(54) СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ВИТЫХ ПРУЖИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования торцов пружин | 1983 |
|
SU1093494A1 |
| Станок для шлифования торцов пружин | 1988 |
|
SU1548015A1 |
| Станок для шлифования торцов пружин | 1985 |
|
SU1306693A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С ПОВОРОТНОЙ ОПОРОЙ УЗЛА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ И СПОСОБ ПОВОРОТА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ В ШЛИФОВАЛЬНОМ СТАНКЕ | 2012 |
|
RU2605399C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК И СПОСОБ ШЛИФОВАНИЯ ОСЕВЫХ СВЕРЛЕНИЙ И ДВУСТОРОННЕЙ ОБРАБОТКИ ИМЕЮЩИХ ПЛОСКИЕ ВНЕШНИЕ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2015 |
|
RU2663503C2 |
| Копировально-шлифовальный станок | 1990 |
|
SU1743801A1 |
| СПОСОБ МОКРОГО ШЛИФОВАНИЯ ТОПЛИВНЫХ ТАБЛЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179759C2 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU921803A1 |
1
Изобретение относится к обработке торцов цилиндрических изделий, в частности торцов витых пружин абразивными кругами.
Известен станок для шлифования торцов витых пружин, содержащий узел прямолинейного перемещения деталей, несущий лотки с взаимно перпендикулярными опорными плоскостями для установки на них деталей, щлифовальные бабки, расположенные последовательно по обе стороны , узла прямолинейного перемещения деталей, поджимное устройство для подачи пружин к торцу абразивного круга, узел вращения деталей и узел наклона лотков для перевода пружин с одного ряда обработки на другой 1.
Недостатком известного станка является то, что конструкция узла прямолинейного перемещения неудобна для встраивания станка в общий технологической поток, а конструкция узлов поджима пружин, их вращения и наклона лотков не позволяет уменьщить расстояние между обрабатываемыми пружинами и разместить больщее их число в рабочей зоне, что снижает производитель.ность.
Целью изобретения является повышение производительности обработки.
Для достижения поставленной цели в станке для щлифования торцов витых пружин узел прямолинейного перемещения деталей выполнен в виде ленточного транспортера, параллельно несущей плоскости которого установлена одна из опорных плоскостей лотка, а другая сторона выполнена с пазом, в который введено поджимное уст,0 ройство, узел наклона лотков выполнен в виде эксцентрикового ролика с приводом, установленного с возможностью образования местного уклона ленты транспортера, а узел вращения деталей выполнен в виде регулируемого эластичного прижима.
