(54) СТЕНД ДЛЯ ТЕПЛОВОЙ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| Станок для тепловой сборки и разборки деталей | 1978 |
|
SU774895A2 |
| Станок для теплой сборки и разборки деталей | 1975 |
|
SU556023A1 |
| СПОСОБ СБОРКИ КОЛЕСНО-МОТОРНЫХ БЛОКОВ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2011 |
|
RU2476304C1 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| СПОСОБ СБОРКИ КОЛЕСНО-МОТОРНЫХ БЛОКОВ ЛОКОМОТИВОВ | 2010 |
|
RU2437748C1 |
| СТЕНД ДЛЯ РАЗБОРКИ ГИДРОЦИЛИНДРОВ | 1992 |
|
RU2071403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2034091C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |

1
Изобретение относится к механосборочному производству, в частности к стендам для тепловой сборки деталей типа вал-втулка, и может быть применено для сборки крупногабаритных деталей, например ведущей шестерни с осью колесной пары тепловоза.
Известна установка для тепловой сборки деталей, содержащая вертикально расположенную опору, над которой установлен индукционный нагреватель с замыкающими магнитопроводами, смонтированными на поворотных плитах 1.
В этой установке практически исключены потери тепла нагретой детали, так как нагрев осуществляется непосредственно на рабочем месте. Однако из-за отсутствия механизмов центрирования собираемых деталей невозможна механизация процесса сборки.
Известен также стенд для тепловой сборки, содержащий установленные на основании опоры с призмами и зажимными механизмами для размещения вала, индукционные Нагреватели и тележку, несущую центрирующий элемент для втулки, выполненный в виде полого стержня, входящего в центральное отверстие втулки 2.
Недостатки известного стенда следующие: деформация центрирующего элемента от теплового воздействия нагретой втулки и от веса втулки, что отрицательно сказывается на точности и надежности сборки, а также необходимость нагрева втулки до температуры, более высокой, чем это необходимо для сборки, из-за остывания втулки при ее кантовке.
Целью изобретения является повышение 10 качества сборки и упрощение конструкции за счет возможности компенсации несоосных положений вала и втулки при центрировании вала без механизмов зажима, а также центрирования втулки по наружной наименее нагретой поверхности.
15
Эта цель достигается тем, что в стенде, содержащем смонтированные на основании опоры с призмами для размещения вала, индукционный нагреватель и тележку, несущую центрирующие элементы для втулки, 20 согласно изобретению одна из призм закреплена на опоре консольно над осью сборки и обращена к ней своими рабочими поверхностями, а другая призма смонтирована на опоре с возможностью перемещения в вертикальном направлении. При этом центрирующие элементы для втулки выполнены в виде лап, охватывающих втулку по наружному диаметру.
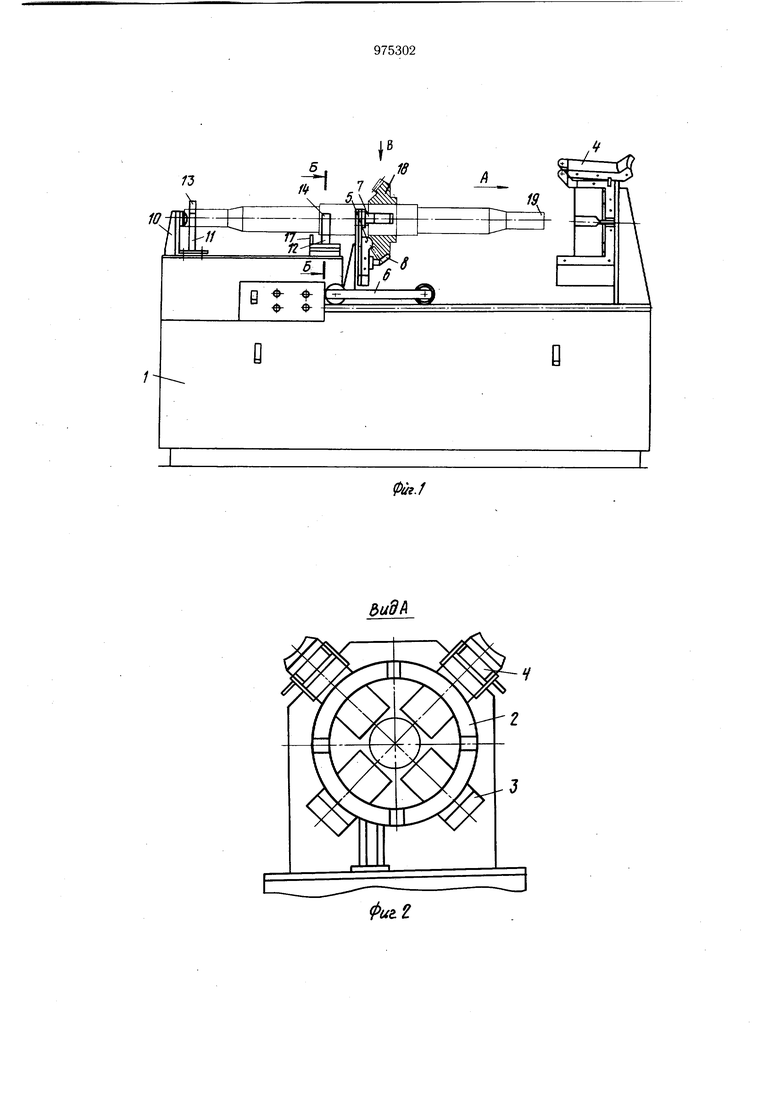
На фиг. 1 изображен стенд, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1.
