нем трафаретным отверстием, отводной лоток , расположенный под подающим лотком,и отсекатвль 1.
Недостатком данного устройства является то, что детали ,выдёиотся из вибробункера в. наклонном положении, что усложняет конструкцию манипулятора для забора деталей с отводного лотка. Переориентация деталей с наклонного положения в горизонтальное на наклонном отводном лотке ненадежна из-за малой высоты подаваемой детали.
Целью изобретения является повышение надежности ориентации деталей в горизонтальной плоскости.
Эта цель достигается тем, что в предложенном устройстве отводной ло-v ток установлен горизонтально, а отсекатель выполнен в виде вертикально установленного .ножа, передний т.орец которого по ходу, движения деталей расположен заподлицо с образующей
трафаретного отверстия, а нижний горизонтальный торец образует с отводным лотком канал для поштучной 5 ;Подачи деталей.
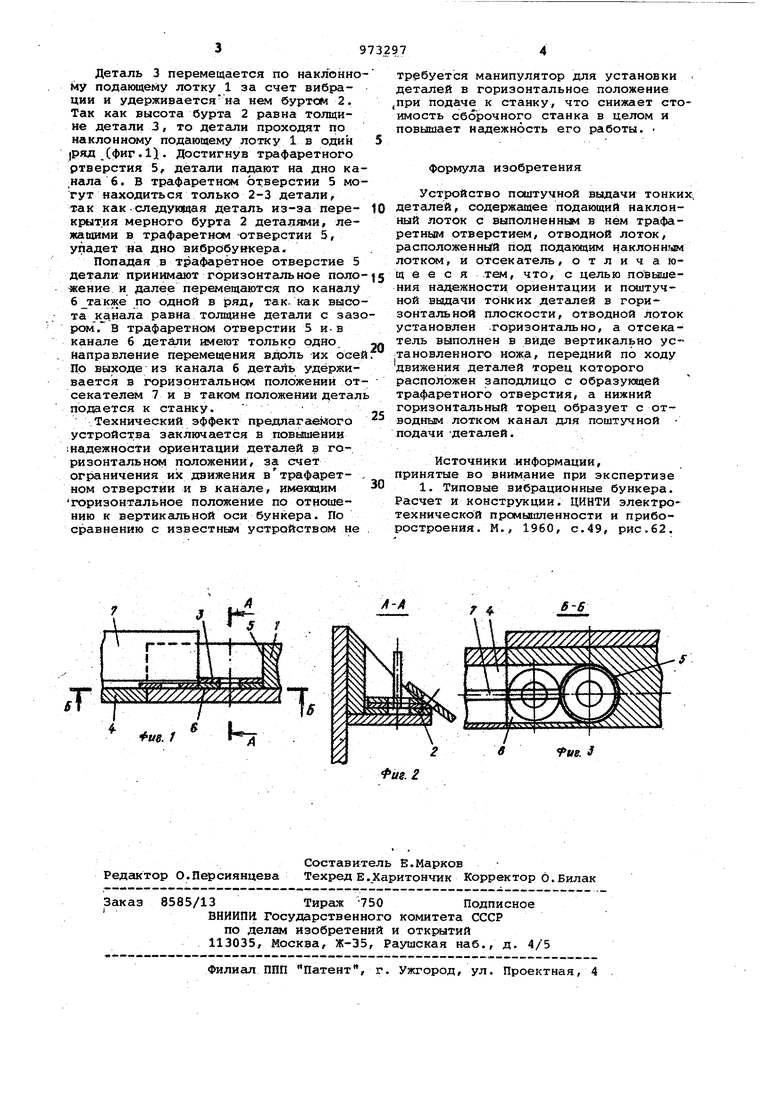
На фиг. 1 показано устройство поштучной выдачи тонких деталей, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез В-Б на фиг.1.
10
Устройство состоит из наклонного подакяцего лотка 1 с мерный буртом 2, с высотой равной толщине подаваемой детсши 3, и отводного лотка 4. В наклонном подающем лотке 1 перпенди15кулярно отводному лотку 4 выполнено трафаретное отверстие 5, стеики которого имеют разную высоту. На отводном лотке 4 выполнен канал 6, сообщающийся с трафаретным отверстиях 5
20 причем ширина их равна. На отводном лотке 4 вдоль канала б закреплен отсекатель 7, выполненный в виде ножа и установленный одной вертикальной своей стороной заподлицо с образую25щей трафаретного отверстия 5,а с нижней поверхностью канала 6.образующий зазор, необходимый для свободного прохода через него подаваемой детали. Устройство работает следующим j3a3OM . Деталь 3 перемещается по наклонно му подающему лотку 1 за счет вибрации и удерживаетсяна нем &уртсм 2. Так как высота бурта 2 равна толщине детали 3, то детали проходят по наклонному подающему лотку 1 в один |Ряд (фиг.11. Достигнув трафаретного ртверстия 5, детали падают на дно ка ,нала 6. В трафаретном отверстии 5 мо гут находиться только 2-3 детали, так какследуквдаз деталь из-за перекрытия мерного бурта 2 деталями, лежащими в трафаретном -отверстии 5, упадет на дно вибробункера. Попадая в трафаретное отверстие 5 детали принимают горизонт ешьнее поло жение и далее перемещаются по каналу б также по одной в ряд, так. как высо та к анала равна толщине детали с заз ромГ В трафаретном отверстии 5 и- в канале б детали имеют только одно направление перемещения вдоль их осе По выходе из канала 6 детайь Удерживается в горизонтальном положений от секателем 7 и в таком положении детал подается к станку. Технический эффект предлагаемого устройства заключается в повшиении ; надежности ориентации деталей в горизонтальном положений, за счет ограничения их движения втрафаретном отверстии и в канале, имеющим горизонтальное положение по отношению к вертикальной оси бункера. По сравнению с известньам устройством не требуется манипулятор для установки деталей в горизонтальное положение ,при подаче к станку, что снижает стоимость сборочного станка в целом и повышает надежность его работы. формула изобретения Устройство поштучной выдачи тонких деталей, содержащее подающий наклонный лоток с выполненным в нем трафаретныгл отверстием, отводной лоток, расположенный под подающим наклоннт ам лотком, и отсекатель, отличающееся .тем, что, с целью повышения надежности ориентации и псяитучной выдачи тонких деталей в горизонтальнЬй плоскости, отводной лоток установлен горизонтально, а отсекатель выполнен в виде вертикально ус-тановленного ножа, передний по ходу движения деталей торец которого расположен заподлицо с образующей трафаретного отверстия, а нижний горизонтальный торец образует с отводным лотксм канал для поштучной подачи -деталей. Источники информации, принятые во внимание при экспертизе 1. Типовые вибрационные бункера. Расчет и конструкции. ЦИНТИ электротехнической прсмьлапенности и приборостроения. М., I960, с.49, рис.62.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи цилиндрических деталей | 1980 |
|
SU963801A1 |
| Устройство для ориентированной подачи плоских продолговатых деталей с отверстием у одного из концов | 1985 |
|
SU1261147A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1337244A1 |
| Механизм для поштучной выдачи шайб | 1981 |
|
SU1000211A1 |
| Гайконарезной автомат | 1987 |
|
SU1540969A1 |
| Устройство для поштучной выдачи деталей с их переориентацией | 1980 |
|
SU984804A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ РАДИОЭЛЕМЕНТОВ С ПАРАЛЛЕЛЬНЫМИ ВЫВОДАМИ | 1972 |
|
SU347965A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Устройство для ориентации деталей | 1976 |
|
SU571362A1 |
fue. i