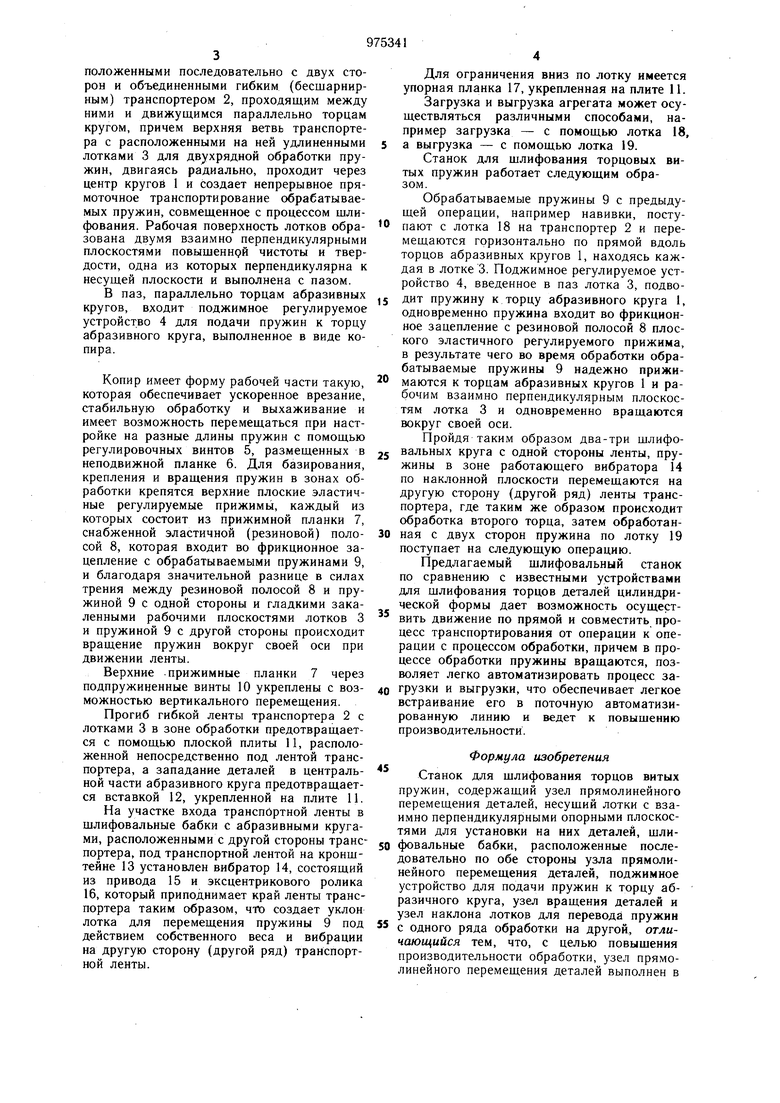
На фиг. 1 показана левая часть станка,
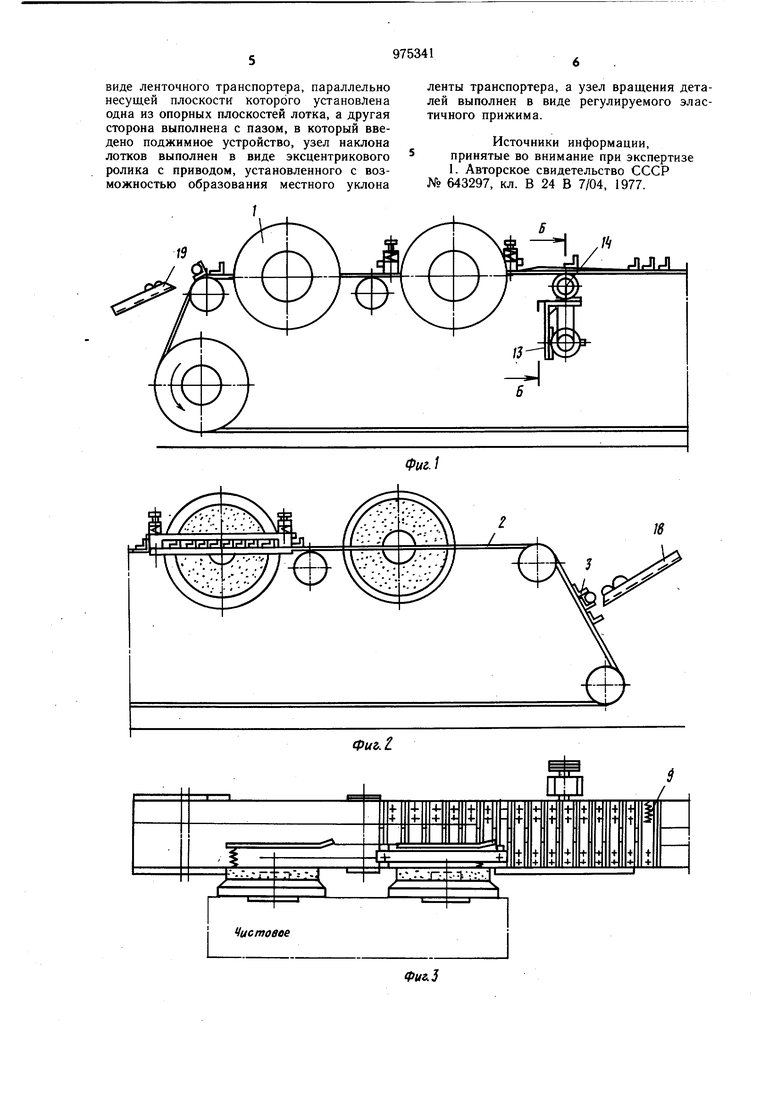
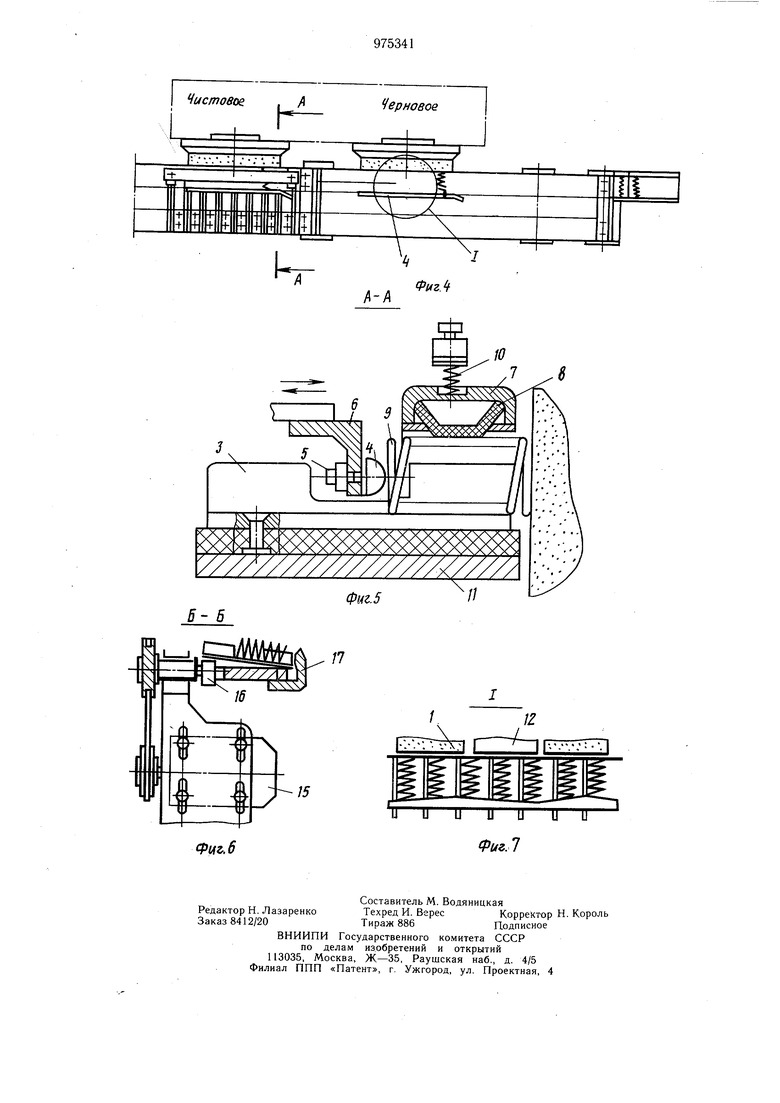
15 общий вид; на фиг. 2 - правая часть станка, общий вид; на фиг. 3 - левая часть станка, вид сверху; на фиг. 4 - правая часть станка; вид сверху; на фиг. 5 - разрез А-А на фиг. 4; на фиг. 6 - разрез
20 Б-Б на фиг. 1; на фиг. 7 - узел I на фиг. 4.
Предлагаемый станок для шлифования торцов витых пружин содержит щлифовальные бабки с абразивными кругами 1, расположенными последовательно с двух сторон и объединенными гибким (бесшарнирным) транспортером 2, проходящим между ними и движущимся параллельно торцам кругом, причем верхняя ветвь транспортера с расположенными на ней удлиненными лотками 3 для двухрядной обработки пружин, двигаясь радиально, проходит через центр кругов 1 и создает непрерывное прямоточное транспортирование обрабатываемых пружин, совмещенное с процессом шлифования. Рабочая поверхность лотков образована двумя взаимно перпендикулярными плоскостями повыщеннрй чистоты и твердости, одна из которых перпендикулярна к несущей плоскости и выполнена с пазом.
В паз, параллельно торцам абразивных кругов, входит поджимное регулируемое устройство 4 для подачи пружин к торцу абразивного круга, выполненное в виде копира.
