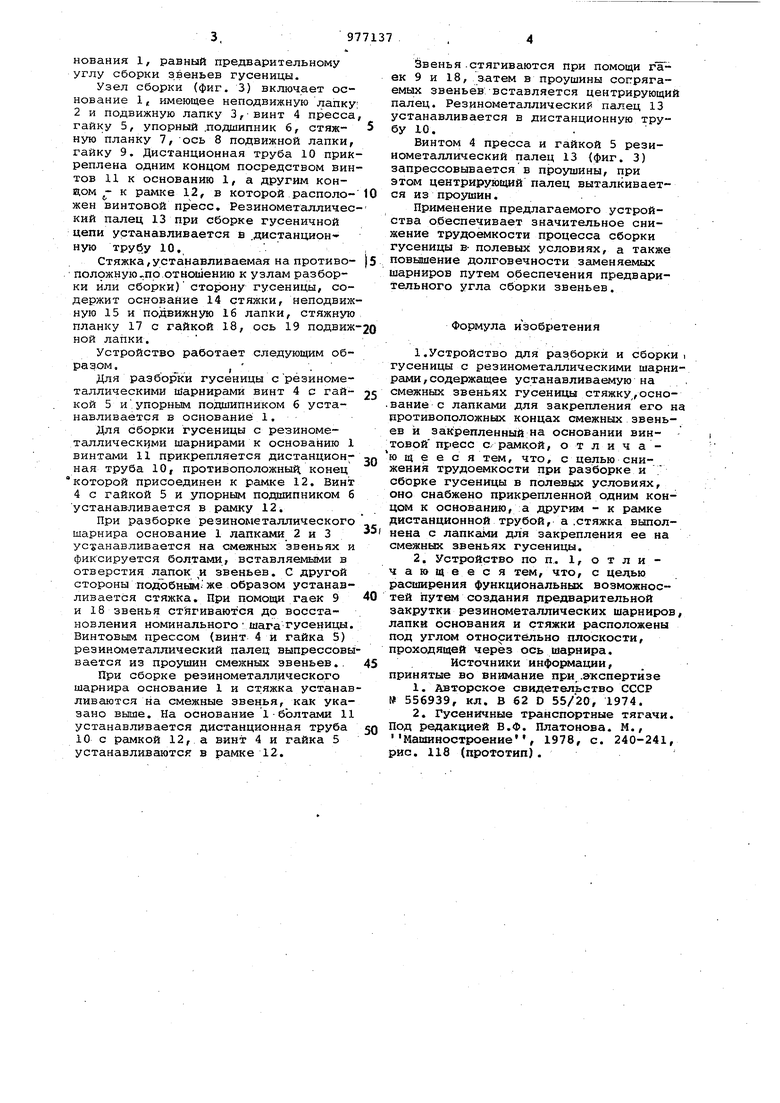
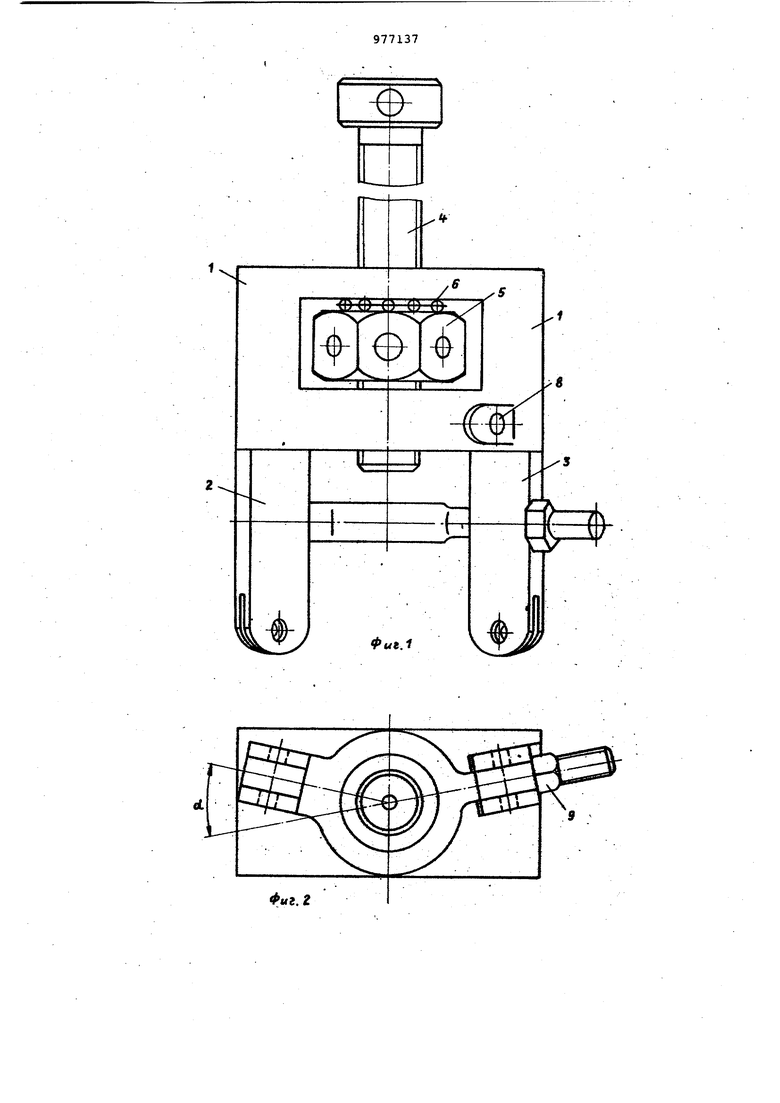
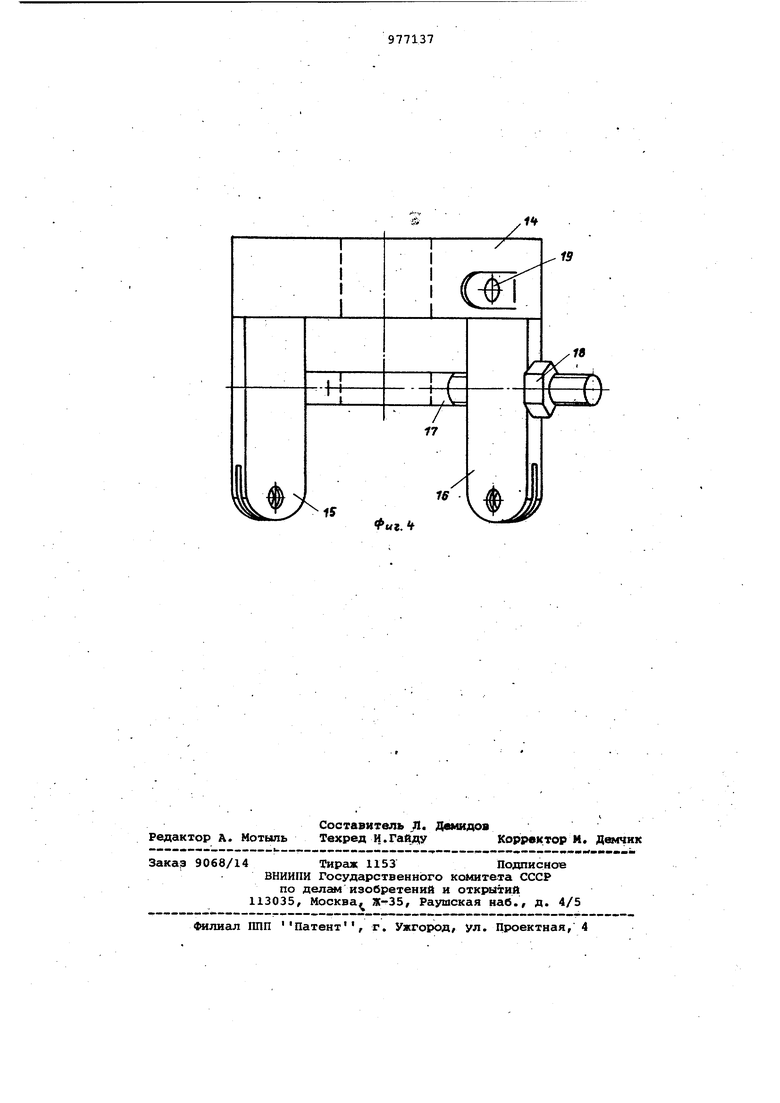
Изобретение относится к транспорт ному машиностроению, преимущественно к производству гусеничных транспортных средств. Известно устройство для разборки .сборки гусеницы, содержащее стяжки, устанавливае№ле на смежных звеньях гусеницы, и винтовой механизм 1. Это устройство не обеспечивает разборку и сборку ширниров в случае необходимости запрессовки пальцев значительными усилиями. Известно также устройство для раз борки и сборки гусеницы с резинометаллическими шарнирами, содержащее установленную на смежных звеньях гусеницы стяжку, основание с лапками .для закрепления его на противоположных концах смежных- звеньев и закрепленный на основании винтовой пресс срамкой 2. Указанное устройство обеспечивает разборку и сборку гусеницы с выпрессовкой пгшьцев со значительными усили ми, однако оно сложно в монтаже и демонтаже на гусенице, вследствие чего трудоемкость работ с этим устро ством особенно в полевых условиях, высокая. . Цель изобретения - снижение трудоемкости при разборке и сборке гусеницы в полевых условиях. Указанная цель достигается тем, что устройство снабжено прикрепленной одним концом к основанию, а другим к рамке дистанционной трубой, а стяжка выполнена с лапками для закрепления ее на смежных звеньях гусеницы. Кроме того, с целью расширения функциональных возможностей путем создания предварительной закруткн резинометаллических шарниров, лапки основания и стяжки расположены под углом относительно плоскости, проходящей через ось шарнира. На фиг. 1 изображен узел разборки, вид сверху; на фиг. 2 - то же, вид спереди; на фиг. 3 - узел сборки с дистанционной трубой, вид сверху на фиг. 4 - стяжкаj общий вид. Узел разборки (фиг. 1,2) содержит основание 1, имеющее .