Изобретение относится к мясной промшоленности, в частности к производству нитей „из кишечного сырья кетгута, теннистых и музыкальных струн i
Известен способ сушки нитей из кишечного сырья, предусматривающий скручивание нити, навеску, поэтапную сушку с натяжением и съем
Недостатком известного способа является то, что он не обеспечивает высокого качества; готового изделия, характеризующегося монолитностью структуры материала. Кроме того, способ длителен (продолжительность его составляет 160-180 ч) и требует значительных затрат ручного труда.
Это объясняется тем, что при данном способе сушки температурно-влажностный режим изменяют дискретно, а натяжение производят периодически. Натяжения нити добиваются путем ее скручивания, причем из-за реологических свойств нити за натяжением следует релаксация напряжений. Эту операцию повторяют до тех пор, пока нить в конце процесса сушки не приобретет упругих свойств. Докручивания проводят на основании органолептических данных (по показателям
туго или слабо натянута нить) .
Нарушения монолитности при указанных условиях возникают из-за того, что скорость миграции влаги на 1 этапе сушки и в переходные между 11 и III, III и IV этапами перио.ды меньше скорости удаления влаги с поверхности материала (пересуши10вание наружного слоя нити). В свою очередь, каждое докручивание в процессе сушки способствует возникновению сдвига элементарных ламелей, из которых состоит каждая комплекс15ная нить, относительно друг друга в направлении касательных к окружности сечения нити, что также нарушает монолитность структуры нити в процессе уплотнения и упрочнения,
20 при естественной конвекции в помещении, где производят сушку нити, создаются зоны с различньми температурно-влажностными параметрами, минимальное и максимальное значение
25 которых достигают значительных пределов (24-30С) результатом нестабильности является то, что каждая нить в отдельности и даже на протяжении своей длины находится в раз 30 личных условиях обработки и, как
следствие, приобретает в конце процесса суигки неодинаковое по длине (и в каждой нити) конечное влагосодержание, Совокупность необоснованных изменений температурновлажностного режима, периодических натяжений нити и сушки в неуправляемом потоке паровоздушной среды приводит к невозможности получить монолитную структуру нити с высокими качественными показателями.
Причем сушка по известному способу содержит периоды времени, когда влагоотдача материалом происходит замедленно, что значительно удлиняет продолжительность процесса. По действующей технологической инструкции на последнем этапе сушки и влажность и температура среды могут допустимо колебаться в широких пределах, в то время, как конечное влагссодержание всех струн должно быть в довольно .узких пределах. В связи с этим последний этап сушки растянут во времени в расчете на то, что в отведенное время все струны в партии высохнут до требуемого влагосодержания. Таким образом, установленная длительность этого этапа фактически является страховочным элементом известной технологии. На 1У этапе сушки, также как и на предыдущих, проводят докручивания струн по мере их ослабления. Прекращение ослабления струн свидетельствует об окончании сушки, хотя не указывает на конечное влагосодержаниё, что требует дополнительного контроля качества. Значительные затраты труда объясняются тем, что для каждого докручивания нить вручную перевегаивают: с носителя на крутильноеустройство, а после скручивания - с крутильного устройства на носитель.
Известна установка для осуществления известного способа, включающая сушильную камеру, установленные в ней носитель с крючками для навески нитей и кондиционер I.
Недостатки установки для сушки заключаются в том, что для осуществления температурно-влажностного режима, она снабжена нагревательными устройствами, которые требуют ручного управления. Контроль температурновлажностного режима осуществляют в одной точке объема сушильной камеры, в результате чего не представляется возможным судить о реальных условиях сушки нити. Причем нагревательные элементы (радиаторы) создают в камере условия естественной конвекции паровоздушной среды, что заведомо не обеспечивает равномерности распределения температурно-влажностных полей по общему камеры, а вследствие , этого не обеспечивает высокое качество струн. Жесткое размещение
колков на раме обусловливает постоянство длины нити в процессе сушки, что приводит к необходимости производить многократные докручивания нити для создания усилия натяжения, причем докручивание проводят и контролируют по органолептическим данным, что в свою очередь приводит к значительному разбросу качественных показателей готовых изделий.
