1
Изобретение относится к технологии изготовления изделий из полимерных материалов методом экструзии и может быть использовано в химической промышленности, в машиностроении.
Известна экструзионная головка для полимерных материалов, содержашая корпус, выполненный с входной полостью, с формуюшим каналом, дорн 1. Использование известной конструкции экструзионной головки приводит к тому, что по достижении определенных скоростей экструзии, называемых критическими, резко изменяется качество поверхности экструдата: поверхность становится шероховатой, на ней появляются винтовые линии, насечки и т. д. Известная экструзионная головка не позволяет вести процесс при скоростях, превышающих критические, с сохранением хорошего качества поверхности экструдируемого изделия.
Известна экструзнонная головка для полимерных материалов, состоящая из последовательно расположенных входной зоны, пористого формующего капала и устройства для подачи в формующий канал сжатого газа 2. Экструзионная головка позволяет увеличить критическую скорость экструзии в 1,4-1,5 раза. Иедостатками экструзионных головок такой конструкции являются необходимость точного поддержания расхода сжатого газа, выполняющего роль смазывающего агента, сложность в изготовлении и эксплуатации.
Ближайшей по технической сущности к изобретению является экструзионная головка для полимерных материалов, содержащая корпус, выполненный с входной полостью, с формующим каналом и основной камерой для расплава 3. Наличие основной камеры для расплава необходимо для компенсации влияния неравномерного движения расплава по отдельным распределительным каналам, способствует устранению продольных спаев в местах соединения отдельных потоков полимерного расплава, исключает образование застойных «мертвых зон. Данная экструзионная головка незначительно снижает влияние сжимаемости расплава в предвыходной зоне, что не позволяет увеличить скорость экструзии и, следовательно, производительность в режиме устойчивого течения расплава в экструзионных головках, особенно при изготовлении изделий более сложного профиля, чем изделие, имеющее круглое или кольцеобразное сечение. Цель изобретения - повышение производительности процесса за счет увеличения
скорости экструзии в режиме устойчивого течения расплава.
Достигается указанная цель благодаря тому, что в зкструзионной головр:е для полимерных материалов, содержащей корпус, выполненный с входной полостью, с формующим ..каналом и основной камерой для расплава согласно изобретению основная камера для расплава выполнена в виде усеченного конуса, обращенного к выходному торцу экструзионной головки меньшим основанием, которое располол ено от выходного торца на расстоянии 0,2-0,4 длины формующего канала. Кроме того, в корпусе выполнена по меньщей мере одна дополнительная камера для расплава в виде усеченного конуса с меньщим основанием, обращенным в сторону выходного торца экструзиониой головки, причем дополнительная камера размещена перед основной в направлении экструзии и имеет больший, чем основная камера, объем.
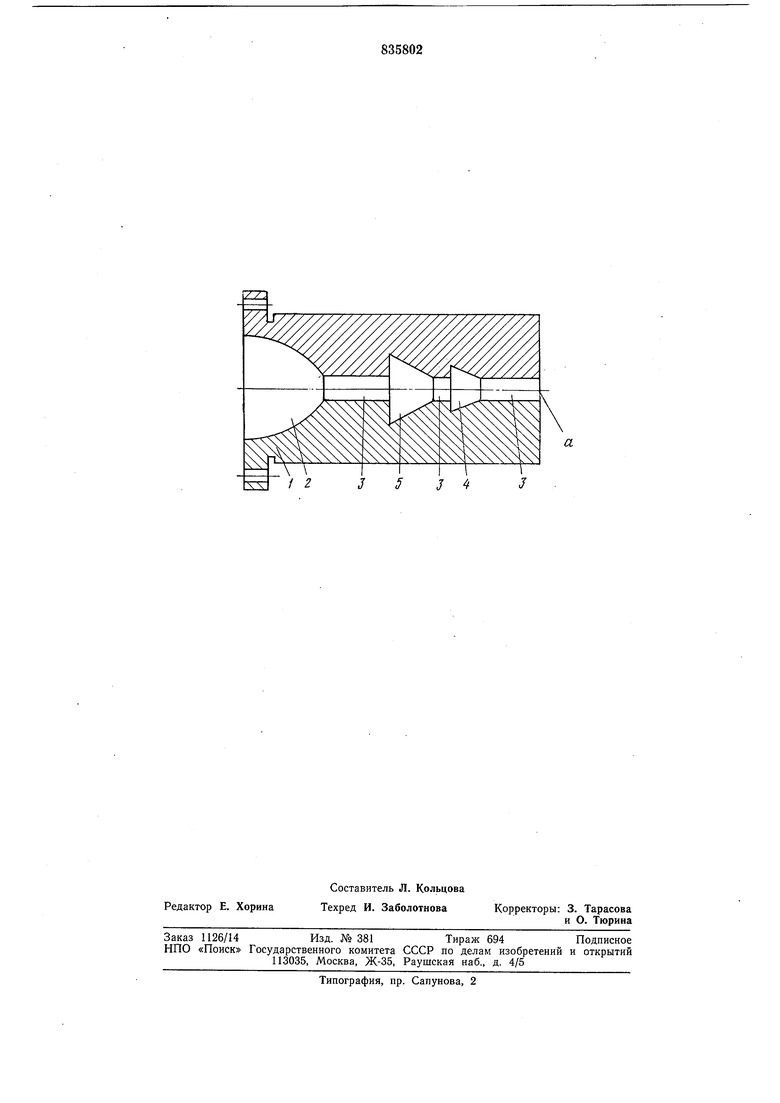
На чертеже показана экструзионная головка в разрезе.
