(5) БОРШТАНГА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга для обработки глубоких отверстий | 1980 |
|
SU891234A2 |
| Борштанга для обработки глубоких отверстий | 1978 |
|
SU664756A1 |
| Стенд для измерения статических и динамических характеристик инструмента в процессе механической обработки | 1981 |
|
SU975333A1 |
| Борштанга для обработки глубоких отверстий | 1979 |
|
SU891233A2 |
| Инструмент для обработки глубоких отверстий | 1981 |
|
SU990427A1 |
| Инструмент для обработки глубоких отверстий | 1987 |
|
SU1521536A2 |
| Борштанга для обработки глубокихОТВЕРСТий | 1979 |
|
SU810387A2 |
| Инструмент для виброобработки глубоких отверстий (его варианты) | 1985 |
|
SU1253745A1 |
| Инструмент для обработки отверстий | 1984 |
|
SU1252063A1 |
| Устройство для обработки отверстий | 1986 |
|
SU1373491A1 |
1
Изобретение относится к станкостроению и может быть использовано при обработке глубоких отверстий.
По основному авт. св. №536890 известна борштанра для обработки глубоких отверстий, которая выполнена, по меньшей мере, из двух концентрично расположенных с зазором труб, жестко связа нных между собой с одного конца, а пространство между ними за- Q полнено вязко-упругим материалом, скрепленным с поверхностью труб, потери энергии колебаний которых обусловлены деформацией сдвига вязко-упругого слоя tl.fs
Данная конструкция имеет тот недостаток, что при высоких режимах резания в результате больших знакопеременных деформаций вязко-упругого 20 слоя может происходить отслаивание его от поверхности несущей и вспомо- . гательной труб, а кроме того, применение вспомогательной трубы, соединенной только с одного конца с несущей трубой, снижает жесткость и ограничивает допустимую осевую нагрузку, возникающую в процессе обработки отверстия.
Цель изобретения - повышение производительности и жесткости упругого звена инструмент - борштанга путем увеличения допустимой осевой составляющей силы резания и увеличения демпфирующей способности борштанги.
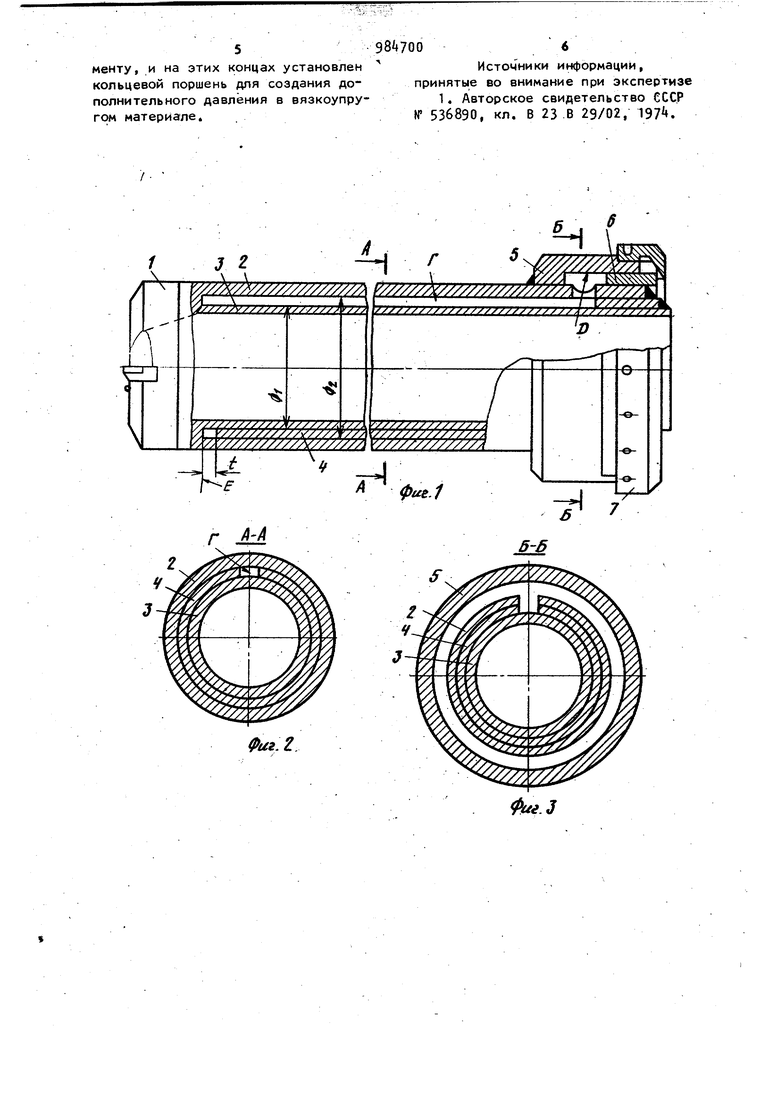
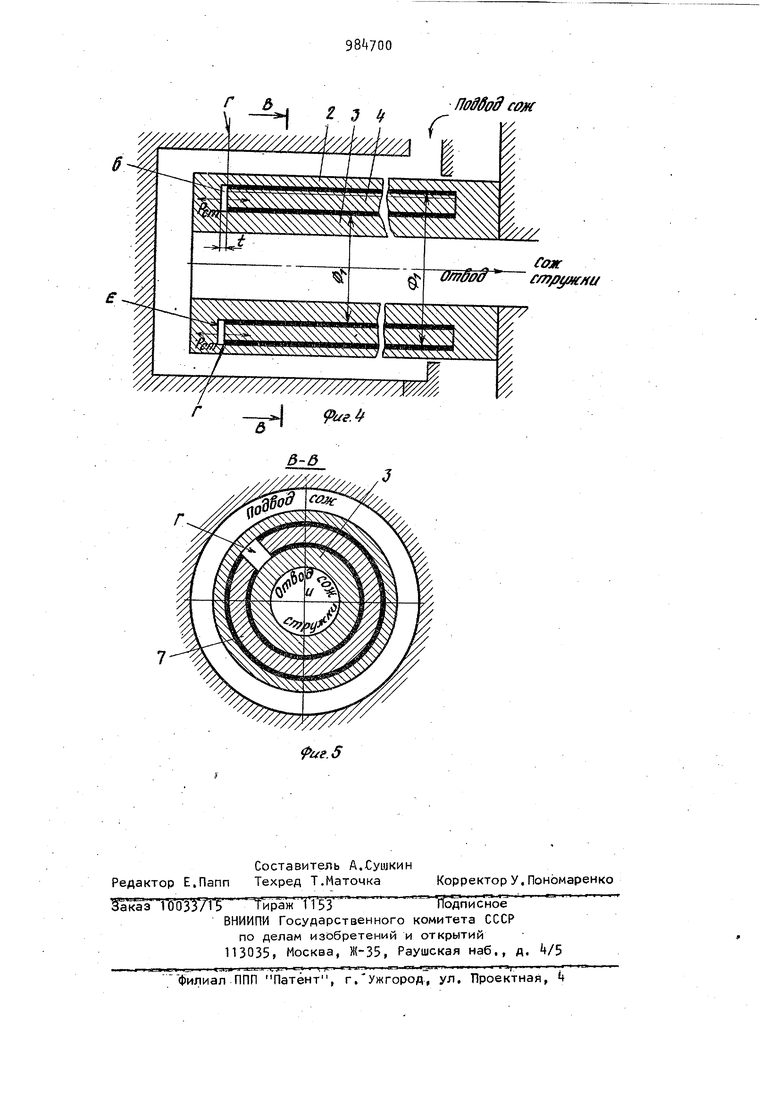