неподвижную лапку 2 и подвижную лапку 3 винт 4 лресса, гайку 5, упорный подшипник 6, зтяжную п-ланку 7, ось 8 подвижной 1апки и гайку 9. Угол о(, образован между плоскостью, лроходящей через ось шарнира, и неподвижной 2 и подвижной 3 лапками основания 1, равный предварительному углу сборки звеньев гусеницы. Узел сборки (фиг. 3) включает основание If имеющее неподвижную лапку 2 и подвижную лапку 3,-винт 4 пресса гайку 5, упорный .подшипник 6, стяжную планку 7,ось 8 подвижной лапки, гайку 9. Дистанционная труба 10 прикреплена одним концом посредством винтов 11 к основанию 1, а другим конШ.ОМ - к рамке 12, в которой расположен винтовой пресс. Резинометаллический палец 13 при сборке гусеничной цепи устанавливается в .дистанционную труб.у 10, Стяжка,устанавливаемая на противополржную.по отношению к узлам разборки или сборки) сторону гусеницы, содержит основание 14 стяжки, неподвиж ную 15 и подвижную 16 лапки, стяжную планку 17 с гайкой 18, ось 19 подвиж ной лапки. Устройство работает следующим образом,, . Для разборки гусеницы с рёзинометаллическими Шарнирами винт 4 с гайкой 5 иупорным подшипником 6 устанавливается в основание 1. Для сборки гусеницы с резинометаллическцми шарнирами к основанию 1 винтами 11 прикрепляется дистанционная труба 10, противоположный конец ° которой присоединен к рамке 12. Винт 4 с гайкой 5 и упорным подшипником 6 устанавливается в рамку 12. При разборке реэинометаллического шарнира основание 1 