эо :л
б: со Изобретение относится к технологии изготовления крупных электрических машин и может быть использовано в электротехнической промышленности. Известен многоциклический (динамический) способ прессованияопакета магнитопровода, заключающийся в периодическом следующем друг за другом приложении усилий пресса 1. Согласно этому способу путем циклических ударов пневматическим молотом осаживают пластины активной стали, нашихтованные на вал. При этом значительно повышается монолитность сердечника ротора, так как известно что коэффициент трения, а следовательно, силы сопротивления, возникающие при движении относительно друг Друга соприкасающихся пластин тем, значительно меньше, чем в начальньй момент движения. Поэтому при многоциклической прессовке силы сопротивления, действующие между .плоскостями, прилегающих друг к другу пластин, и между валом ротора и соприкасающимся с ним пакетом значительно меньше, чем при одноциклической прессовке, в связи с чем при одном и том же давлении пресса монолитность пакета сердечни ка достигается более высокой. Недостатком известного многоцикли ческого способа является отсутствие объективного метода контроля для оценки плотности прессовки и момента ее окончания. В связи с этим способ не может обеспечить одинаковую плотность шихтованных пакетов магнитопро водов при использовании активной ста ли из различных партий рулонной стал Так, в случае применения пластин с гладким профилем и отсутствия сил сопротивления меаду пакетом и ребрами (зазор увеличен) сердечник получается более монолитным и плотным, чем при изготовлении магнитопровода из пластин с неровным профилем и уменьшенном (или отсутствием) зазоро меяиу ребрами и кердечником. Кроме того, при ударном приложении усилий пресса при наличии неровного профиля пластин удельное давление распреде ляется неравномерно по плоскости. На выпуклых участках оно превосходит допустимое значение прочности лаковой пленки и она вытекает, что вызывает местные короткие замыкания в магнитопроводе. Наиболее близким к предлагаемому является способ прессовки пакетов магнитопроводов крупных электрических магаин, согласно которому магнитопровод шихтуют и прессуют по частям. После нашихтовки каждой части пакета длиной 400-500 мм производят опрессовку его в течение одного цикла, т.е. к нему однократно прикладывают усилие пресса, выдерживают в течение 1-2 ч, затем снижают до 0. Первую прессовку обычно производят после нашихтовки пакета длиной 500700 мм. Последующие прессовки осуществляют после нашихтовки каждых 400-500 мм общей длины пакета. При первой прессовке давление пресса составляет 5 МПа. При последукяцих прессовках давление пресса увеличивают на 0,1 МПа. Последцюю прессовку производят в течение 8-10 ч при постоянном давлении пресса 6,5 МПа. После каждой прессовки измеряют длину пакета,по которой судят о качестве заполнения магнитопровода сталью, т.е. если длина пакета меньше заданного размера, то добавляют расчетное количество жестей, а если больше, то убавляют С23. Однако известный статический способ прессовки имеет недостатки, снижанхцие качество изготавливаемых магнитопроводов, так как рулонная сталь, 1В силу несовершенства технологического процесса прокатки листа, имеет неровный, .профиль из-за наличия местных вогнутостей и вьтуклостей. При шихтовке магнитопроводов из пластин этой стали образуется волна по поверхности пакета, вследствие чего пакет пружинит, т.е. Лести под действием сил упругости стремятся подняться (явление отдачи). Кроме того, если меяду пластинами и ребрами корпуса отсутствует зазор или величина его мала, то большая часть пластин контактирует своими посадочными местами с ребрами, из-за чего возникают значительные начальные силы трения. В связи с этим при одноциклическом (статическом) прессовании магнитопровода пластины плохо осаживаются и зависают на ребрах, а также отсутствует возможность достоверного определения момента окончания прессовки, так как измерение длины нашихтованной части магнитопровода после снятия давления пресса не дает информации
о фактической массе активной стали,размещенной в нем. При наличии неровного профиля и зависания пластин на ребрах заполнение магнитопровода активной сталью может быть на 10-20% хуже, чем при их отсутствии. Вследствие этого изготовленный магнитопровод, например сердечник статора турбогенератора, имеет недостаточную плотность пакета активной стали, что ухудшает электрические и вибрационные характеристики статора.
Цель изобретения - повышение качества изготавливаемых магнитопроводов.
Поставленная цель достигается тем, что согласно способу прессовки магнитопровода электрической машины, заключайщемуся в прессовке каждой нашихтованной части пакета в течение цикла, при котором производят подъем до расчетного давления пресса, вьщержку при этом давлении и снятие давления пресса, измерении длины части пакета после каждой прессовки, прессовку каждой нашихтованной части пакета осзтдествляют несколькими группами циклов при одинаковом времени каждого цикла в группе и уменьшении его в каждой последующей группе циклов прессовки, 9 измерение длины нашихтованной части пакета производят после окончания каждой группы циклов, прессовку прекращают, если длина нашихтованной части пакета не изменяется.
