(З-) АССА ДЛЯ ИЗГОТОВЛЕНИЯ НЕРАБОЧЕЙ ЧАСТИ
1
Изобретение относится к абразивному производству, в частности,касается состава для изготовления нерабочей части высокоскоростных кругов и мо)чет быть использ.овано на предприятиях, изготавливающих указанный инструмент.
Известна абразивная масса, состоящая из абразивного зерна, полимер- . ного связующего, волокнистого и неволбкнистого наполнителей. 10-100 общего количества наполнителей в этой массе составляет волокнистый наполнитель с соотношением длины волокна (L) к его диаметру (D) от З-l ДО 500:1 и средней длиной 100 мк-1 .
Однако в этой абразивной массе отсутствие в композиции круга увлажнителя приводит к необходимости применять специальную операцию прог питки волокнистого наполнителя расплавленной смолой с целью его равноАБРАЗИВНОГО КРУГА
мерного распределения в массе, что усложняет технологический процесс.
Кроме того, максимальная длина волокнистого Наполнителя составляет не более 5 мм, так как при большей длине невозмо : но без специального оборудования относительно равномерно распределить волокно в объеме круга, что снижает механическую прочность и разрывную скорость кругов.
10
Цель изобретения - увеличение прочностных свойств и разрывной скорости кругов.
Указанная цель достигается тем,
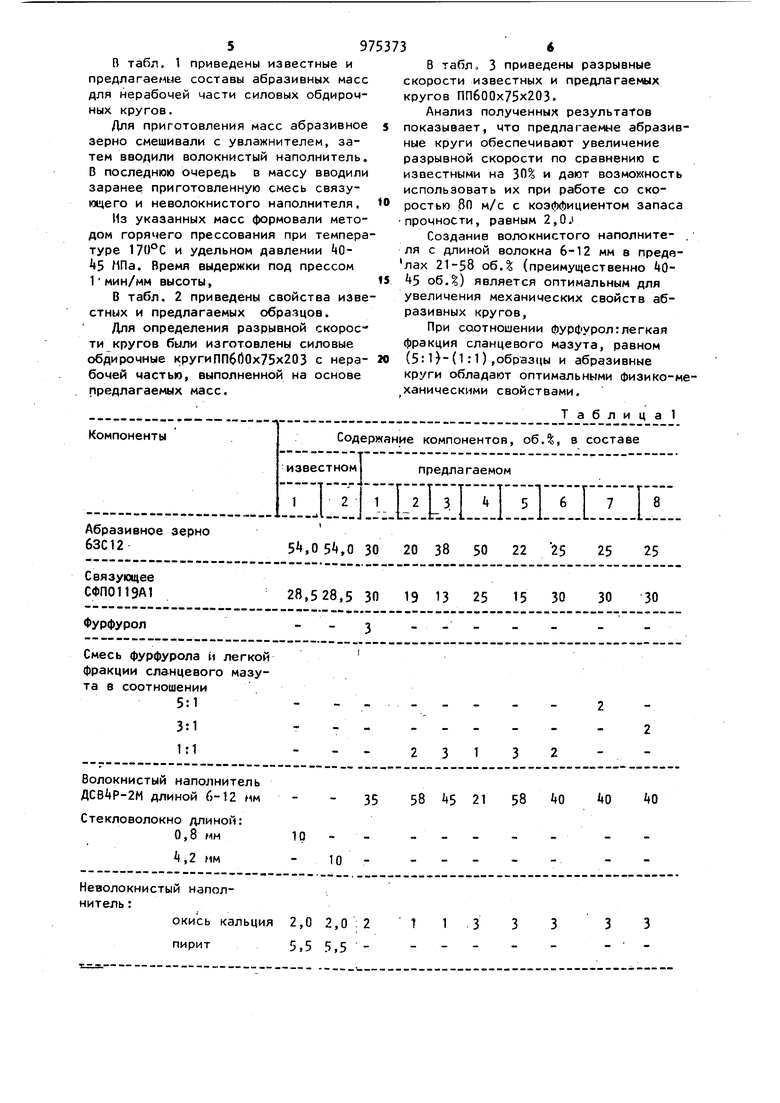
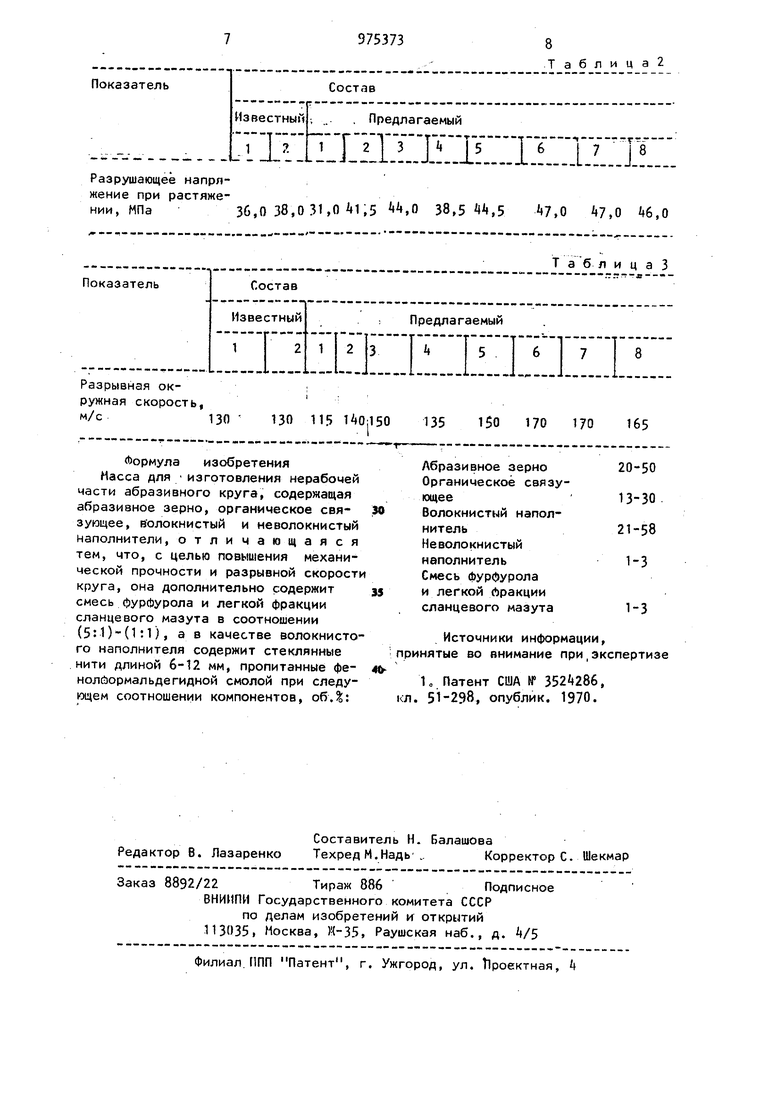
15 что масса для изготовления нерабочей части абразивного круга, включающая абразивное зерно, органическое связующее, волокнистый и неволокнистый наполнители, о качестве волок20 .нистого наполнителя содержит стеклянные нити длиной 6-12 мм, пропитанные фенолЛормальдегидной смолой, и дополнительно смесь Фурфурола и легкой фракции сланцевого мазута, взятых в cooTHoujeHHH от 5:1 до 1:1 (по массе) при следующих соотношениях компонентов массы, об. % Абразивное зерно 20-50 Органическое связущее13-30Волокнистый наполнитель21-58 Неволокнистый наполнитель1-3 Смесь фурфурола и легкой фракции сланцевого мазута1-3 В качестве волокнистого наполнителя обеспечивакхцего максимальную механическую прочность, можно применять материал . Волокнис,тый,наполнитель представля ет собой стеклянные нити длиной 612 мм, пропитанные фенолформальдегидной смолой резольного типа Р2М, модифицированной бутиралем, и перерабатывается при аналогичных условиях (давление и температура), что и абразивные изделия горячего прессова ния. Выбор длины волокнистого наполнителя определен проведенными экспериментами, показавшими, что увеличение длины наполнителя до 6-12 мм,с одной стороны, не приводит к усложне нию процесса смешивания компонентов а с другой стороны, приводит к значи тельному увеличению прочности. При увеличении длины волокнистого наполнителя свыше 12 мм нельзя достичь его равномерного распределения в мас се, что резко снижает механическую прочность круга. Максимальные (| 4зико-механические свойства изделия имеют только при равномерном распределении волокнистого наполнителя в абразивной массе Такого равномерного распределения не возможно добиться при использовании