Целью изобретения является сокращение длительности процесса и улучшение качества готового изделия путе обеспечения монолитности структуры нити.
Поставленная цель достигается тем, что согласно способу, предусматривающему скручивание нити, навеску поэтапную сушку с натяжением и съем скручивание нити ведут в один прием до конечной величины крутки, а сушку ведут паровоздушной средой в турбулентном режиме, подачу паровоздушной среды осуществляют в направлении, перпендикулярном продольной оси нити, со скоростью 0,01-0,03 м/с, при этом на первом этапе сушки постоянно поддерживают температуру среды 18-20°С и относительную влажность среды 95-97% до достижения влагосодержания в нити 45-42%, на втором этапе температуру среды постоянно повышают от 18-20 до 29-31°Са относительную влажность среды понижают с 97-95 до 51-49% до достижения влагосодержания в нити 15-17% на третьем этапе постоянно поддерживают температуру среды 31-29°с, а относительную влажность среды 4951% до достижения влагосодержания в нити 15%, натяжение нити обеспечивают равным 0,4-0,6 величины разрывного усилия нити.
Навеска нити, предварительно скрученной до заданной конечной величины крутки, устраняет необходимость проведения дополнительных докручиваний, каждое из которых связано с операциями съема и навески, т.е. устраняет нерациональные затраты труда. Обработка нити при постоянной скорости среды сокращает количество регулируемых параметров процесса сушки, причем скорость 0,01-0,03 м/с обеспечивает требуемый съем влаги с поверхности нити, соответствующий скорости миграции влаги от центра к периферии нити. При большей скорости среды поверхностные слои нити недопустимо обезвоживаются (пересушиваются), при меньшей скорости продолжительность процесса значительно удлиняется.
Сушка в три этапа позволяет создать оптимальный управляемый потенциал влагоудаления, обеспечивающий при минимальных затратах времени и оптимальных .затратах энергии монолитность структуры материала, т.е. высокое качество нити. На I этапе сушки, когда в сырье -при его температуре 16-18°С содержится значительное количество влаги (до 80%) и когда в основном удаляется свободная, осмотическая, влага, во избежание опережающего обезвоживания поверхностных слоев нити, что впоследствии препятствует естественной поперечной деформации (уплотнению) .материала, необходимо, чтобы тем- . пературно-влажностный перепад между поверхностью материала и средой был минимален, для чего необходима и достаточна температура среды 1820°С при относительной влажности 95-97%. На II этапе удаляют, в основном, влагу микро- и макрох-апилляров и адсорбционно-связанную влагу, причем по мере сокращения влагосодержания в нити температуру среды повышают от 18-20 до 29-31°С при одновременном понижении относительной влажности от 95-97 до 49-51% для обеспечения оптимального влаго.удаления.
Если температуру среды снижать, а относительную влажность повышать против указанных, то процесс сушки замедляется, если температуру среды повышать, а относительную влажность понижать против указанных, то пересушивается поверхностный слой нити. Первое неприемлемо ввиду нерациональности, а второе недопустимо, та как ухудшает качество издели я в связи с нарушением монолитности материала. Монолитность же нарушается вследствие возникновения микротрещи под действием напряжений, возникающих в неравномерно высушиваемом материале .