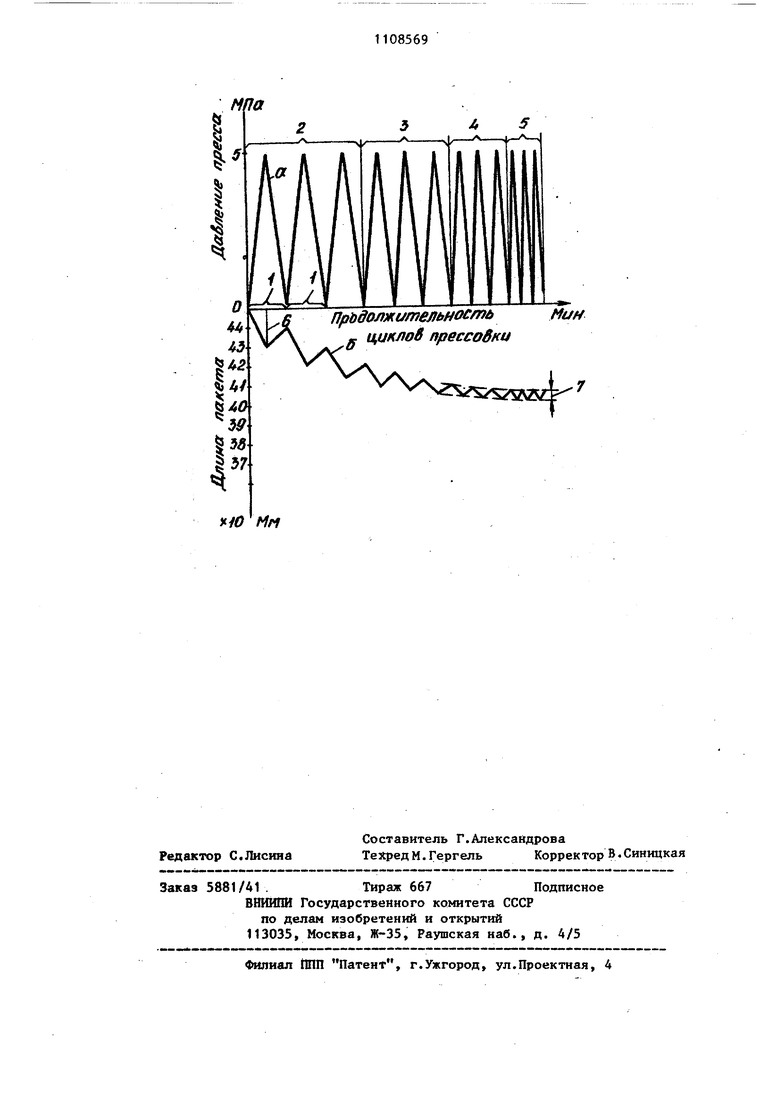
На чертеже изображены графики, поясняющие предлагаемый способ прессовки магнитопровода, где линия а группы циклических прессовок; линия сГ- изменение длины прессуемого пакета при приложении и снятии давления пресса соответственно группам циклов 1 - один цикл, включакяций время подъема давления пресса до заданной величины и снятия до О, группы 25 прессовок, каждая из которых состоит из трех циклов, причем в группах 3-5 длительность цикла соответственно уменьшают по мере повмпения плотности пакета, величина 6 отдачи после первого цикла первой группы, постоянная величина 7 отдачи в конце прессовки после снятия давления пресса.
В корпусе статора, установленном вертикально на планшайбе пресса, шитуют первые восемь пакетов (каждый из которых имеет длину 50 мм) из платин активнойстали толщиной по 0,5мм
Первую .прессовку осуществляют четьфьмя группами усилий пресса (поз. 2-5) при постоянном давлении, равном 5 МПа. Для каждой серии машин, количество циклов в каждой группе и количество групп подбирается опытным путем при шихтовке головного образца Каждая группа состоит не менее чем из трех циклов, так как при меньшем количестве циклов положительный результат не достигается вследствие того, что осадка пластин происходит не до конца, а при количестве циклов более пяти эффект прессования не улучшается.
.Длительность цикла устанавливают путем регулирования расхода масла через поршень пресса. При увеличении расхода масла длительность цикла сокращается и, наоборот, при уменьшении расхода - увеличивается. Если в процессе прессовки величина отдачи не изменяется в конце четвертого цикла и не-превьшает допустимую величину, прессовку прекращают и переходят к шихтовке следукмцей части магнитопровода.
Вторая прессовка осуществляется после нашихтовки одиннадцати пакетов и так далее.
В каждой группе время цикла не меняется из-за того, что шихтованный сердечник представляет собой слоисто тело, осевая плотность которого увеличивается в процессе многоциклической (динамической) прессовки, в связи с чем скорость прохождения волны напряжения, возникающей от давления пресса, существенно увеличивается по мере уплотнения сердечника, а длительность цикла уменьшается.
Сердечник турбогенератора, запрессованный согласно предлагаемому многоциклическому (динамическому) способу имеет более высокую надежность, чем запрессованный по одноциклическому (статическому) способу, вследствие высокой монолитности и виброустойчивости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диагностики прессовки шихтованного сердечника магнитопровода | 1980 |
|
SU955383A1 |
| Способ запресовки сердечника в корпусе статора электрической машины | 1980 |
|
SU884045A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2011266C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1973 |
|
SU387483A1 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| Цилиндрический линейный индукционный насос | 2020 |
|
RU2766431C2 |
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА ТУРБОГЕНЕРАТОРА | 1970 |
|
SU271629A1 |
| Статор электрической машины | 1975 |
|
SU544042A1 |
| Статор электрической машины | 1990 |
|
SU1737627A1 |
СПОСОБ ПРЕССОВКИ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, заключающийся в прессовке каждой нашихтованной части пакета в течение цикла, при котором производят подъем до расчетного давления пресса, вьщержку при этом давлении и снятие давления пресса, измерении длины части пакета после каждой прессовки, отличающийся тем, что, с целью повышения качества изготавливаемых магнитопроводов машин, прессовку каждой ншиихтованной части пакета осуществляют несколькими группами циклов при одинаковом времени каждого цикла в группе и уменьшении его в каждой последующей группе циклов прессовки, а измерение длины нашихтованной части пакета производят после окончания каждой группы циклов, прес(Л совку прекращают, если длина нашихтованной части пакета не изменяется. с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ОПА № 3650022, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зунделевич М.И | |||
| и др | |||
| Технология крупного электромашиностроения.Гидрогенераторы | |||
| Т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| . | |||
