Изобретение относится к обработке металлов резание.м.
Целью изобретения является повышение производительности и точности обработки за счет повышения виброустойчивости инструмента.
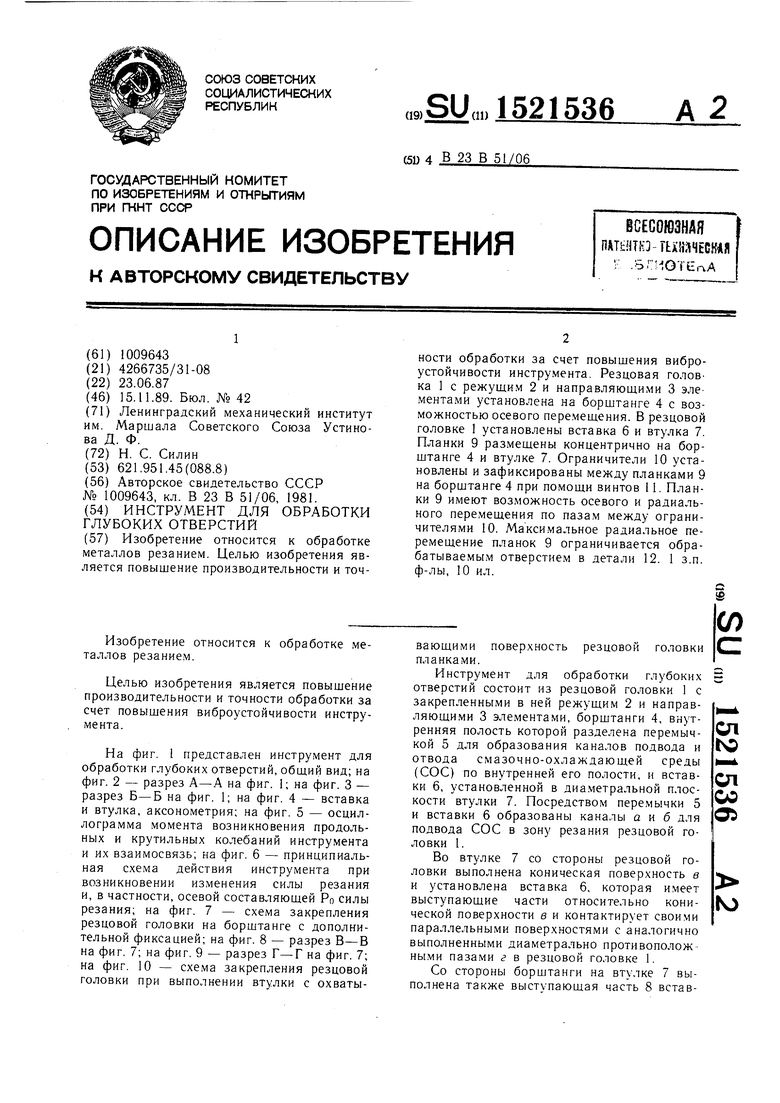
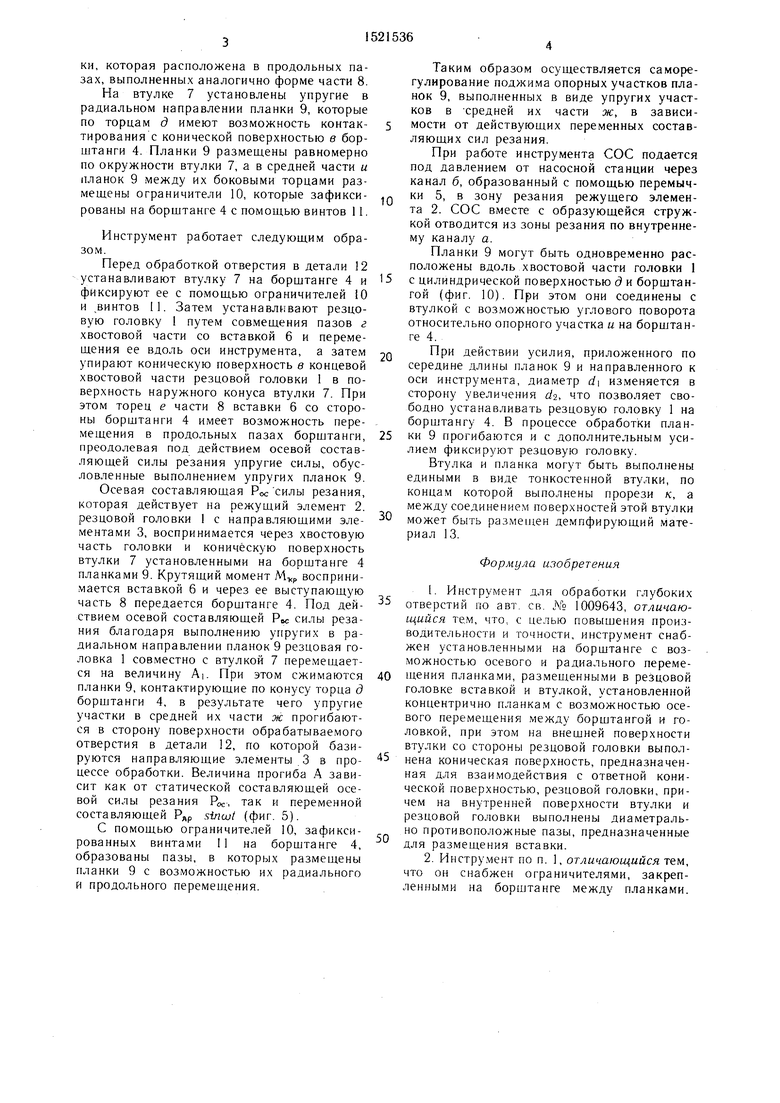
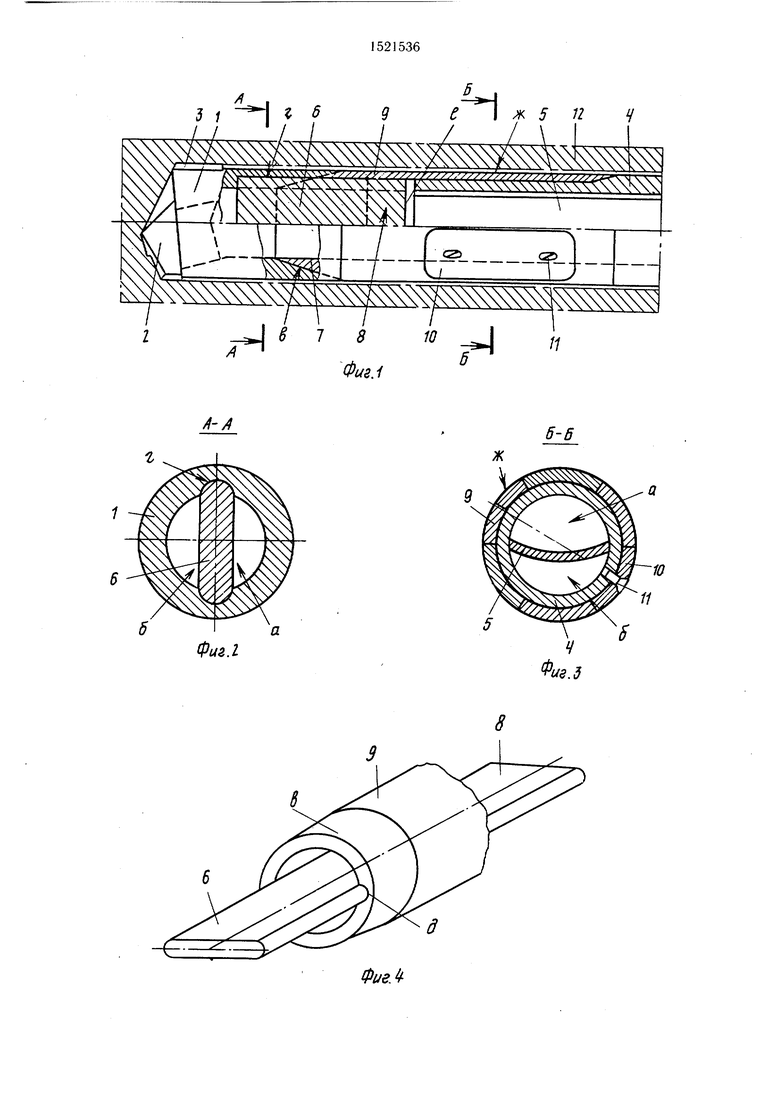
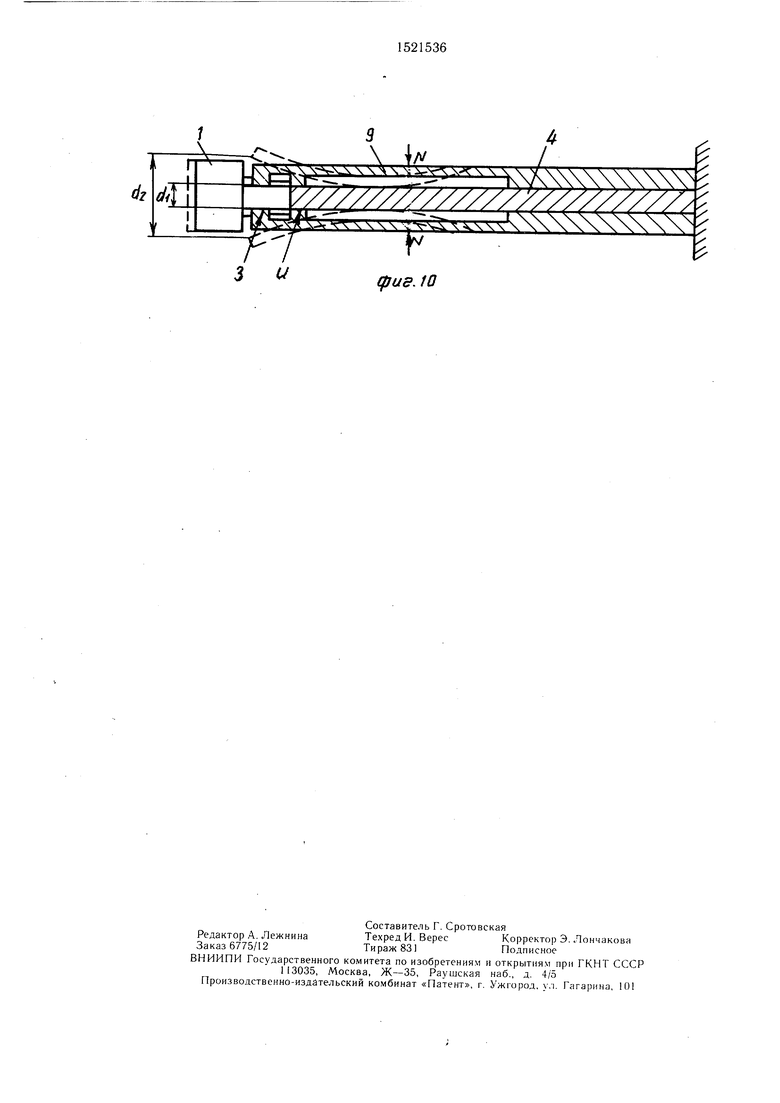
На фиг. 1 представлен инструмент для обработки глубоких отверстий, общий вид; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вставка и втулка, аксонометрия; на фиг. 5 - осциллограмма момента возникновения продольных и крутильных колебаний инструмента и их взаимосвязь; на фиг. 6 - принципиальная схема действия инструмента при возникновении изменения силы резания и, в частности, осевой составляющей Ро силы резания; на фиг. 7 - схема закрепления резцовой головки на борштанге с дополнительной фиксацией; на фиг. 8 - разрез В-В на фиг. 7; на фиг. 9 - разрез Г-Г на фиг. 7; на фиг. 10 - схема закрепления резцовой головки при выполнении втулки с охватыБающими поверхность резцовой головки планками.