На III этапе, в основном, удаляют адсорбционно-связанную влагу до добтижения материалом равновесного с паровоздушной средой влагосодержания при постоянной температуре среды 29-31°С и относительной влажности 49-51%. Монолитность структуры материала достигается одновременным удалением, влаги и воздействием поперечных сил сжатия нити. При удалении влаги площадь поперечного сечения Лс1мелей сокращается, а поперечные силы сжимают их в монолитную нить. Так как на определенном периоде сушки лг1мели становятся клейкими, то поперечные силы.способствуют их склеиванию между собой. Поперечные силы создают путем натяжения нити, которой в процессе предварительного скручивания придана винтовая структура. Нить натягивают при изменяющейся длине в течение всего процесса сушки с усилием, составляющим в.каждый момент 2/5-3/5 ее,разрывного усилия. При большем усилии натяжения возникает опасность обрыва отдельных ламелей нити, поскольку исходное биологическое сырье имеет значительные расхождения в механической прочности и, кроме того, в предварительно скрученной нити ламели размещаются неоднообразно, вследствие чего при сушке они могут испытывать различные нагрузки. При
0 меньшем усилии натяжения силы сжатия оказываются недостаточными для образования монолитной структуры. Предлагаемый способ характеризуется следующей технологической схемой:
а)навеска предварительно скру5ченной нити;
