Ъ I 6 т
(Л 7
Ф
8
СО со
о
00
Х
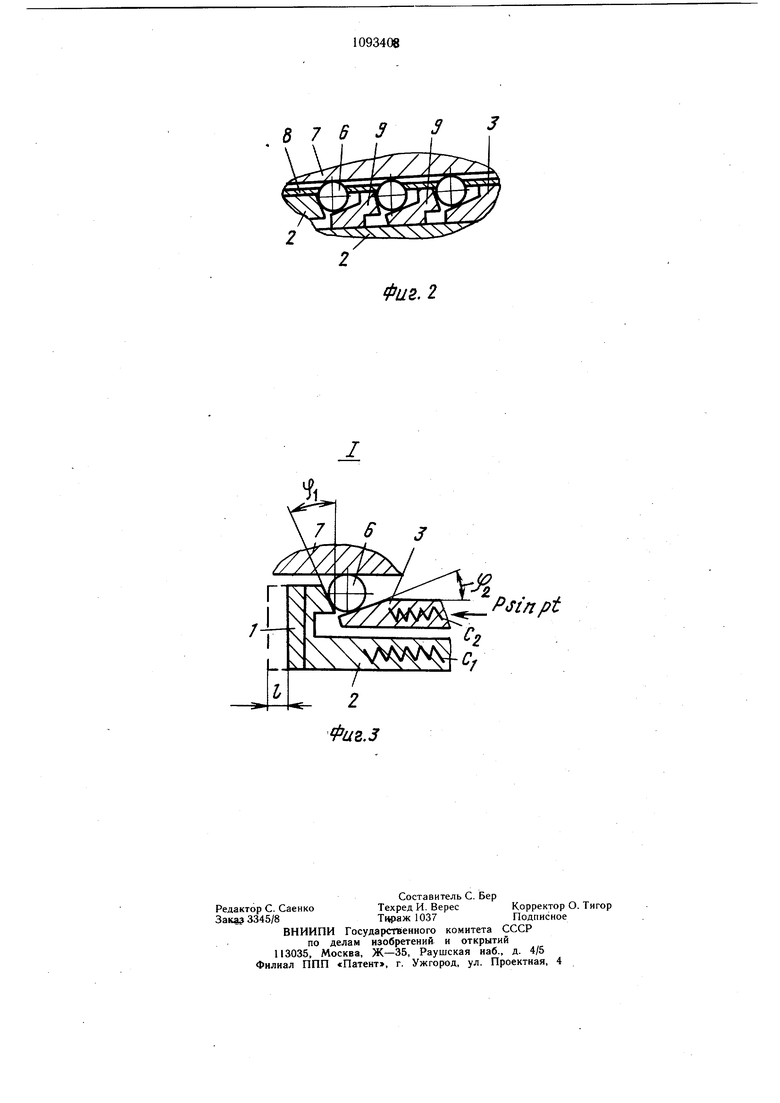
Фиг.1 Изобретение относится к металлообработке и может быть использовано на операциях вибросверления глубоких отверстий. Известна борштанга для обработки отверстий, содержащая режущий инструмент и корпус, состоящий из концентрично расположенных труб, одна из которых связана с вибратором, а другая закреплена в подающей каретке станка 1. Однако известная борщтапга применима только для традиционной кинематики колебательной системы СПИД, при которой вынужденные осевые колебания режущему инструменту для прерывания процесса резания осуществлены непосредственно со стороны подающей каретки станка через длинномерную борщтангу. Это вызывает трудности в обеспечении надежного дробления стружки при резании с малыми подачами глубоких отверстий. В этом случае применение заточки канавок на режущем лезвии, уступов, а в ряде случаев и наложение колебаний длинномерной борщтанги не дают положительных результатов. Цель изобретения - повышение надежности дробления стружки и качества обработанного отверстия. Указанная цель достигается тем, что в бор штанге для обработки отверстий, содержащей режущий инструмент и корпус, состоящий из концентрично расположенных труб, одна из которых связана с вибратором, а другая закреплена в подающей каретке станка, на торцах труб со стороны режущего инструмента выполнены скосы противоположного направления, а корпус снабжен телами качения, расположенными между ними и предназначенными для одновременного контакта со скосами и поверхностью обрабатываемого отверстия. На фиг. 1 изображена предлагаемая борщтанга с режущим инструментом, расположенная в отверстии обрабатываемой заготовки; на фиг. 2 - узел борштанги, вариант исполнения; на фиг. 3 - узел 1 на фиг. 1. Инструмент 1 закреплен на борщтанге своей хвостовой частью. Борщтанга выполнена из концентрично расположенных труб, внутренней несущей трубы 2 и охватывающей трубы 3, которая имеет возможность некоторого перемещения относительно другой трубы 2. Внутренняя труба 2 установлена в подающей каретке 4 станка (фиг. 1), а конец трубы 3 кинематически связан с вибратором 5. Торцы труб 2 и 3 со стороны режущего инструмента 1 выполнены наклонными под углом YJ, , относительно оси труб. Между наклонными поверхностями торцов а и Ъ труб 2 и 3 расположены тела 6 качения, которые имеют возможность одновременно контактировать с поверхностями а и 6 и поверхностью d обрабатываемого отверстия заготовки 7. Тела 6 качения прикрыты на борщтанге с помощью кожуха-сепаратора 8. Количество рядов тел качений выбирается из конкретных условий и может быть выполнено в виде переходных колец 9 (фиг. 2). Перед обработкой отверстия заготовки 7 необходимо произвести выбор зазоров в кинематической связи вибратора 5 и трубы 3, а также обеспечить контактирование тел качения 6, расположенных на поверхностях о и Ь торцов труб 2 и 3, с поверхностью «(заправочного отверстия или с поверхностью кондукторной втулки. Это осуществляется перемещением трубы 3 в направлении режущего инструмента 1. При перемещении подающей каретки 4 станка и действии вибратора 5 осуществляется передача колебаний