Изобретение относится к обработке торцов цилиндрических изделий, в частности торцов витых нружин, абразивными кругами.
Цель изобретения - повышение нроиз- вод Ь ельности и качества обрабатываемых изделий.
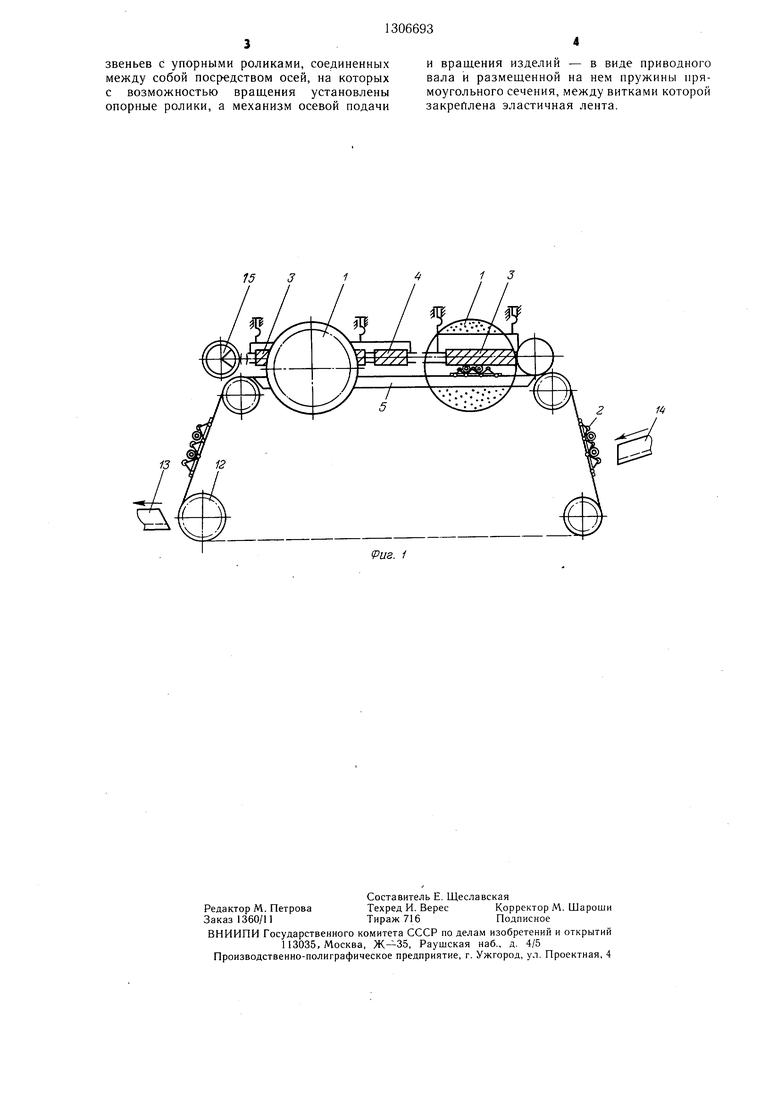
На фиг. 1 изображен станок, общий вид; на фиг.2 - конструкция транспортера и червяка, разрез.
Станок содержит шлифовальные бабки 1 (фиг. 1), расположенные но обе стороны от транснортера 2, механизм 3 осевой подачи и вращения обрабатываемых изделий в виде червяка, механизм 4 перевода обрабатываемых изделий из одного ряда обработки на другой также в виде червяка, расположенный под углом к направлению транспортирования. Для предотвращения нрогиба звеньев транспортера 2 в зоне обработки установлены опорные конструкции 5, которые могут быть выполнены, например, в виде уголков.
Транспортер 2 выполнен в виде опорных роликов 6 (фиг. 2) с возможностью вращения вокруг собственных осей 7, на которых размещены звенья 8, выполненные, например, в виде треугольников, в одной из верщин которых расположены упорные ролики 9, оси 10 вращения которых совпадают с осями обрабатываемых изделий 11. Обрабатываемые изделия (пружины 11) расположены между звеньями так, что одной поверхностью касаются роликов 6, а другой - упорных роликов 9. Таким образом, ролики 6 одновременно выполняют функции опор и вращения обрабатываемых пружин. Кроме того, ролики 6 входят в зацепление с ведущим зубчатым колесом 12, которое при вращении перемещает транспортер 2 вдоль зоны обработки. Загрузка и выгрузка пружин осуш,ествляется с помощью лотков 13 и 14.