Копир имеет форму рабочей части такую, которая обеспечивает ускоренное врезание, стабильную обработку и выхаживание и имеет возможность перемещаться при настройке на разные длины пружин с помощью регулировочных винтов 5, размещенных в неподвижной планке 6. Для базирования, крепления и вращения пружин в зонах обработки крепятся верхние плоские эластичные регулируемые прижимы, каждый из которых состоит из прижимной планки 7, снабженной эластичной (резиновой) полосой 8, которая входит во фрикционное зацепление с обрабатываемыми пружинами 9, и благодаря значительной разнице в силах трения между резиновой полосой 8 и пружиной 9 с одной стороны и гладкими закаленными рабочими плоскостями лотков 3 и пружиной 9 с другой стороны происходит вращение пружин вокруг своей оси при движении ленты.
Верхние .прижимные планки 7 через подпружиненные винты 10 укреплены с возможностью вертикального перемещения.
Прогиб гибкой ленты транспортера 2 с лотками 3 в зоне обработки предотвращается с помощью плоской плиты 11, расположенной непосредственно под лентой транспортера, а западание деталей в центральной части абразивного круга предотвращается вставкой 12, укрепленной на плите 11.
На участке входа транспортной ленты в шлифовальные бабки с абразивными кругами, расположенными с другой стороны транспортера, под транспортной лентой на кронштейне 13 установлен вибратор 14, состоящий из привода 15 и эксцентрикового ролика 16, который приподнимает край ленты транспортера таким образом, что создает уклон лотка для перемещения пружины 9 под действием собственного веса и вибрации на другую сторону (другой ряд) транспортной ленты.
Для ограничения вниз по лотку имеется упорная планка 17, укрепленная на плите 11.
Загрузка и выгрузка агрегата может осуществляться различными способами, например загрузка - с помощью лотка 18, а выгрузка - с помощью лотка 19.
Станок для шлифования торцовых витых пружин работает следующим образом.
Обрабатываемые пружины 9 с предыдущей операции, например навивки, поступают с лотка 18 на транспортер 2 и перемещаются горизонтально по прямой вдоль торцов абразивных кругов 1, находясь каждая в лотке 3. Поджимное регулируемое устройство 4, введенное в паз лотка 3, подводит пружину к торцу абразивного круга 1, одновременно пружина входит во фрикционное зацепление с резиновой полосой 8 плоского эластичного регулируемого прижима, в результате чего во время обработки обрабатываемые пружины 9 надежно прижимаются к торцам абразивных кругов 1 и рабочим взаимно перпендикулярным плоскостям лотка 3 и одновременно вращаются вокруг своей оси.
Пройдя таким образом два-три шлифовальных круга с одной стороны ленты, пружины в зоне работающего вибратора 14 по наклонной плоскости перемещаются на другую сторону (другой ряд) ленты транспортера, где таким же образом происходит обработка второго торца, затем обработанная с двух сторон пружина по лотку 19 поступает на следующую операцию.
Предлагаемый шлифовальный станок по сравнению с известными устройствами для шлифования торцов деталей цилиндрической формы дает возможность осуществить движение по прямой и совместить процесс транспортирования от операции к операции с процессом обработки, причем в процессе обработки пружины вращаются, позволяет легко автоматизировать процесс загрузки и выгрузки, что обеспечивает легкое встраивание его в поточную автоматизированную линию и ведет к повышению производительности.
Формула изобретения
Станок для шлифования торцов витых пружин, содержащий узел прямолинейного перемещения деталей, несущий лотки с взаимно перпендикулярными опорными плоскостями для установки на них деталей, шлифовальные бабки, расположенные последовательно по обе стороны узла прямолинейного перемещения деталей, поджимиое устройство для подачи пружин к торцу абразичного круга, узел вращения деталей и узел наклона лотков для перевода пружин
с одного ряда обработки на другой, отличающийся тем, что, с целью повышения производительности обработки, узел прямолинейного перемещения деталей выполнен в
виде ленточного транспортера, параллельно несущей плоскости которого установлена одна из опорных плоскостей лотка, а другая сторона выполнена с пазом, в который введено поджимное устройство, узел наклона лотков выполнен в виде эксцентрикового ролика с приводом, установленного с возможностью образования местного уклона
ленты транспортера, а узел вращения деталей выполнен в виде регулируемого эластичного прижима.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 643297, кл. В 24 В 7/04, 1977.
