(54) АБРАЗИВНАЯ ЛЕНТА
1
Изобретение относится к изготовлению абразивного инструмента.
Известна абразивная лента, выполненная на основе крепированного материала, на котором закреплен абразив 1.
Использование этой ленты позволяет вести процесс шлифования со значительно меньшим выделением тепла с возможностью удаления отходов шлифования.
Однако, при натяжении такой ленты на рабочие цилиндры или при прижиме ее к обрабатываемой поверхности контактными элементами, выступы крепированной основы расходятся, деформируются. Создаются условия для распрямления основы, рельеф на рабочей поверхности ленты сглаживается и эффект от применения таких лент уменьшается.
Цель изобретения - сохранение рельефа рабочей поверхности ленты в процессе ее эксплуатации путем ужесточения основы.
Указанная цель достигается тем, что смежные выступы крепированной основы дополнительно соединены армирующими нитями.
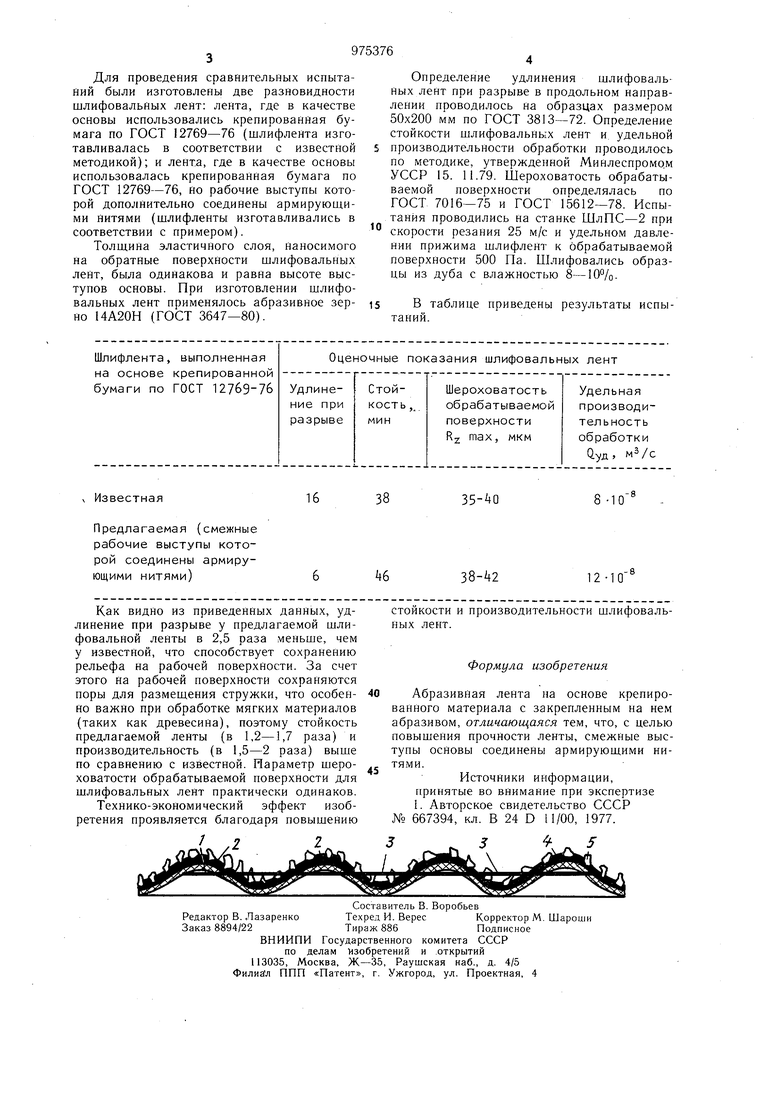
На чертеже показана лента в направлении ее движения, продольный разрез. Лента состоит из крепированной основы 1, смежные рабочие выступы 2 которой дополнительно соединены армирующими нитями 3. На основе с помощью связующего 4 закреплен абразивный слой 5.
Пример. На вершинах выступов основы из крепированной бумаги в перпендикулярном к выступам направлении прожигаются прорези с помощью раскаленной проволоки. В прорези укладываются армирующие капроновые нити. Основа из крепированной бумаги с уложенными на ней армирующими нитями покрывается метилол15полиамидным клеем, совмещенным с фенолформальдегидной смолой МПФ-1, на который наносится слой абразива. Шлифовальная лента подвергается сушке при температуре 120°С в течение часа. На оборотную поверхность щлифовальной ленты наносится эластичный слой, состоящий из метилолполиамидной смолы ПФЭ-2/10 с наполнителем, и сушится при температуре 120°С в течение одного часа.
Для проведения сравнительных испытаний были изготовлены две разновидности шлифовальных лент: лента, где в качестве основы использовались крепированная бумага по ГОСТ 12769-76 (шлифлента изготавливалась в соответствии с известной методикой); и лента, где в качестве основы использовалась крепированная бумага по ГОСТ 12769-76, но рабочие выступы которой дополнительно соединены армирующими нитями (шлифленты изготавливались в соответствии с примером).
Толщина эластичного слоя, наносимого на обратные поверхности щлифовальных лент, была одинакова и равна высоте выступов основы. При изготовлении щлифовальных лент применялось абразивное зерно 14А20Н (ГОСТ 3647-80).
Определение удлинения щлифовальных лент при разрыве в продольном направлении проводилось на образцах размером 50x200 мм по ГОСТ 3813-72. Определение стойкости щлифовальных лент и, удельной производительности обработки проводилось по методике, утвержденной Минлеспромо.м УССР 15. 11.79. Шероховатость обрабатываемой поверхности определялась по ГОСТ 7016-75 и ГОСТ 15612-78. Испытания проводились на станке ШлПС-2 при скорости резания 25 м/с и удельном давлении прижима щлифлент к обрабатываемой поверхности 500 Па. Шлифовались образцы из дуба с влажностью 8-10%.
В таблице приведены результаты испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивная лента | 1977 |
|
SU667394A1 |
| Устройство для крепирования бумаги | 1989 |
|
SU1771983A1 |
| Способ изготовления бумаги для защитных покровов кабелей | 1981 |
|
SU1008325A1 |
| ЛЕНТА С АБРАЗИВНЫМ ПОКРЫТИЕМ | 1992 |
|
RU2116186C1 |
| ШЛИФОВАННЫЙ ПРОДУКТ В ВИДЕ АБРАЗИВНОГО РЕМНЯ | 2015 |
|
RU2688845C1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ АБРАЗИВ НА ГИБКОЙ ОСНОВЕ | 2003 |
|
RU2281852C2 |
| ЛЕНТОЧНОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИИ | 1973 |
|
SU395239A1 |
| Абразивная лента | 1988 |
|
SU1579753A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| Железобетонная труба с внутренним стеклокомпозитным сердечником для напорных и безнапорных трубопроводов, прокладываемых методом микротоннелирования | 2019 |
|
RU2703115C1 |
