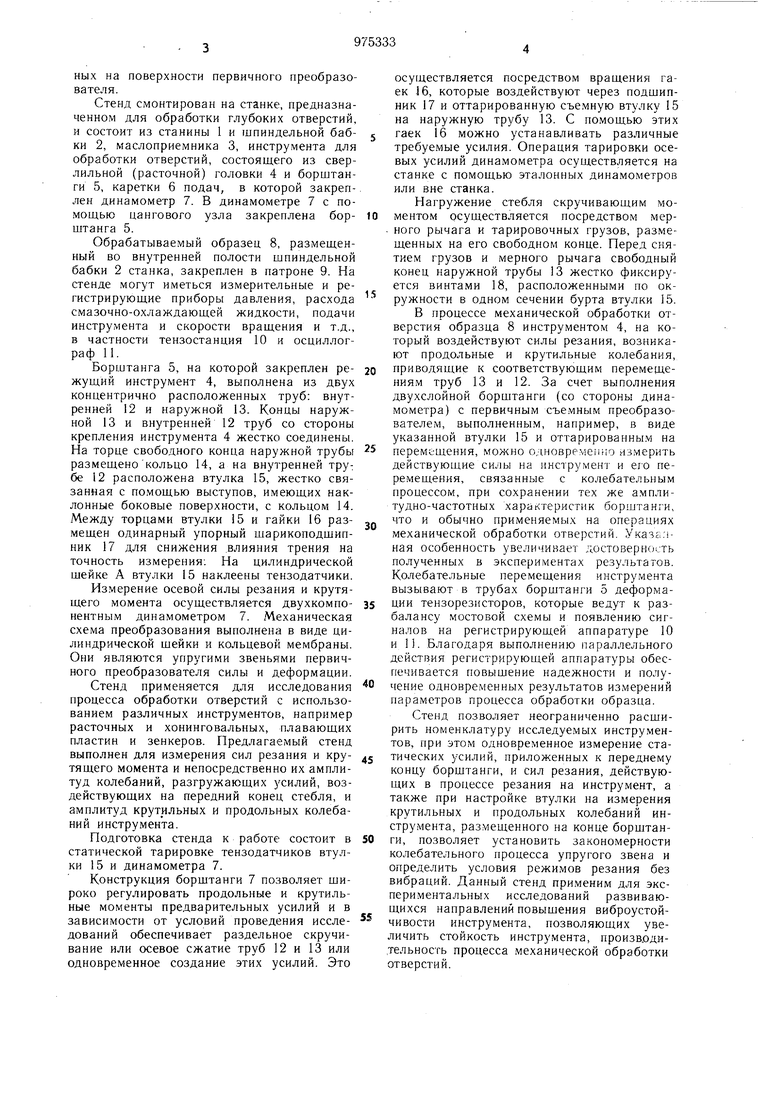
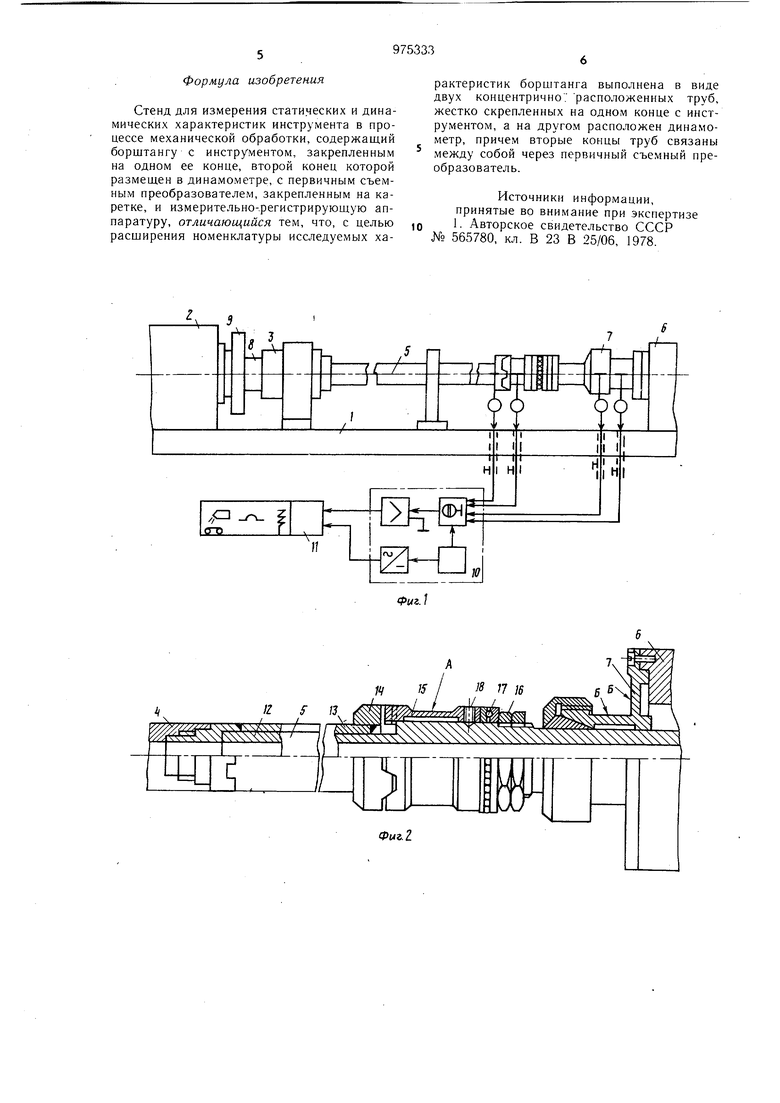
ных на поверхности первичного преобразователя. Стенд смонтирован на станке, предназначенном для обработки глубоких отверстий, и состоит из станины 1 и шпиндельной бабки 2, маслоприемника 3, инструмента для обработки отверстий, состоящего из сверлильной (расточной) головки 4 и борштанги 5, каретки 6 подач, в которой закреплен динамометр 7. В динамометре 7 с помощью цангового узла закреплена борштанга 5. Обрабатываемый образец 8, размещенный во внутренней полости шпиндельной бабки 2 станка, закреплен в патроне 9. На стенде могут иметься измерительные и регистрирующие приборы давления, расхода смазочно-охлаждающей жидкости, подачи инструмента и скорости вращения и т.д., в частности тензостанция 10 и осциллограф 11. Борштанга 5, на которой закреплен режущий инструмент 4, выполнена из двух концентрично расположенных труб: внутренней 12 и наружной 13. Концы наружной 13 и внутренней 12 труб со стороны крепления инструмента 4 жестко соединены. На торце свободного конца наружной трубы размещенокольцо 14, а на внутренней тру: бе 12 расположена втулка 15, жестко связанная с помощью выступов, имеющих наклонные боковые поверхности, с кольцом 14. Между торцами втулки 15 и гайки 16 размещен одинарный упорный шарикоподщипник 17 для снижения влияния трения на точность измерения: На цилиндрической шейке А втулки 15 наклеены тензодатчики. Измерение осевой силы резания и крутящего момента осуществляется двухкомпонентным динамометром 7. Механическая схема преобразования выполнена в виде цилиндрической шейки и кольцевой мембраны. Они являются упругими звеньями первичного преобразователя силы и деформации. Стенд применяется для исследования процесса обработки отверстий с использованием различных инструментов, например расточных и хонинговальных, плавающих пластин и зенкеров. Предлагаемый стенд выполнен для измерения сил резания и крутящего момента и непосредственно их амплитуд колебаний, разгружающих усилий, воздействующих на передний конец стебля, и амплитуд крутильных и продольных колебаний инструмента. Подготовка стенда к работе состоит в статической тарировке тензодатчиков втулки 15 и динамометра 7. Конструкция борщтанги 7 позволяет широко регулировать продольные и крутильные моменты пре.