Указанная цель достигается тем, что в предлагаемой борштанге, состоящей из концентрйчно расположенных труб, с жестко связанными концами и образованной таким образом глухой полостью, в кольцевой полости размещена труба, имеющая продольную . прорезь и жестко связанна с одним из концов труб,, причем глухая полость продольной, прорези и торцовое пространство, образованное соединением труб и торцем расположенной в кольцевой полости укороченной трубы, запол нены под давлением пластической массой. Давление осуществляется с помощью кольцевого поршня, размещенного на одном из концов борштанги. На фиг. 1 приведен общий вид борштанги с инструментом} на фиг. 2 разрез А-А на.фиг, 1J на фиг. 3 разрез Б-Б на фиг. 1, на фиг. k изображена принципиальная схема дей ствия давлений СОЖ и пластической массы борштанги в процессе обработки на фиг. 5 - разрез В-В на фиг. . Режущий инструмент 1 закреплен на борштанге. Борштанга состоит из концентрично расположенных труб 2 и 3. Наружная труба 2 и внутренняя 3 соединены жестко по концам. В кольцевой полости, образованной этими трубами 2 и 3 размещена труба, k, у которой противоположный конец от ин- , струмента 1 жестко связан с трубами 2 и 3 . Причем труба k выполнена с продольной прорезью Г и размещена в кольцевой полости от торца сое,динения концов труб 2 И 3 со стороны инструмента на расстоянии t, обес печивающее размещение в ней пластической массы. Труба k размещена в кольцевой полости по посадке. На про тивоположном конце от инструмента размещены втулка 5 с наружной резьбой и внутренней расточкой D и кольцевой поршень 6, Торец поршня 6 опирается на выступ гайки 7, установлен ной на втулке 5. Продольная прорезь Г трубы 4 сообщается с кольцевой полостью перед поршнем 6 с помощью радиального отверстия. В межторцовой кольцевой полости Ей в продольной прорези Г трубы размещена пластическая масса. Бррштанга работает слещующим образом, Борштанга .крепится в каретке подач станка с помощью патрона или цангового устройства, Перед обработкой отверстия необходимо создать давление I Yпластической массы, размещенной в кольцевой полости. Это осуществляется поворотом гайки 7 действующей своим выступом на торец кольце,вого поршня 6 и тем самым перемещающейПоршень 6 относительно конца соединения труб в осевом