Изобретение относится к химическому машиностроению, в частности к оборудованию для формования термопластичных веществ, а более конкретно к экструдерам.
Известна экструзионная головка для изготовления многополостных профильных полимерных изделий, содержащая корпус с каналом на входном участке, матрицу, профильные дорны переменного сечения с перемычками крепления, образующие с корпусом и матрицей каналы распределительного и формующего участков IJ.
Недостатком этой головки является то, что распределение полимера при образовании внутренних стенок полости изделия осуществляется на формующем участке головки что приводит при изготовлении асимметричных профилей к необходимости создания значительных локальных сопротивлений и, как следствие этого, к образованию различных напряжений сдвига и градиента скорости в потоке полимера на различных участках формуемых профиля. В результате получаемое изделие имеет отклонения размеров и формы. Кроме того, экструзионная головка не позволяет плавно распреде.пить полимерный материал и получить необходимую конфигурацию изделия.
Ближайщей по технической сущности и достигаемому результату к изобретению является экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов, содержащаякорпус, выполненный с зонами входного, распределительных и формующих каналов, установленные в корпусе на перегородках дорны с профильными головками, причем в зоне распределительных каналов дорн установлен с профильной головкой, обращенной в сторону выходных отверстий головки, а в зоне формующих каналов дорны установлены с профильными головками, обращенными в сторону входного канала 2.
Недостаток данной экструзионной гоовки состоит в том, что наличие большого количества аорнов в потоке расплава вызывает неравномерные градиенты скорости и напряжения сдвига расплава по всему сечению головки, что ухудщает качество формования.
Кроме того, регулирование распределения полимерного материала, осуществляемое в распределительной зоне за счет взаимного расположения профильных дорнов, ребует строго определенного расположения дорнов относительно друг друга, что рактически осуществить невозможно, потому в процессе доводки головок возникат необходимость в создании в распределиельной зоне головки локальных сопротивений.
Целью изобретения является повышение ачества формования за счет выравнивания радиента скорости и напряжения сдвиа расплава.
Ноставленная цель достигается тем, что в экструзионной головке для изготовления многополостных профильных изделий из полимерных матер1Галов, содержащей корпус выполненный с зонами входного, распределительных и формующих каналов, установленные в корпусе на перегородках дорны с профильными головками, причем в зоне распределительных каналов дорн установлен с профильной головкой, обращенной в
0 сторону выходных отверстий головки, а в зоне формующих каналов дорны установлены с профильными головками, обращенными в сторону входного канала, дорны выполнены полыми со сферическими поверхно- стями торцов, а профильные головки подвижно закреплены на торцах дорнов, выполнены со сферическими поверхностями, сопряженными с поверхностями торцов дорнов и снабжены рычажными средствами их поворота, размещенными в полостях
0 дорнов.
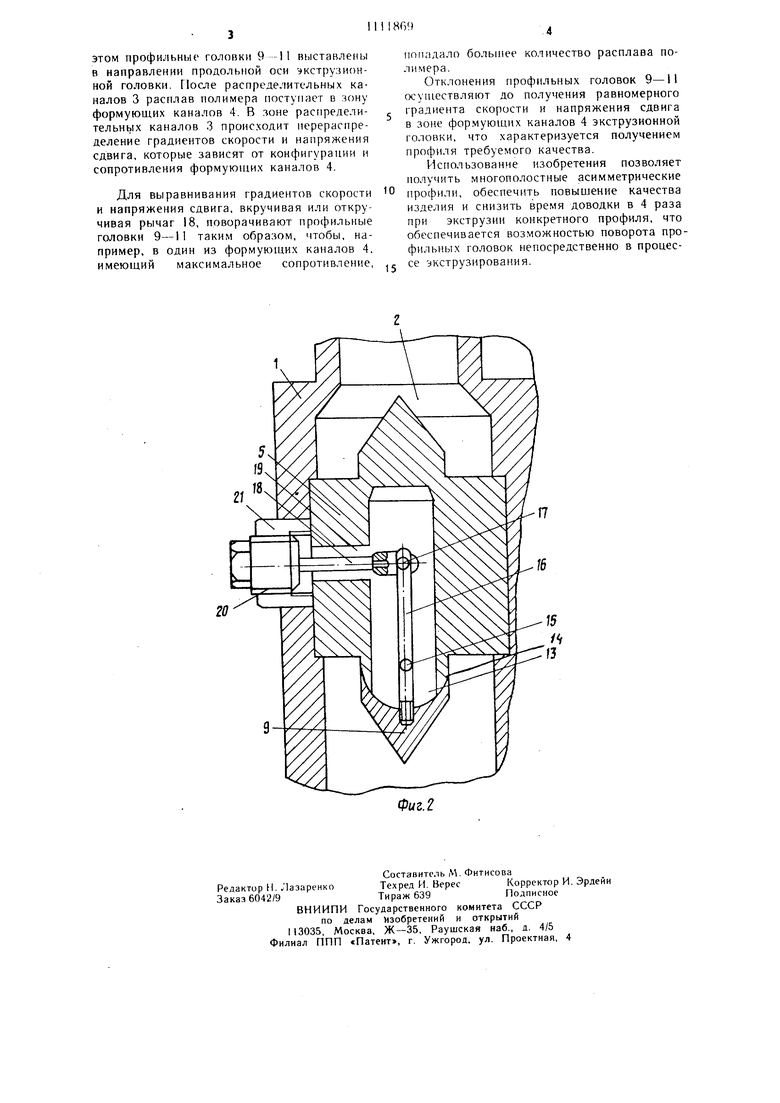
На фиг. 1 изображена экструзионная головка, общий вид; на фиг. 2 - дорн с профильной головкой, продольное сечение. Экструзионная головка содержит корд пус 1, выполненный с зонами входного 2, распределительных 3 и формующих 4 каналов. В корпусе I на перегородках 5 установлены дорны 6-8 с профильными головками 9 и 11. В зоне распределительных каналов 3 дорн 6 установлен с профильной
0 головкой 9, обращенной в сторону выходных отверстий 12 головки, а в зоне формующих каналов 4 дорны 7 и 8 установлены с профильными головками 10 и 11, обращенными в сторону входного канала 2.