Экструзионная головка содержит корпус 1 с входной полостью 2 и с формующим каналом 3, в котором расположены основная 4 и дополнительная 5 камеры для расплава, выполненные в виде усеченных конусов, обращенных к выходному торцу а экструзионной головки меньшим основанием, причем меньшее основание основной камеры расположено от выходного торца на расстоянии 0,2-0,4 длины формующего канала, а дополнительная камера размещена перед основной в направлении экструзии и имеет больший, чем основная камера, объем.
Экструзионная головка работает следующим образом.
Расплав полимерного материала, поступающий из экструдера, проходит входную полость 2, далее поступает в формующий канал 3, из которого попадает в дополнительную камеру 5. Расплав полимера заполняет дополнительную камеру, затем под действием давления поступает в формующий канал, из которого попадает в основную 4 камеру, объем которой меньше объема дополнительной камеры. Окончательное оформление профиля потока расплава происходит в выходной части формующего канала.
Уменьшение объема основной камеры по сравнению с дополнительной вытекает из сущности работы головки (предотвращение объемной сжимаемости полимера перед входом в формующий канал). Опыты, проведенные на плунжерном реометре, показали, что объемная сжимаемость расплава играет существенную роль: в частности, уменьшение объема расплава перед входом
в формующий канал ведет к существенному повыщению критических скоростей экструзии. Поэтому уменьшение объема основной камеры по сравнению с дополнительной является целесообразным, а конкретные размеры камер зависят от вида полимера. Форма камер, выполненных в виде усеченных конусов, сужающихся в направлении выходного торца экструзионной головки, обусловлена закономерностями течения расплава (отсутствие «мертвых зон на входе). Опытная проверка экструзионной головки показала, что для применяемых полимеров указанная форма камер является
оптимальной.
Расстояние от выходного торца головки до основной камеры, равное 0,2-0,4 длины формующего канала, найдено экспериментально.
Опытная проверка экструзионной головки предлагаемой конструкции, проведенная на экструдере ЧП 20x25, показала, что она позволяет увеличить критические скорости экструзионного процесса, следовательно, повысить производительность по сравнению с известными конструкциями при экструзии в 1,4 раза.
Формула изобретения
1. Экструзионная головка для полимерных материалов, содержащая корпус, выполненный с входной полостью, с формующим каналом и основной камерой для расплава, отличающаяся тем, что, с целью повышения производительности процесса за счет увеличения скорости экструзии в режиме устойчивого течения расплава, основная камера для расплава выполнена
в виде усеченного конуса, обращенного к выходному торцу экструзионной головки меньшим основанием, которое расположено от выходного торца на расстоянии 0,2-0,4 длины формующего канала.
2. Экструзионная головка по п. 1, отличающаяся тем, что в корпусе выполнена по меньшей мере одна дополнительная камера для расплава в виде усеченного конуса с меньшим основанием, обращенным в
сторону выходного торца экструзионной головки, причем дополнительная камера размещена перед основной в направлении экструзии и имеет больший, чем основная камера, объем.
Источники информации,
принятые во внимание при экспертизе
1.Шенкель Г. Шнековые прессы для пластмасс. Л., ГХИ, 1962, с. 258.
2.Патент Франции № 2162705, кл. В 29F 3/00, 1973.
2. Патент ФРГ № 2153467, кл. ЗЭа 7/04, 1973 (прототип).
J 4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОТНА ЭКСТРУЗИОННЫМ МЕТОДОМ | 1992 |
|
RU2023591C1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1983 |
|
SU1111869A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Экструзионная головка для полимеров | 1981 |
|
SU975432A2 |
| Экструзионная головка для изготовления многополостных профильных полимерных изделий | 1979 |
|
SU887236A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 2006 |
|
RU2317200C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для изготовления извитых изделий из термопластов | 1981 |
|
SU994283A1 |
| Экструзионная головка для изготовления профильных изделий | 1982 |
|
SU1106668A1 |