Инструмент для обработки глубоких отверстий состоит из резцовой головки 1 с закрепленными в ней режущим 2 и направляющими 3 элементами, борштанги 4, внутренняя полость которой разделена перемычкой 5 для образования каналов подвода и отвода смазочно-охлаждающей среды (СОС) по внутренней его полости, и вставки 6, установленной в диа.метральной плоскости втулки 7. Посредством перемычки 5 и вставки 6 образованы каналы а я б для подвода СОС в зону резания резцовой головки 1.
Во втулке 7 со стороны резцовой головки выполнена коническая поверхность в и установлена вставка 6, которая имеет выступающие части относительно конической поверхности в и контактирует своими параллельными поверхностями с аналогично выполненными диаметрально противоположными пазами г в резцовой головке 1.
Со стороны борштанги на втулке 7 выполнена также выступающая часть 8 вставСП N3
СП
00 05
rsj
ки, которая расположена в продольных пазах, выполненных аналогично форме части 8. На втулке 7 установлены упругие в радиальном направлении планки 9, которые по торцам д имеют возможность контак- тирования с конической поверхностью в бор- штанги 4. Планки 9 размешены равномерно по окружности втулки 7, а в средней части и планок 9 между их боковыми торцами размещены ограничители 10, которые зафикси- рованы на борштанге 4 с помощью винтов 11.
Инструмент работает следующим образом.
Перед обработкой отверстия в детали 12 устанавливают втулку 7 на борштанге 4 и фиксируют ее с помощью ограничителей 10 и ,винтов 11. Затем устанавливают резцовую головку 1 путем совмещения пазов г хвостовой части со вставкой 6 и перемещения ее вдоль оси инструмента, а затем упирают коническую поверхность в концевой хвостовой части резцовой головки 1 в поверхность наружного конуса втулки 7. При этом торец е части 8 вставки 6 со стороны борштанги 4 имеет возможность перемещения в продольных пазах борщтанги, преодолевая под действием осевой составляющей силы резания упругие силы, обусловленные выполнением упругих планок 9.
Осевая составляющая Рос силы резания, которая действует на режущий элемент 2. резцовой головки 1 с направляюшими эле- ментами 3, воспринимается через хвостовую часть головки и коническую поверхность втулки 7 установленными на борштанге 4 планками 9. Крутящий момент воспринимается вставкой 6 и через ее выступающую часть 8 передается борштанге 4. Под дей- ствием осевой составляюшей Рк силы резания благодаря выполнению упругих в радиальном направлении планок 9 резцовая головка 1 совместно с втулкой 7 перемещается на величину AI. При этом сжимаются планки 9, контактирующие по конусу торца д борщтанги 4, в результате чего упругие участки в средней их части ж прогибаются в сторону поверхности обрабатываемого отверстия в детали 12, по которой базируются направляющие элементы 3 в про- цессе обработки. Величина прогиба А зависит как от статической составляющей осевой силы резания РОС, так и переменной составляющей P«p sinojt (фиг. 5).
С помощью ограничителей 10, зафиксированных винтами 11 на борщтанге 4, образованы пазы, в которых размещены планки 9 с возможностью их радиального и продольного перемещения.
Таким образом осуществляется саморегулирование поджима опорных участков планок 9, выполненных в виде упругих участков в -средней их части ж, в зависимости от действующих переменных составляющих сил резания.