лапками 2 и 3 усханавливается на смежных звеньях и фиксируется болтами, вставляемыми в отверстия лапок и звеньев. С другой стороны подЪбньм-же образом устанавливается стяжка. При помощи гаек 9 и 18 звенья стягиваются до восстановления номинального шага гусеницы. Винтовым прессом (винт 4 и гайка 5) резинометаллический палец выпрессовы вается из проушин смежных звеньев.. При сборке резинометалл.ического шарнира основание 1 и стяжка устанав ливаются на смежные звенья, как указано вьоше. На основание 1-болтами 11 устанавливается дистанционная труба 10 с рамкой 12, а винт 4 и гайка 5 устанавливаются в рамке 12. Звенья .стягиваются при помощи гаек 9 и 18, затем в проушины сопрягаемых звеньев вставляется центрирующий палец. РезинометаллическиР палец 13 устанавливается в дистанционную трубу 10. Винтом 4 пресса и гайкой 5 резинометаллический палец 13 (фиг. 3) запрессовывается в проушины, при этом центрирующий палец выталкивается из проушин. Применение предлагаемого устройства обеспечивает значительное снижение трудоемкости процесса сборки гусеницы в- полевых условиях, а также повьлиение долговечности заменяемых шарниров путем обеспечения предварительного угла сборки звеньев. Формула изобретения 1.Устройство для раз.боркй и сборки, гусеницы с резинометаллическими шарнирами , содержащее устанавливаемую на . смежных звеньях гусеницы стяжку,основание с лапками для закрепления его на противоположных концах смежных звеньев и закрепленный на основании винтовой npiecc с/рамк.ой, о т л и ч а ю щ е е с я тем, что, с целью снижения трудоемкости при разборке и ; сборке гусеницы в полевых условиях, оно снабжено прикрепленной одним концом к основанию, а другшл - к рамке дистанционной трубой, а .