качестве увлажнителей традиционных материалов, таких как фурфурол или жидкий бакелит. Абразивные массы, из готовленные на традиционных увлажнит лях, представляют собой разделяющую ся смесь, а изготовленные на ее основе изделия невозможно использоват при скоростных и силовых режимах шли фования из-за малой прочности. Равномерное распределение материала в абразивной массе можно обеспечить , используя стандартное смесительное оборудование, только при использовании в качестве увлажнителя смеси фурфурола и легкой фракции сланцевого мазута. Это объясняется тем, что фурфурол хорошо смачивает абразивнЬе зерно и обладает высокой растворяющей способностью по отношению к порошкообразному фенолформальдегидному связующему, а легкая фракция сланцевого мазута, благодаря своим поверхностно-активным свойствам, обеспечивает совмещение длинноволокнистого наполнителя с увлажненным абразивным зерном, порошкообразным связующим и неволокнистым наполнителем. Экспериментальна также установлено, что смесь фурфурола и легкой фракции сланцевого мазута обладает оптимальными растворяющими и поверхностноактивными свойствами при соотношеНИИ фурфурола и легкой фракции сланцевого мазута 5:1-1:1. Выбор граничных пределов содержания абразивного зерна в массе определен тем, что при наличии в ней менее 20 об.% зерна настолько уменьшается насыпная плотность массы, что . Процесс одновременного прессования рабочей и нерабочей частей круга в существующих стандартных пресс-формах осуществить невозможно. Содержание абразивного зерна выше 30 обД резко уменьшает прочность нерабочей части. При введении связующего в количестве менее 13 об. не обеспечивается необходимая разрывная ск&рость изделий, а увеличение его содержания выше 30 об.% приводит к возрастанию количества летучих и, следовательно, уменьшению прочности. Введение волокнистого наполнителя в количестве менее 21 об.| недостаточно увеличивает разрывную скорость изделий, а при содержании выше i58 об. невозможно добиться равномерного распределения волокна в массе. При введении увлажнителя менее 1 об. не обеспечивается гомогенизация массы, а увеличение количества увлажнителя выше 3 об. приводит к снижению прочности изделий. Количество неволокнистых наполнителей (окись кальция, пирит) опре делается их оптимальным каталитическим действием в зависимости от содержания порошкообразного связующего. в табл. 1 приведены известные и предлагаемые составы абразивных масс для нерабочей части силовых обдирочных кругов. Для приготовления масс абразивное зерно смешивали с увлажнителем, затем вводили волокнистый наполнитель. В последнюю очередь в массу вводили заранее приготовленную смесь связующего и неволокнистого наполнителя. Из указанных масс формовали методом горячего прессования при темпера туре 17()°С и удельном давлении kOkS МПа. Время выдержки под прессом 1 мин/мм высоты, В табл, 2 приведены свойства изве стных и предлагаемых образцов. Для определения разрывной скорости кругов были изготовлены силовые обдирочные кругиППббОх75х203 с нерабочей