Для подачи пружин 11 к торцам абразивных кругов шлифовальных бабок 1, а также для вращения и перевода их с одного ряда обработки на другой введено устройство, содержащее пару червяков 3 н 4, кинематически связанных между собой, один из которых имеет привод 15. Кинематическая связь может быть осуществлена с помощью щарниров. Каждый червяк выполнен в виде винтовой поверхности, образованной пружиной 16, имеющей прямоугольный профиль в осевом сечении и установленной на валу 17. Между витками пружины 16 закреплена эластичная лента 18, концы которой жестко закреплены на шайбах 19. Зажим эластичной ленты 18 между витками пружины происходит с помощью гайки 20, для предотвращения самоотвинчивания которой служит контргайка 21. Червяки 3 и 4 установлены по высоте, равной диаметру пружины 11 в регулируемых по высоте опорах 22, причем ось червяка 3, осуществляющего подачу пружин 11 к торцу абразивного круга шлифовальной бабки 1, параллельна направлению транспортирования, а ось червяка 4, предназначенная для перевода пружин 11 с одного ряда обработки на другой, - под углом к направлению транспортирования, причем червяки имеют меньшее расстояние между витками, чем диаметр обрабатываемых пружин 11.
Устройство работает следующим образом. Пружины 11 поступают с лотка 14 на транспортер 2, который перемещает их с номощью ведущего зубчатого колеса 12 в зону обработки. В зоне обработки ролики транспортера 2 получают вращение вокруг
собственной оси 7 со стороны опорной конструкции 5 с резиновой полосой на опорной поверхности и передают вращение под действием сил трения обрабатываемым пружинам 11. В зоне обработки пружины 11
входят во фрикционное зацепление с эластичной лентой 18, и благодаря значительной разнице в силах трения между эластичной лентой 18 и пружиной 11, с одной стороны, и гладкими поверхностями роликов 6, упорных роликов 9 и пружины 11,
с другой стороны, происходит подача пружин 11 к торцу абразивного круга шлифовальной бабки 1.
Для обеспечения регулирования силы резания за счет изменения условий фрикционного контакта крепление червяка 3 выполнено с возможностью изменения высоты его установки над транспортером 2. Для равномерного перемещения пружины 11 в зоне обработки скорость движения транспортера 2 должна быть пропорциональна угловой скорости вращения червяка 3.
Обработка другого торца нружин происходит аналогично, после чего они поступают но лотку 13 на следующую операцию.
Таким образом, транспортер, кроме неремещения обрабатываемых изделий вдоль зоны обработки, обеспечивает вращение пружин, червяки обеспечивают равномерную подачу пружины.
Основные преимущества предлагаемого станка заключаются в том, что по сравнению с известным скорость транспортирования возрастает, а точность обработки увеличивается.
