(54) ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для полимеров | 1978 |
|
SU716851A1 |
| ФОРМУЮЩАЯ ГОЛОВКА ЭКСТРУДЕРА | 2002 |
|
RU2213659C1 |
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |
| Экструзионная головка для изготовления профильных изделий | 1982 |
|
SU1106668A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1983 |
|
SU1111869A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ ПОРУЧНЯ ИЗ ТЕРМОПЛАСТМАССЫ | 2008 |
|
RU2497671C2 |
| Экструзионная головка для полимерныхМАТЕРиАлОВ | 1978 |
|
SU835802A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
1
I Изобретение относится к технологии .изготовления изделий из полимерныгс ма териалов методом экструзии.
По основному авт. св. № 716851 известна экструзионная головка для полимеров, содержащая корпус с входной конусообразной зоной и с формующим кана. лом, причем головка снабжена упругим конусообразным элементом, расположенным по внутренней поверхности корпуса во входной его зоне, и рядом втулок, смонтированных соосно продольной оси головки, подпружиненных каждая с одного ториа и контактирующих другим торцом с упругим элементом ll
При известной конструкции экструзионной головки контакт торца втулки с упругим конусообразным элементом проходит по линии. Таким образом, упругий элегмент опирается на ступенчатую поверхность и имеет возмо шость (вследствие своей упругости) изгибаться между линиями контакта с торцами втулок.
При переработке полимерных материалов /в частности припереработке резиновых смесей) во входной зоне экструзионной головки возникают давления порядка 100 - 150 кг/см и более. Поверхность упругого конусообразного элемента Б процессе экструдирования может сильно . искажаться, образуя волнистую поверхность.
Это приводит к повышению потерь давле Q ния на входе в формующий канал.
Кроме того, известно, что при течении полимерных материалов в каналах круглого сечения (цилиндрический, конический) профиль скоростей в канале имеет парабо15 лический характер, т. е. материал в канала движется быстрее, чем у стенок. Следовательно, и время пребывания материала в канале различно в зависимости от его расположения по отнощению к
20 стенке. Материал, движущийся у стенок, находится в канале более длительное время, чем материал, движущийся по его центральной части.
При движении полимера по искаженной поверхности упругого конусообразного элемента скорость у стенок канала ещеболее уменьшится за счет увеличения длин пути материала. Это приведет к повышеншо времени пребьгоания материала у стенок и к повьпиению его температуры
Следствие этого может быть адгезия материала.к стенкам канала и последую щее разложение полимера, чувствительного к перегреву. Все сказанное отрицательно скажется на качестве получаемого jизделия-экструдата.
Цель изобретения - повышение качества изделий за счет сокращения потерь, давления на входе :в фо рмуюший канал.I
Указанная цель достигается тем, что в известной экструзионной головке для полимеров торцы втулок, контактирующие с упругим конусообразным элементом, ско шены под углом, равным углу наклона об разующей конуса входной зоны..
Благодаря предлагаемой конструкции контакт втулок с упругим элементом проходит по площади, не давая возможности Зтругому элементу изгибаться, образуя волнистую поверхность.