При работе инструмента СОС подается под давлением от насосной станции через канал б, образованный с помощью перемычки 5, в зону резания режущего элемента 2. СОС вместе с образующейся стружкой отводится из зоны резания по внутреннему каналу а.
Планки 9 могут быть одновременно расположены вдоль хвостовой части головки 1 с цилиндрической поверхностью д и борщтан- гой (фиг. 10). При этом они соединены с втулкой с возможностью углового поворота относительно опорного участка и на борщтанге 4.
При действии усилия, приложенного по середине длины планок 9 и направленного к оси инструмента, диаметр d изменяется в сторону увеличения da, что позволяет свободно устанавливать резцовую головку 1 на борштангу 4. В процессе обработки планки 9 прогибаются и с дополнительным усилием фиксируют резцовую головку.
Втулка и планка могут быть выполнены едиными в виде тонкостенной втулки, по концам которой выполнены прорези к, а между соединением поверхностей этой втулки может быть размещен демпфирующий .материал 13.
Формула изобретения
1.Инструмент для обработки глубоких отверстий по авт, св. N° 1009643, отличающийся тем, что, с целью повышения производительности и точности, инструмент снабжен установленными на борштанге с возможностью осевого и радиального перемещения планками, размещенными в резцовой головке вставкой и втулкой, установленной концентрично планкам с возможностью осевого перемещения между борштангой и головкой, при этом на внешней поверхности втулки со стороны резцовой головки выполнена коническая поверхность, предназначенная для взаи.модействия с ответной конической поверхностью, резцовой головки, причем на внутренней поверхности втулки и резцовой головки выполнены диаметрально противоположные пазы, предназначенные для размещения вставки.
2.Инстру.мент по п. 1, отличающийся тем, что он снабжен ограничителями, закрепленными на борштанге между планками.
д е I ж 5 п
ч / S i-г ггI-. гг , иГ ГУ . .
5 / - г 5
/ /
--f-EZ 3
чЧ ЧЧЧЧЧЧ : /
J 7 5
и
0US.i
ff
. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки отверстий | 1981 |
|
SU1009643A1 |
| Динамометрическая расточная борштанга | 1980 |
|
SU921700A2 |
| Расточная головка | 1981 |
|
SU990428A1 |
| Инструмент для обработки глубоких отверстий | 1988 |
|
SU1583227A1 |
| Инструмент для обработки отверстий | 1987 |
|
SU1583226A1 |
| Сверло | 1982 |
|
SU1127704A2 |
| Расточная головка | 1984 |
|
SU1240509A2 |
| Динамометрическая борштанга дляглубОКОгО СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU841799A1 |
| Комбинированный инструмент | 1984 |
|
SU1252144A1 |
| Устройство для растачивания отверстий | 1981 |
|
SU990432A2 |
Изобретение относится к обработке металлов резанием. Целью изобретения является повышение производительности и точности обработки за счет повышения виброустойчивости инструмента. Резцовая головка 1 с режущими 2 и направляющими 3 элементами установлена на борштанге 4 с возможностью осевого перемещения. В резцовой головке 1 установлены вставка 6 и втулка 7. Планки 9 размещены концентрично на борштанге 4 и втулке 7. Ограничители 10 установлены и зафиксированы между планками 9 на борштанге 4 при помощи винтов 11. Планки 9 имеют возможность осевого и радиального перемещения по пазам между ограничителями 10. Максимальное радиальное перемещение планок 9 ограничивается обрабатываемым отверстием в детали 12. 1 з.п. ф-лы, 10 ил.
А-А
а
Фиг. г
ФигЛ
MnfioT 1.25 М/С
прот 500 мм/с Фиг. 5
PQC- ApSt-iKBi
. 7
(paг. 6
В-&
Г-г
.8
. 9
3 и
qjus 10
| Инструмент для обработки отверстий | 1981 |
|
SU1009643A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