Дорны 6-8 выполнены с нолостями 13
и со сферическими поверхностями торцов 14. Профильные головки 9-11 на осях 15 подвижно закреплены на торцах 14 дорнов 6-8 выполнены со сферическими поверхностями, сопряженными с поверхностями торцов 14
Q дорнов. В полостях 13 каждого дорна 6-8 размещены рычажные средства поворота профильных гшовок 9-1, выполненные в виде хвостовика 16, посредством оси 17 связанного с рычагом 18 управления фофильными головками 9-11. Рычаг 18 установ5 лен в пазе 19, выполненном в перегородке 5 и корпусе 1. Каждый рычаг выполнен с резьбой 20 и снабжен гпйкой 21.
Экструзионная головка работает следующим образом.
Формуе.мый материал подается в зону входного канала 2, обтекая профильный дорн 6, плавно подводится в зону распределительных каналов 3 головки. Профиль входного канала 2 экструзионной го-товки 5 между дорном 6 и корпусом 1 позволяет предварительно распределить поток полимерной массы, обеспечивая при этом одинаковые напряжения сдвига и градиента скорости на различных участках профиля. При
этом профильные головки 9-11 выставлены в направлении продольной оси кструзионной головки. После распределительных каналов 3 раснлав полимера поступает в зону формующих каналов 4. В зоне раснределительнь1х каналов 3 происходит перераспределение градиентов скорости и напряжения сдвига, которые зависят от конфигурации и сопротивления формующих каналов 4.
Для выравнивания градиентов скорости и напряжения сдвига, вкручивая или откручивая рычаг 18, поворачивают профильные головки 9-11 таким образом, чтобы, например, в один из формующих каналов 4, имеющий максимальное сопротивление,
попадало больп1ее количество расплава полимера.
Отклонения профильных головок 9-И осуществляют до получения равномерного градиента скорости и напряжения сдвига в зоне формующих каналов 4 экструзионной головки, что характеризуется получением профиля требуемого качества.
Использование изобретения позволяет получить многополостные асимметрические профили, обеспечить повыщение качества изделия и снизить время доводки в 4 раза при экструзии конкретного профиля, что обеспечивается возможностью поворота профильных головок непосредственно в процессе экструзирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления многополостных профильных полимерных изделий | 1979 |
|
SU887236A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1975 |
|
SU612816A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯМНОГОПОЛОСТНЬ!Х ПРОФИЛЬНЫХ ИЗДЕЛИЙИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU433035A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ МЕТОДОМ ЭКСТРУЗИИ | 2006 |
|
RU2327563C2 |
| Экструзионная головка для полимерныхМАТЕРиАлОВ | 1978 |
|
SU835802A1 |
| Экструзионная головка для изготовления профильных изделий | 1982 |
|
SU1106668A1 |
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОПОЛОСТНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащая корпус, выполненный с зонами входного, распределительных и формующих каналов, установленные в корпусе на перегородках дорны с профильными головками, причем в зоне распределительных каналов дорн установлен с профильной головкой, обращенной в сторону выходных отверстий головки, а в зоне формующих каналов дорны установлены с профильными головками, обращенными в сторону входного канала,, отличающаяся тем, что, с целью повыщения качества формования за счет выравнивания градиента скорости и напряжения сдвига расплава, дорны выполнены полыми со сферическими поверхностями торцов, а профильные головки подвижно закреплены на торцах дорнов, выполнены со сферическими поверхностями, сопряженными с поверхностями торцов дорнов, и снабжены рычажi ными средствами их поворота, размещенными в полостях дорнов. (Л 
| I | |||
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯМНОГОПОЛОСТНЬ!Х ПРОФИЛЬНЫХ ИЗДЕЛИЙИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU433035A1 |
| Солесос | 1922 |
|
SU29A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Экструзионная головка для изготовления многополостных профильных полимерных изделий | 1979 |
|
SU887236A1 |
| Солесос | 1922 |
|
SU29A1 |