б)сушка по 1 этапу под натяже|нием при постоянной температуре среды 18-20°С и постоянной относительной влажности среды 95-97% до влаго0содержания нити 42-45%,
в)сушка по II этапу под натяжением при непрерывно повышающейся температуре среды от 18-20 и 29-31С и непрерывно понижающейся относи5тельной влажности среды от 95-97
до 49-51% до влагосодержания нити 15-17%;
г)сушка по III этапу под натяжением при постоянной температуре
0 среды 29-31°С и постоянной относительной влажности среды 49-51% до равновесного влагосодержания нити не Bbuje 15%;
д)съем высушенной нити.
5
Способ осуществляется установкой, включающей сушильную камеру, установленный в ней носитель с крючками для навески нитей, и кондиционер, приспособление для натяжения нити,
0 соединенное с носителем посредством гибкой связи, последняя снабжена противовесом, при этом в камеру установлены приточные и вытяжные воздуховоды с распределительными решетками и программные устройства для
5 регулирования и поддержания температуры и относительной влажности среды, связанные с кондиционером.
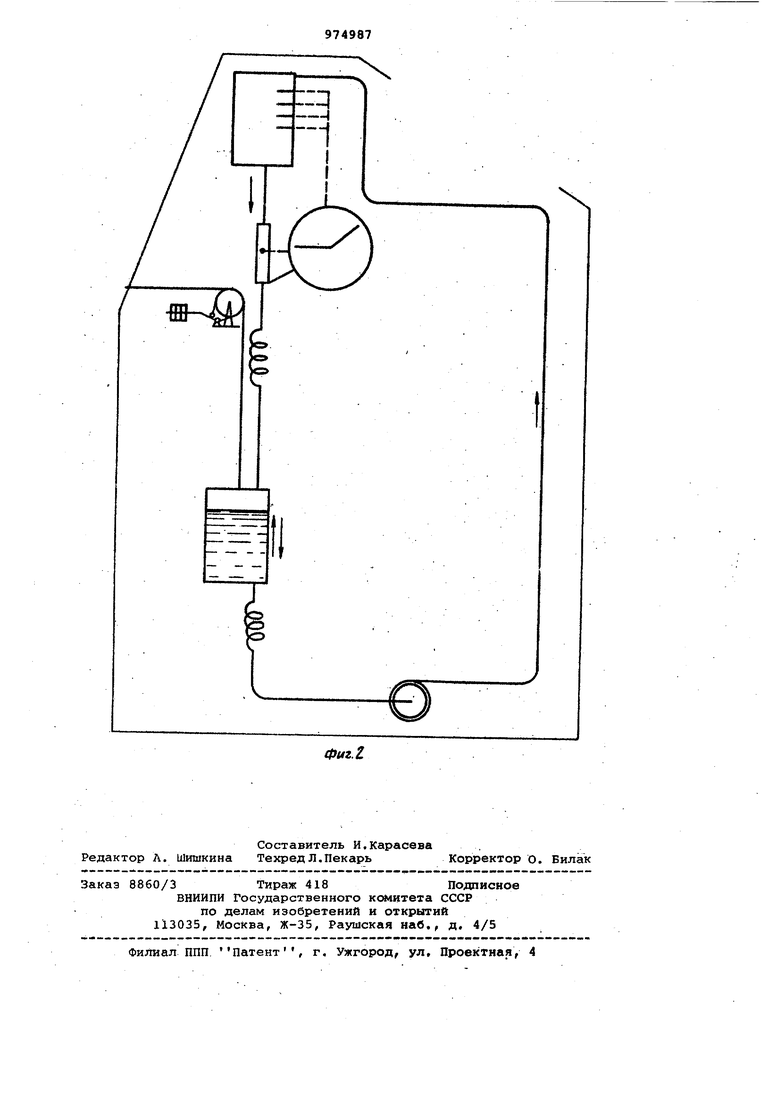
Причем приспособление для натяжения нити имеет подвижную емкость и
0 аккумулятор рабочего тела, последний связан с емкостью посредством задатчика скорости перетекания рабочего тела и сигнализатора уровня рабочего тела.
5
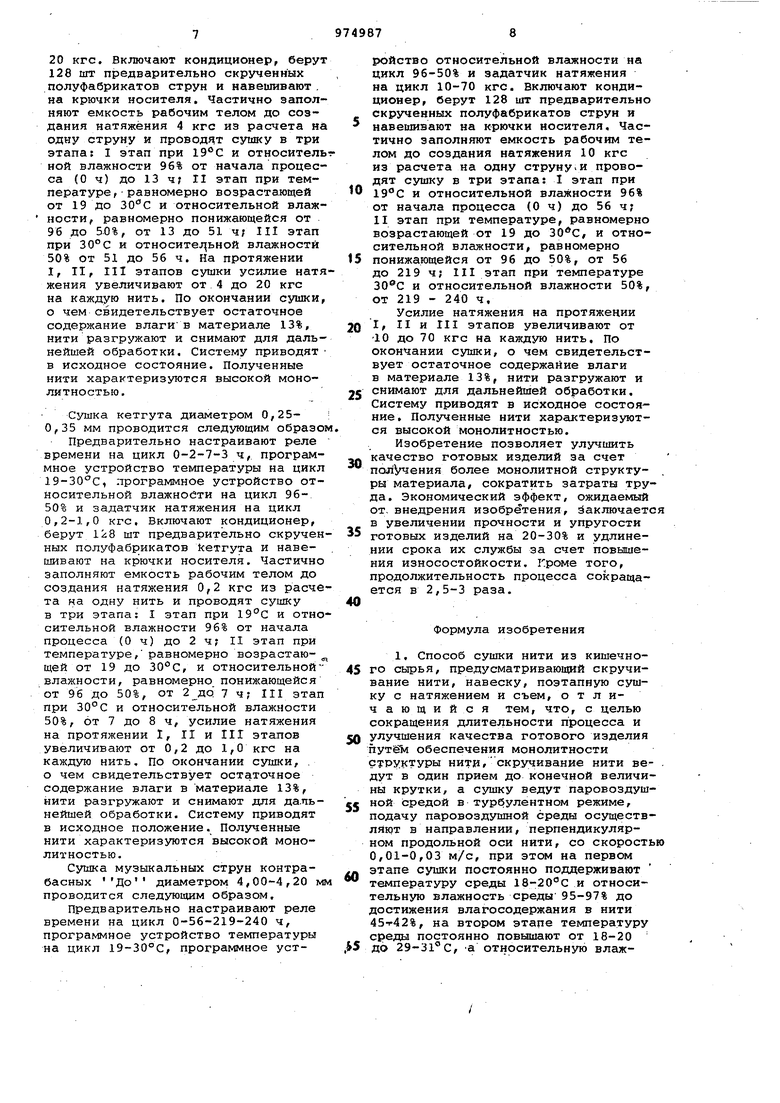
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 устройство для натяжения.