частью, выполненной на основе предлагаемых масс. В табл. 3 приведены разрывные скорости известных и предлагаемых кругов ППбООх75х203. Анализ полученных результатов показывает, что предлагаемые абразивные круги обеспечивают увеличение разрывной скорости по сравнению с известными на 30% и дают возмохшость использовать их при работе со скоростью 8П м/с с коэффициентом запаса прочности, равным 2,0. Создание волокнистого наполните- . ля с длиной волокна 6-12 мм в пределах 21-58 об. (преимущественно 40+5 об.) является оптимальным для увеличения механических свойств абразивных кругов, При соотношении фурфурол:легкая фракция сланцевого мазута, равном (5:1)-(1:1),образцы и абразивные круги обладают оптимальными физико-механическими свойствами. Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА НА ФЕНОЛЬНОМ СВЯЗУЮЩЕМ | 1992 |
|
RU2117568C1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU984847A1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1380924A1 |
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1093524A1 |
| Масса для изготовления абразивного инструмента | 1984 |
|
SU1220763A1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU933431A1 |
| Масса для изготовления абразивногоиНСТРуМЕНТА | 1979 |
|
SU818845A1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1449336A1 |
| Масса для изготовления абразивного инструмента | 1978 |
|
SU697305A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
Абразивное зерно 63С12 St.O ,0 30 20 Связующее СФП0119А1 28,528,5 30 19
Фурфурол
Смесь фурфурола и легкой фракции сланцевого мазута в соотношении 5:1
Волокнистый наполнитель ДСВ4Р-2М длиной 6-12 мм
Стекловолокно длиной: 0,8 мм
,2 мм
Неволокнистый наполнитель :
окись кальция 2,0 2,0 ; 2 пирит 5,5 5,5 25 25 30 30
58 5 21 58 40 40
3 3
Т 1 3 3 3 38 50 22 25 13 25 15 30 ПоказательСостав
Известный , .. . Предлагаемый
..--.-...-Г11ТПТ1ГО171131ТЛ7СЛГ.7.
Разрушающее напряжение при растяже- НИИ, МПа 36,0 38.0 31,0 .5 .О 38,5,5 ,0 7,0 6,0
jKii ai«B iM «i H«« aiiwi Hi t..
ta ..««.. «. HM«..
Показатель Состав
Известный : Предлагаемый
........ .|...... .............
тЬ JU««i«l ««.UMH....«« .« « ..- «Х-. - -..««
Разрывная ок-:
ружная скорость,
м/с 130 130 U0;150 135 150 170 170 165
Формула изобретения Масса для изготовления нерабочей части абразивного круга, содержащая абразивное зерно, органическое связующее, волокнистый и неволокнистый наполнители,отличающаяся тем, что, с целью повышения механической прочности и разрывной скорости круга, она дополнительно содержит смесь фурфурола и легкой фракции сланцевого мазута в соотношении (5:1)-(1:1), а в качестве волокнистого наполнителя содержит стеклянные нити длиной 6-12 мм, пропитанные фенолйормальдегидной смолой при следующем соотношении компонентов, об.:
-Таблиц
t а б Л И Ц а 3
Лбразивное зерно
Органическое связущее
Волокнистый напол
нитель
Неволокнистый
наполнитель
Смесь фурфурола
и легкой Фракции
сланцевого мазута
Источники информации, принятые во внимание при,эк
1, Патент США № , кл. 51-298, опублик. 1970.