дварительных усилий и в зависимости от условий проведения исследований обеспечивает раздельное скручивание или осевое сжатие труб 12 и 13 или одновременное создание этих усилий. Это осуществляется посредством вращения гаек 16, которые воздействуют через подшипник 17 и оттарированную съемную втулку 15 на наружную трубу 13. С помощью этих гаек 16 можно устанавливать различные требуемые усилия. Операция тарировки осевых усилий динамометра осуществляется на станке с помощью эталонных динамометров или вне станка. Нагружение стебля скручивающим моментом осуществляется посредством мерного рычага и тарировочных грузов, размещенных на его свободном конце. Перед снятием грузов и мерного рычага свободный конец наружной трубы 13 жестко фиксируется винтами 18, расположенными по окружности в одном сечении бурта втулки 15. В процессе механической обработки отверстия образца 8 инструментом 4, на который воздействуют силы резания, возникают продольные и крутильные колебания, приводящие к соответствующим перемещениям труб 13 и 12. За счет выполнения двухслойной борштанги (со стороны динамометра) с первичным съе.мньш преобразователем, выполненным, например, в виде указанной втулки 15 и оттарированным на перемещения, можно одновременно измерить действующие силы на ннструмент и eiO перемещения, связанные с колебательным процессом, при сохранении тех же амплитудно-частотных характеристик борштанги, что и обычно применяемых на операциях механической обработки отверстий. Указйпная особенность увеличивает достоверн()сть полученных в экспериментах результатов. Колебательные перемещений инструмента вызывают в трубах борштанги 5 деформации тензорезисторов, которые ведут к разбалансу мостовой схемы и появлению сигналов на регистрирующей аппаратуре 10 и 11. Благодаря выполнению параллельного действия регистрирующей аппаратуры обеспечивается повышение надежности и получение одновременных результатов измерений параметров процесса обработки образца. Стенд позволяет неограниченно расширить номенклатуру исследуемых инстру.