Стенд содержит смонтированный на основании 1 индукционный нагреватель, включающий индукционную катушку 2 и магнитопроводящую систему из четырех неподвижных магнитопроводов 3, двух верхних откидных 4 и двух нижних 5 магнитопроводов, размещенных на тележке 6. Тележка 6 установлена на основании 1 с возможностью перемещения вдоль оси сборки и несет также центрирующие лапы 7 и 8, выполненные в виде призм, повторяющих наружный профиль охватывающей детали. Лапы 7 с магнитопроводами 5 удерживают деталь в вертикальном направлении от опрокидывания, а лапы 8 базируют ее по наружной поверхности относительно продольной оси. Тележка 6 перемещается посредством ручки 9. На основании смонтированы также упор 10 и опоры 11 и 12 с призмами 13 и 14 для раз.мещения вала.
Призма 13 смонтирована на опоре 11 консольно и расположена над осью сборки так, что ее направляющие направлены противоположно Направляющим призмы 14. Такое расположение призмпозволяет избежать опрокидывание вала и устранить механизм его зажима. Призма 14 подпружинена и подвижна в вертикальном направлении. В исходном положении она отжата пружиной 15 вверх на определенную величину ,h 25- 30 мм. Направляющие этой призмы расположены к друг другу под углом 150°. Такой угол позволяет точно базировать вал и в то же время с меньщими усилиями перемещать его в поперечном направлении.
Усилие пружины и высота h регулируются гайками 16 так, чтобы компенсировать значительную часть (80-85/о) веса вала и облегчить тем самым его последующую ориентацию относительно посадочной поверхности втулки при сборке соединения. Штыревой фиксатор 17 ограничивает поворот призмы 14 вокруг вертикальной оси.
Работа стенда осуществляется следующим образом.
Нагреваемую втулку 18, например щестерню, устанавливают в лапы 7 и 8 и вместе с тележкой 6 перемещают в сторону индукционного нагревателя до упора в магнитопроводы 3. Поворачивая оба верхних откидных магнитопровода 4 до соприкосновения с щестерней, полностью замыкают магнитную систему. Вал 19 укладывают на призмы 13 и 14 и сдвигают в продольном направлении до касания со сферой упора 10. Устанавливают реле времени на необходимую продолжительность нагрева и включают нагреватель. После автоматического отключения нагревателя тележку 6 ручкой 9 передвигают влево и производят сборку соединения. При несовпадении посадочных поверхностей деталей вал 19 легко ориентируется по щестерне благодаря незначительной величине неуравновещенного пружиной 15 веса вала, наличию на призму 14 пологих направляющих и возможности некоторого поворота призмы 14 вокруг вертикальной оси. Выдержав собранный узел На стенде до скрепления деталей, его снимают и передают На следующую операцию.
Предложенный стенд по сравнению с известным позволяет повысить качествб сборки соединений с натягом благодаря более точным и надежным базированию и взаимной ориентации деталей, уменьщению потерь тепла Нагретой деталью. Кроме того, подача на сборочную позицию нагретой детали без .индукционного нагревателя повышает долговечность последнего.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
№ 183036, кл. В 23 Р 19/02, 1963 (прототип).
фиг. 2.