направлении. Воздействие поршня 6 на пластическую массу передается по про рези Г, образованной концентрично расположёнными трубами 2 и 3 и продольной прорезью трубы 4, в кольцевую полость Е. Создаваемое пластической массой давление Р(-- на торцах обуславливает растягивающее усилие, действующее на трубы 2 и 3, и сжимающее на трубу 4. Таким образом, перед обработкой глубоких отверстий в трубах 2 и 3, несущих инструмент, созданы усилия, которые в процессе обработки отверстий уменьшают воздействие сил резания на борштангу т.е. позволяют борштанге воспринимать большие осевые силы. Демпфирование крутильных колебаний осуществляется на поверхностях сопряжений Ф и ф труб 2, 3 и 4, выполненных по посадке, трением. При возникновении изгибных колебаний труб 2 и 3 гашение их осуществляется за счет сил трения, возникающих при колебаниях на поверхностях сопряжений, а также при соударении их. Для увеличения демпфирующей способности борштанги труба k может быть покрыта резиновой оболочкой, например, резиновой смесью. Это же решение может быть использовано в оправках для обработки наружных поверхностей или в оправках для наждач.ных кругов при шлифовании внутренних поверхностей. Применение предлагаемой борштанги, у которой под давлением пластической массы возникает осевая растягивающая сила при прямой подаче, компенсирующйя осевую силу резания, а при обратной подаче, складывающая С осевой силой резания, позволяет иметь более высокий порог .виброустойчивости и повышенную поперечную жесткость борштанги. Формула изобретения Борштанга для обработки глубоких отверстий по авт. ев, № 536890, ртлииающаяся тем, что, с целью повышения производительности путем увеличения демпфирующей способности, трубы жестко связаны и с другого конца, а в полости между трубами установлена дополнительная труба с продольной прорезью, жестко связанная с концами труб, прот1 воположными режущему инструменту, и на этих концах установлен кольцевой поршень для создания дополнительного давления в вязкоупругом материале.
Источники информации, принятые во внимание при экспертизе
Фиг.г
5-6
.З AJ . i j ff /////y-XX/X , Л , . .
6-6
r
.5 Поддод cffjff .- o/ffOffa c/7 flt/aK/ftt