В камере 1 размещены приточная 2 и вытяжная 3 газораспределительные
0 решетки. Приточный и вытяжной воздуховоды (не обозначены) соединены кондиционером 4. Вне камеры установлено программное устройство относительной влажности на цикл 96-50%
5 и задатчик натяжения на цикл 420 кгс. Включают кондиционер, беру 128 шт предварительно скрученных полуфабрикатов струн и навешивают, на крючки носителя. Частично запол няют емкость рабочим телом до создания натяжения 4 кгс из расчета н одну струну и проводг т сушку в три этапа: I этап при и относител ной влажности 96% от начала процес са (О ч) до 13 ч; II этап при температуре, равномерно возрастающей от 19 до и относительной влаж ности, равномерно понижающейся от 96 до 50%, от 13 до 51 ч; III этап при 30° С и относитед ьной влажности 50% от 51 до 56 ч. На протяжении 1, II, III этапов сушки усилие нат жения увеличивают от 4 до 20 кгс на каждую нить. По окончании сушки о чем свидетельствует остаточное содержание влагив материале 13%, нити разгружают и снимают для даль нейшей обработки. Систему приводят в исходное состояние. Полученные нити характеризуются высокой монолитностью. Сушка кетгута диаметром 0,250,35 мм проводится следующим образо Предварительно настраивают реле времени на цикл 0-2-7-3 ч, программное устройство температуры на цикл 19-30с, программное устройство относительной влажноети на цикл 9650% и задатчик натяжения на цикл 0,2-1,0 кгс. Включают кондиционер, берут 128 шт предварительно скручен ных полуфабрикатов Кетгута и навешивают на крючки носителя. Частично заполняют емкость рабочим телом до создания натяжения 0,2 кгс из расче та на одну нить и проводят сушку в три этапа: I этап при 19°С и отно сительной влажности 96% от начала процесса (О ч) до 2 ч II этап при температуре, равномерно возрастающей от 19 до , и относительной влажности, равномерно понижающейся от 96 до 50%, от 7 ч; III этап при 30°С и относительной влажности 50%, от 7 до 8 ч, усилие натяжения на протяжении 1, II и ИГ этапов увеличивают от 0,2 до 1,0 кгс на каждую нить. По окончании сушки, . о чем свидетельствует остаточное содержание влаги в материале 13%, нити разгружают и снимают для дальнейшей обработки. Систему приводят в исходное положение, Полученные нити характеризуются высокой монолитностью. Сушка музыкальных струн контрабасных До диаметром 4,00-4,20 м проводится следующим образом. Предварительно настраивают реле времени на цикл 0-56-219-240 ч, программное устройство температуры на цикл 19-30°с, программное устройство относительной влажности на цикл 96-50% и задатчик натяжения на цикл 10-70 кгс. Включают кондиционер, берут 128 шт предварительно скрученных полуфабрикатов струн и навешивают на крючки носителя. Частично заполняют емкость рабочим телом до создания натяжения 10 кгс из расчета на одну струнуvИ проводят сушку в три этапа: I этап при igOQ у1 относительной влажности 96% от начала процесса (О ч) до 56 ч II этап при температуре, равномерно возрастающей от 19 до , и относительной влажности, равномерно понижающейся от 96 до 50%, от 56 до 219 ч; III этап при температуре и относительной влажности 50%, от 219 - 240 ч. Усилие натяжения на протяжении If II и III этапов увеличивают от 10 до 70 кгс на каждую нить. По окончании сушки, о чем свидетельствует остаточное содержание влаги в материале 13%, нити разгружают и снимают для дальнейшей обработки. Систему приводят в исходное состояние. Полученные нити характеризуются высокой монолитностью. Изобретение позволяет улучшить качество готовых изделий за