стяжка вьшолнена с лапкаМи для закрепления ее на смежных звеньях гусеницы. 2. Устройство по п. 1, отличающееся тем, что, с цедью расширения функциональных возможностей путем создания предварительной закрутки резинометаллических шарниров, лапки основания и стяжки расположены под углом относительно плоскости, проходящей через ось шарнира. Источники информации, принятые во внимание при .экспертизе 1.Авторское свидетельство СССР № 556939, кл. В 62 D 55/20, 1974. 2.Гусеничные транспортные тягачи. Под редакцией В.Ф. Платонова. М., машиностроение, 1978, с. 240-241, рис. 118 (прототип).
w
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разборки и сборки гусениц с резинометаллическими шарнирами | 1988 |
|
SU1604655A1 |
| Гусеница | 1978 |
|
SU861163A1 |
| Способ разборки гусениц с моноблочными резинометаллическими шарнирами с ограничителями радиальной деформации | 1990 |
|
SU1749105A1 |
| СПОСОБ ВЫПРЕССОВКИ ПАЛЬЦА РЕЗИНОМЕТАЛЛИЧЕСКОГО ШАРНИРА И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2010695C1 |
| Резинометаллический шарнир гусеницы транспортного средства | 1981 |
|
SU979195A1 |
| Гусеничная цепь с параллельными резинометаллическими шарнирами | 1982 |
|
SU1071508A1 |
| Способ сборки резинометаллического шарнира | 1980 |
|
SU977263A1 |
| Устройство для испытаний шарниров гусениц | 1988 |
|
SU1622792A2 |
| Резинометаллический шарнир гусеничной цепи | 1985 |
|
SU1279903A1 |
| АСФАЛЬТОХОДНАЯ ГУСЕНИЦА ТРАНСПОРТНОГО СРЕДСТВА С ПАРАЛЛЕЛЬНЫМ РЕЗИНОМЕТАЛЛИЧЕСКИМ ШАРНИРОМ | 2009 |
|
RU2400390C1 |
. ЙГ
J
/5
.i
12
Фи9.5
н16
РигЛ