режущему инструменту 1. При этом передача переменного осевого усилия Р,пр1 , которое обеспечивает колебания (перемещения) инструмента на величину е (фиг. 3), определяется продольной жесткостью Ci и С труб ,2 и 3. Переменное усилие РЫП pt передается непосредственно трубой 3 через наклонную поверхность а на тела качения, которые базируются на поверхности 4. отверстия заготовки 7. На поверхности Ь одновременно возникает усилие, которое в свою очередь воздействует на трубу 2 и тем самым вызывает ее перемещение е. Таким образом, на трубу 2 передается усилие большее, чем передаваемое самим вибратором, при некотором увеличении амплитуды перемещений, обеспечивающее вибрационное резание в режиме прерывистого цикла. Предлагаемая конструкция борщтанги позволяет производить вибрационное сверление при частичной разгрузке трубы 3, с помощью которой передаются осевые колебания режущему инструменту. Частичная разгрузка трубы осуществлена за счет наличия в силовой цепи контактирующих щариков, опирающихся на поверхности заготовки, и за счет соединения труб со стороны режущего инструмента через наклонные поверхности, угол наклона которых выбирается из условия достижения максимальных передаваемых усилий на торец несущей трубы. Применение борщтанги при вибросверлении глубоких отверстий позволяет реализовать .более эффективную схему кинематики, в которой переменные усилия, обеспечивающие перемещения режущего инструмента, приложены к переднему концу борщтанги. Это обеспечивает стабильное дробление стружки при повыщении виброустойчивости упругого звена технологической системы СПИД, т. е. борщтанги.
876 3 3
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для измерения статических и динамических характеристик инструмента в процессе механической обработки | 1981 |
|
SU975333A1 |
| Инструмент для обработки отверстий | 1981 |
|
SU1009643A1 |
| Инструмент для вибросверления отверстий | 1983 |
|
SU1127703A1 |
| Борштанга для обработки глубоких отверстий | 1979 |
|
SU891233A2 |
| Инструмент для комбинированной обработки отверстий | 1983 |
|
SU1139571A1 |
| Инструмент для обработки глубоких отверстий | 1981 |
|
SU990427A1 |
| Борштанга для обработки глубоких отверстий | 1980 |
|
SU984700A2 |
| Устройство для вибрационного сверления | 1986 |
|
SU1351724A1 |
| Устройство для обработки отверстий | 1986 |
|
SU1373491A1 |
| Инструмент для обработки глубоких отверстий | 1987 |
|
SU1521536A2 |
БОРШТАНГА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ, содержащая режущий инструмент и корпус, состоящий из концентрично расположенных труб, одна из которых связана с вибратором, а другая закреплена в подающей каретке станка, отличающаяся тем, что, с целью повыщения надежности дробления стружки и качества обработанного отверстия, на торцах труб со стороны режущего инструмента выполнены скосы противоположного направления, а корпус снабжен телами качения, расположенными между ними и предназначенными для одновременного контакта со скосами и поверхностью обрабатываемого отверстия.
Фиг.з
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Борштанга | 1978 |
|
SU837576A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