счет получения более монолитной структуры материала, сократить затраты труда. Экономический эффект, ожидаемый от, внедрения изобретения, Заключается в увеличении прочности и упругости готовых изделий на 20-30% и удлинении срока их службы за счет повышения износостойкости. Кроме того, продолжительность процесса сокращается в 2,5-3 раза. Формула изобретения 1, Способ сушки нити из кишечного сырья, предусматривающий скручивание нити, навеску, поэтапную сушку с натяжением и съем, отличающийся тем, что, с целью сокращения длительности процесса и улучшения качества готового изделия пугём обеспечения монолитности структуры нити скручивание нити ве- . дут в один прием до конечной величины крутки, а сушку ведут паровоздуш ° средой в турбулентном режиме, подачу паровоздушной среды осуществляют в направлении, перпендикулярном продольной оси нити, со скоростью 0,01-0,03 м/с, при этом на первом этапе сушки постоянно поддерживают температуру среды 18-2О С и относительную влажность среды 95-97% до достижения влагосодержания в нити 45-г42%, на втором этапе температуру среды постоянно повышают от 18-20 до 29-31°С, а относительную влажность среды понижают с 97-95 до 51-49% до достижения влагосодержани в нити 15-17%, температуру среды на третьем этапе постоянно- поддерживают 31-29°С, а относительную влажность среды-49-51% до достижени 1влагосодержания нити, не превышающе 15%, а натяжение нити обеспечивают равным 0,4-0,6 величины разрывного усилия нити. 2, Установка для сушки нити из кишечного сырья, включающая сушильную кеалеру, установленные в ней носитель с крючками для навески нитей и кондиционер, отличающаяся тем, что, с целью сокращения длительности процесса и улучшения качества готового изделия. путем обеспечения монолитности структуры нити, она снабжена приспособлением для натяжения нити, сое диненном с носителем посредством гибкой связи, а последняя снабжена противовесом, при этом в кгшере установлены приточные и вытяжные воздуховоды с распределительными решетками и программные устройства для регулирования и поддержания температуры и относительной влажности среды, связанные с кондиционером . 3. Установка по п. 2, о т л ичающаяся тем, что приспособление для натяжения нити имеет подвижную емкость и аккумулятор рабочего тела, последний связан с емкостью посредством задатчика скорости перетекания рабочего тела и сигналидатора уровня рабочего тела. Источники информации, принятые во внимание при экспертизе 1. Инструкция по выработке теннисных кишечных струн. Минмясомолпром СССР, 1973, с. 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения нити из кишечного сырья и устройство для его осуществления | 1980 |
|
SU884655A1 |
| Способ получения торфяного субстрата для выращивания растений | 1988 |
|
SU1510782A1 |
| МНОГОСЕКЦИОННАЯ СУШИЛКА | 1998 |
|
RU2137380C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ВЫСОКОМОДУЛЬНЫХ АРАМИДНЫХ НИТЕЙ (ВАРИАНТЫ) | 2011 |
|
RU2478143C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ВЫСОКОМОДУЛЬНЫХ АРАМИДНЫХ НИТЕЙ | 2013 |
|
RU2531822C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФРАКЦИОННОГО СОСТАВА ВЛАГИ В МАТЕРИАЛАХ | 2005 |
|
RU2296974C1 |
| СПОСОБ СУШКИ СЕМЯН В НЕПОДВИЖНОМ СЛОЕ | 2012 |
|
RU2489656C1 |
| Способ отделки лиоцельного гидратцеллюлозного волокна при получении прекурсора углеродного волокнистого материала | 2016 |
|
RU2679265C2 |
| СПОСОБ СУШКИ ОТФОРМОВАННОГО КИРПИЧА-СЫРЦА | 2014 |
|
RU2560733C1 |
| СПОСОБ СУШКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270966C2 |