50
Формула изобретения
Станок для шлифования торцов пружин, содержащий транспортер, связанный с ведущим зубчатым колесом, установленные но сторонам транспортера шлифовальные бабки и механизм осевой нодачи и вращения деталей, отличающийся тем, что, с целью новыщения производительности и качества обработки, транспортер выполнен в виде
звеньев С упорными роликами, соединенных между собой посредством осей, на которых с возможностью вращения установлены опорные ролики, а механизм осевой подачи
и вращения изделий - в виде приводного вала и размещенной на нем пружины прямоугольного сечения, между витками которой закреплена эластичная лента.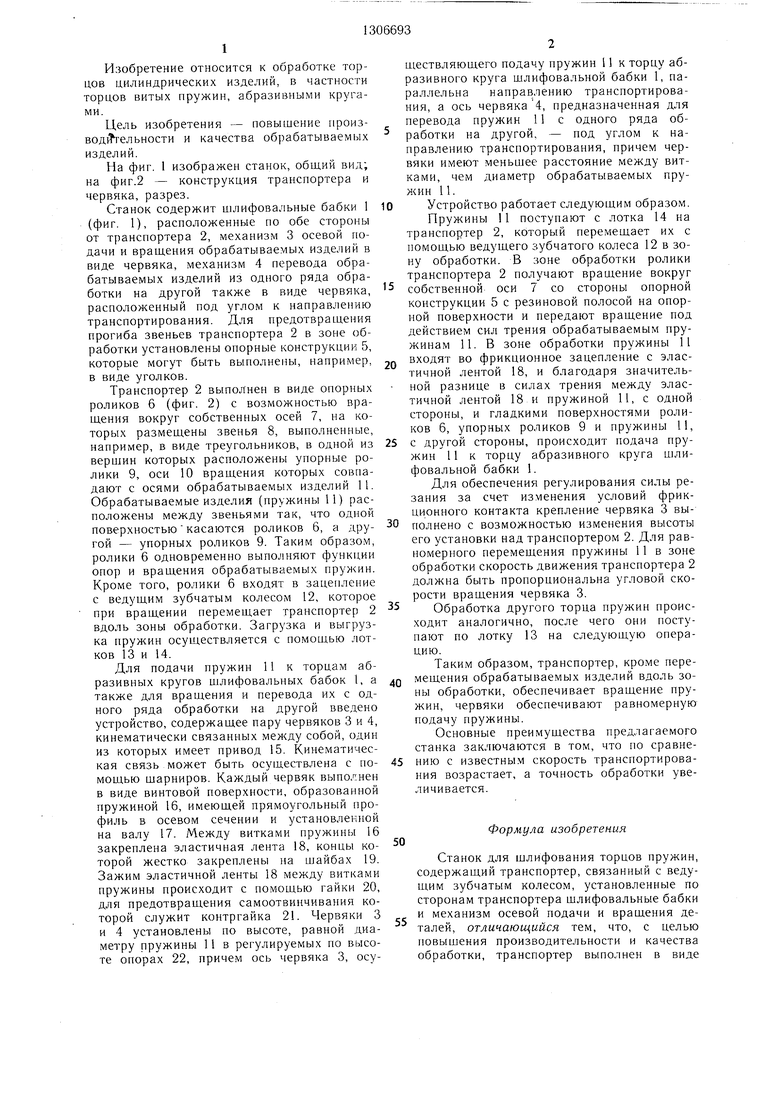
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования торцов витых пружин | 1981 |
|
SU975341A1 |
| Станок для шлифования торцов пружин | 1983 |
|
SU1093494A1 |
| Станок для шлифования торцов пружин | 1988 |
|
SU1548015A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2431558C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ПРУЖИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2223851C2 |
| УСТРОЙСТВО для ПРОИЗВОДСТВА ПРУЖИН | 1970 |
|
SU269911A1 |
| Устройство для базирования и вращения деталей типа колец | 1979 |
|
SU944878A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С ПОВОРОТНОЙ ОПОРОЙ УЗЛА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ И СПОСОБ ПОВОРОТА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ В ШЛИФОВАЛЬНОМ СТАНКЕ | 2012 |
|
RU2605399C2 |
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
Изобретение относится к обработке торцов цилиндрических изделий, в частности торцов витых- нружин абразивными кругами. Целью изобретения является повышение производительности и качества обрабатываемых изделий. В станке для шлифо22 вания торцов пружин, содержащем шлифовальные бабки, установленные на станке последовательно по обе стороны от транспортера 2, и механизм осевой подачи и вращения обрабатываемых изделий, транспортер 2 выполнен в виде роликов 6, шар- нирно соединенных звеньями 8, снабженными опорными элементами в виде роликов 9, оси вращения 10 которых совпадают с осями обрабатываемых изделий 11, и снабжен ведущим зубчатым колесом, находящимся в зацеплении с роликами 6, причем механизм осевой подачи и вращения выполнен в виде приводных червяков, винтовая поверхность которых образована спиральной пружиной 16 прямоугольного профиля в осевом сеченпп, между витками которой закреплена эластичная лента 18. 2 ил. а 13 00 о с со СО фиг. г
15 3
1 3
Риг. /
| Станок для шлифования торцов пружин | 1983 |
|
SU1093494A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
