(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ
БЛОКОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования лестничного блока | 1981 |
|
SU1011373A1 |
| Установка для формования объемных элементов | 1981 |
|
SU992195A1 |
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |
| Кассетная установка | 1978 |
|
SU727448A1 |
| Установка для формования строительных изделий | 1980 |
|
SU895674A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| Установка для изготовления объемных элементов | 1985 |
|
SU1303412A1 |
| Установка для изготовления объемныхэлЕМЕНТОВ | 1979 |
|
SU841979A1 |
| Установка для формования железобетонных изделий | 1978 |
|
SU745689A1 |
1
Изобретение относится к устройствам для формования объемных блоков из бетонных смесей.
Известна установка для формования рбъемных блоков, включающая наружные Г-образйые щиты, .сердечник, направляю- 5 щие и приводные механизмы С1.
Наиболее близкой к предлагаемой является установка для формования объемных блоков, включающая наружные боковые и торцовые щиты, сердечник, силовые ю цилиндры для перемещения боковых и торцовых щитов и направляющие 2.
Недостаток известных установок заключается в том, что при повороте Г-образных щитов в Процессе распалубки происходит разрущение изделий по граням, приле- 5 гающим к торцовым частям Г-образных щитов, из-за малой отодвижки от поверхности распалубливаемого изделия.
Цель изобретения - повыщение качества . изделия.20
Поставленная цель достигается тем, что установка для формования объемных блоков, содержащая боковые и торцовые щиты, силовые цилиндры для перемещения последних и сердечник, установленный на катках.
снабжена двумя парами оппозитно расположенных Г-образных рычагов, одни плечи которых шарнирно соединены с боковыми щитами, а каждый торцовой щит выполнен из двух частей, жестко соединенных с другими плечами Г-образНых рычагов.
Каждый силовой цилиндр для перемещения торцовых щитов щарнирно установлен на боковом щите, а его щток соединен с плечом Г-образного рычага, щарнирно связанным с последним.
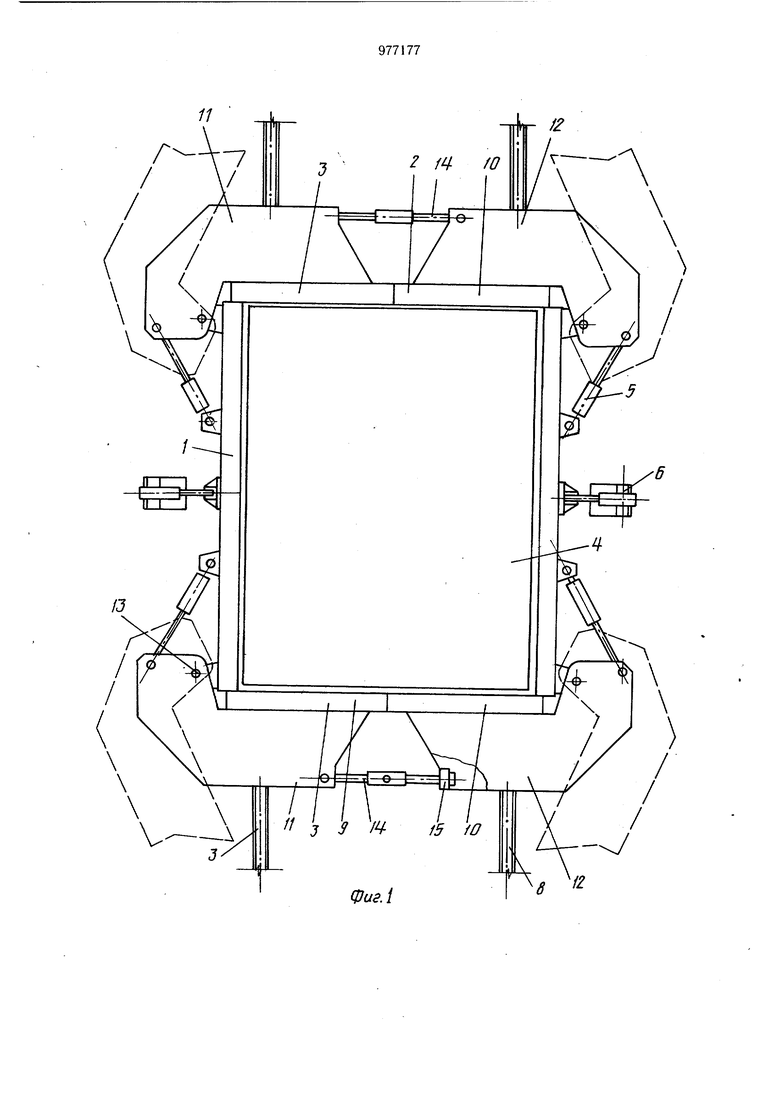
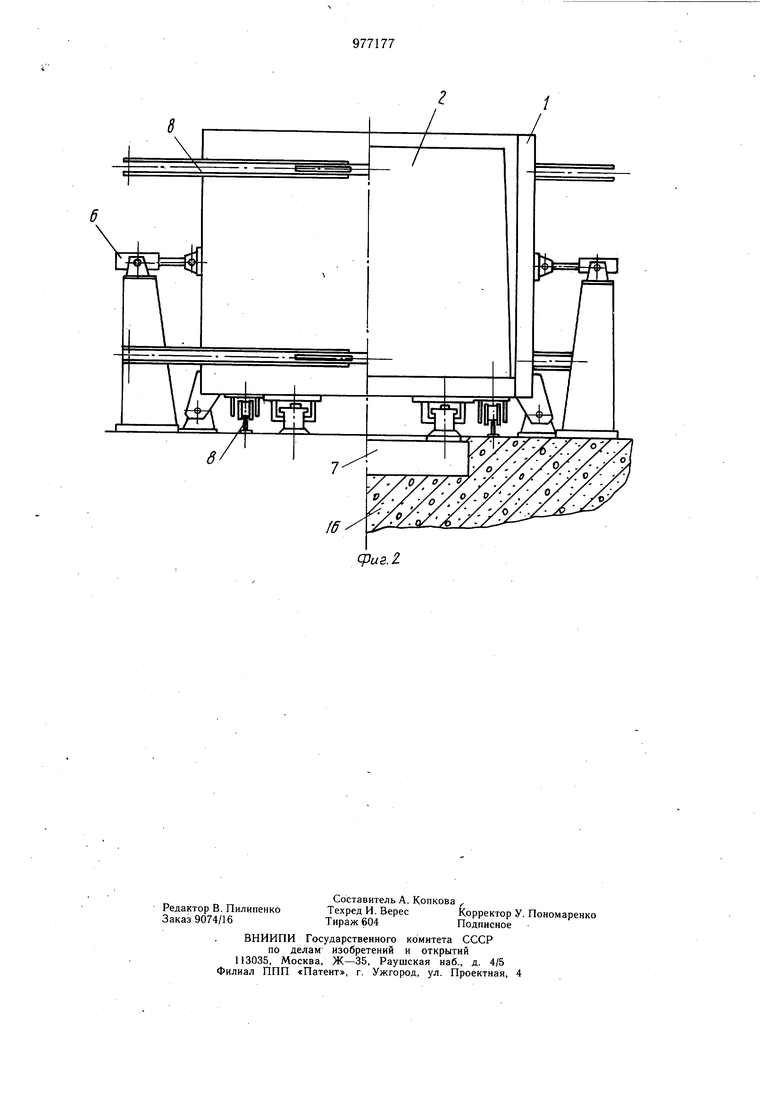
На фиг. 1 показана установка, вид в плане; на фиг. 2 - то же, вид сбоку.
Установка состоит из наружных боковых 1 и торцовых 2 и 3 щитов, сердечника 4, силовых цилиндров 5 для перемещения торцовых щитов 2 и 3, силовых цилиндров 6 для перемещения боковых щитов 1, механизма 7 для уплотнения бетонной смеси, направляющих 8 для перемещения сердечника 4.