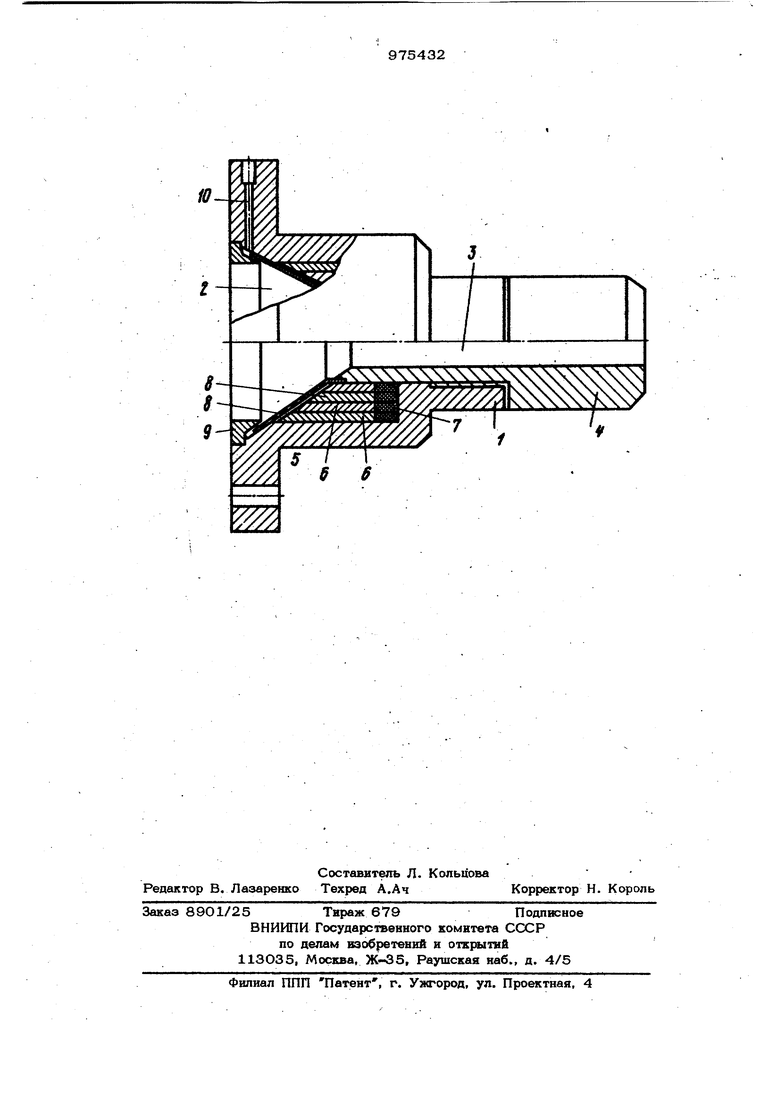
На чертеже изображена предлагаемая головка, общий вид.
Экструзионная головка срдержит корпус 1 с входной конусообразной зоной 2, формующим каналом 3 и мундщтуком 4. Головка снабжена упругим конусообразным элементом .5, расположенным по внутрен ней поверхности корпуса 1 во входной его зоне 2, и рядом втулок 6, смонтированных соосно продольной оси головки. Каждая втулка 6 подпружинена пружинным элементом 7с одного торца и контактирует другим торцом 8 с упругим конусообразным элементом 5, причем торец 8 скощен под углом, равным углу наклона образующей конуса входной зоны 2. На входе в экструзионную головку установлено кольцо 9, а для подвода жидкости предусмотрена система каналов 10.
Экструзионная головка работает следующим образом.
Расплав полимера из экс труд ера (не показан) поступает во входную конусообразную зону 2, образованную кольцом 9, упругим элементом 5 и мундштуком 4. Под действием давления расплава происходит изменение расдюложения ряда йтуло 6 и формы упругого элемента 5, которые образуют оптимальный профиль входной зоны 2.
. При этом, благодаря плотному контакly упругого элемента 5 и поверхности торцов 8 втулок 6, проходящему по площди, достигается полное совпадение указанных поверхностей. Такое совпадение исклчает возможность произвольного искажения упругого элемента 5, обусловленного посторонними нежелательными причинами, приводящего к изменению оптимального профиля входной зоны, что отрицательно скажется на условиях экструзии. Плотный контакт поверхностей упругого элемента 5 и торцов 8 втулок 6 при любых изменениях давления расплава полимера, при изменении параметров процесса или исход- ных характеристик сырья обеспечивает сохранение оптимальной конфигурации входной зоны 2.
В целях улучщения условий движения расплава на входе в формующий канал 3 целесообразно подавать во входную зону 2 смазывающий агент в виде газа или жидкости через систему каналов 10.
Таким образом, изменение профиля входной зоны происходит в зависимости от параметров экструзионного процесса и перерабатьшаемого сырья, причем поверхность упругого конусообразного элемента 5 в любом случае остается гладкой, без искажений. ,. .
Использование изобретения позволит снизить потери давления на входе в формующий канал 3 за счет уменьшения сопротивления входной зоны, что приводит к повышению производительности процесса экструзии, исключить прилипание полимера к стенкам, при этом уменьшается время, необходимое для обслуживания машины, исключить разложение полимера, ко.торое приводит к ухудщению физико-механических свойств готового изделия.
Формула изобретения
Экструзионная головка для полимеров по авт. св. № 716851, отличающаяся тем, что, с целью повьпиения качества изделий за счет сокращения потерь давления на входе в формующий канал, торцы втулок, контактирующие с упругим конусообразным элементом, скошены под углом, равным углу наклона образующей конуса входной зоны.
Источники, информации, принятые во внимание при экспертизе