ментов, при этом одновременное измерение статических усилий, приложенных к переднему концу борщтанги, и сил резания, действующих в процессе резания на инструмент, а также при настройке втулки на измерения крутильных и продольных колебаний инструмента, размещенного на конце борщтанги, позволяет установить закономерности колебательного процесса упругого звена и определить условия режимов резания без вибраций. Данный стенд применим для экспериментальных исследований развивающихся направлений повышения виброустойчивости инструмента, позволяющих увеличить стойкость инструмента, произв.одиельность процесса механической обработки отверстий.
Формула изобретения
Стенд для измерения статических и динамических характеристик инструмента в процессе механической обработки, содержащий борштангу с инструментом, закрепленным на одном ее конце, второй конец которой размещен в динамометре, с первичным съемным преобразователем, закрепленным на каретке, и измерительно-регистрирующую аппаратуру, отличающийся тем, что, с целью расщирения номенклатуры исследуемых характеристик борштанга выполнена в виде двух концентрично; расположенных труб, жестко скрепленных на одном конце с инструментом, а на другом расположен динамометр, причем вторые концы труб связаны между собой через первичный съемный преобразователь.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 565780, кл. В 23 В 25/06, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для измерения радиального перемещения инструмента | 1978 |
|
SU781026A1 |
| Стенд для измерения | 1985 |
|
SU1263497A2 |
| Борштанга для обработки глубоких отверстий | 1980 |
|
SU891234A2 |
| Борштанга для обработки отверстий | 1983 |
|
SU1093408A1 |
| Инструмент для обработки глубоких отверстий | 1981 |
|
SU990427A1 |
| Инструмент для обработки глубоких отверстий | 1987 |
|
SU1521536A2 |
| СТЕНД ДЛЯ ИЗМЕРЕНИЯ | 1971 |
|
SU420434A1 |
| Стенд для исследования процесса обработки глубоких отверстий | 1975 |
|
SU565780A1 |
| Динамометрическая расточная борштанга | 1980 |
|
SU921700A2 |
| Борштанга для обработки глубоких отверстий | 1980 |
|
SU984700A2 |
/Z f 13 14 JS