Торцовые щиты 2 и 3 состоят из частей 9 и 10, которые снабжены Г-образными двуплечими рычагами соответственно 11 и 12. Рычаги 11 и 12 прикреплены к боковым щитам 1 щарнирами 13.
Рычаги 11 и 12 каждого торцового щита соединены между собой тягой 14 в виде талрепа, который одним концом шарйирно закреплен на рычаге 11, а другим входит в вилочный упор 15 рычага 12. Kopnyica силовых цилиндров 5 шарнирно закреплены на боковых щитах 1, а их штоки закреплены так же шарнирно на рычагах 11 и 12. Корпуса силовых цилиндров б шарнирно закреплены на фундаменте 16, а штоки - шарнирно на щитах 1. Щиты 1 шарнирно закреплены на фундаменте 16;
Установка для формования объемных бло ков работает следующим образом.
Перед подачей сердечника 4 в установку чистят и смазывают наружные щиты 1-3, Находящиеся в раскрытом состоянии.
Далее по направляющим 8 подают в установку сердечник 4, на который заранее устанавливают арматурный кракас. Фиксируют сердечник 4 на механизме 7 уплотнения бетонной смеси. Затем включают силовые цилиндры 6 и приводят щиты 1 в вертикальное положение. После этого включают силовые цилиндры 5 и торцовые щиты 2 и 3 устанавливают в рабочее положение. При этом части 9 и 10 торцовых щитов 2 и 3 поворачиваются вокруг шарниров 13, образуя единую рабочую поверхность.
Затем т.ягу 14 поворачивают вокруг шарнира, вводят в вилочный упор 15 и завинчивают талреп для предотвращения открывания торцовых бортов 2 и 3 от давления бетонной смеси. После этого в образовавщуюся формовочную полость подаюют бетонораздатчиком (условно не показан) бетонную смесь. Включают механизм 7 (например, виброударная площадка) и производят уплотнение бетонной смеси, а затем - тепловую обработку изделия. Для этого в паровые полости сердечника 4 подают пар. После набора изделием промежуточной прочности производят его частичную распалубку.
Отвинчивают талрепы тяг 14 и выводят их из вилочных захватов 15. Включают силовые цилиндры 5 и части 9 и 10 торцовых щитов 2 и 3, поворачиваясь вокруг щарниров 13, отходят от изделия. Далее включают силовые цилиндры 6 и боковые щиты 1 поворачиваются и открываются от изделия. Пос-. ле этого механизмом проталкивания (условно Не показан) сердечник 4 с изделием перемещают в камеру дозревания.
Предлагаемая установка позволяет при организации формовочной линии по конвейерной схеме обеспечить по сравнению с известным устройством бездефектную распалубку объемных блоков за счет отодвижки торцовых щитов от поверхности блока по траектории, близкой к Нормам.
Экономический эффект достигается за счет снижения брака изделий при распалубке.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
