(54) УСТАНОВКА ДЛЯ СОРТИРОВКИ И УКЛАДКИ
1
Изобретение относится к устройствам для сортировки и укладки керамических плиток, в частности к механизации в производстве керамических плиток на конвейерных линиях, и может быть использовано в керамической и других отраслях промышленности.
Известны устройства для многорядного транспортирования плиток, выполненные в виде конвейеров 1.
Недостаток указанного устройства заключается в малой механизации укладки плиток.
Наиболее близким к предлагаемому является устройство для разделения однорядного потока плиток, содержащее горизонтальные многорядный и однорядный конвейеры и преобразователь потока плиток 2
Недостаток известного устройства заключается в том,что однорядный iiOTOK плиток преобразуется в многорядный.
Цель изобретения - сокращение ручного труда и повышение производительности труда.
Указанная цель достигается тем, что установка для сортировки и укладки кераКЕРАМИЧЕСКИХ ПЛИТОК
мических плиток содержит горизонтальные многорядный и однорядный конвейеры, преобразователь потока плиток и снабжена механизмом отбраковки плиток, горизонтальным конвейером визуального контроля плиток, механизмом стопирования плиток, а также горизонтальными несущим и прижимным конвейерами, причем преобразователь потока плиток установлен на многорядном конвейере, а механизм отбраковки плиток установлен на горизонтальном однорядном конвейере, а горизонтальные прижимной и несущий конвейеры установлены один над другим за механизмом стопирования плиток, причем прижимной конвейер установлен над начальным участком несущего конвейера.
15 При этом механизм стопирования плиток выполнен в виде наклонных подпружиненных конвейеров подъема плиток, установленных к горизонтальному однорядному конвейеру под углом, равным- 30-70° и направленным в сторону движения горизонтального однорядного конвейера, и снабжен следящим узлом блокировки несущего и прижимного конвейеров.
На фиг. 1 показана установка для сортировки и укладки плиток, общий вид; на
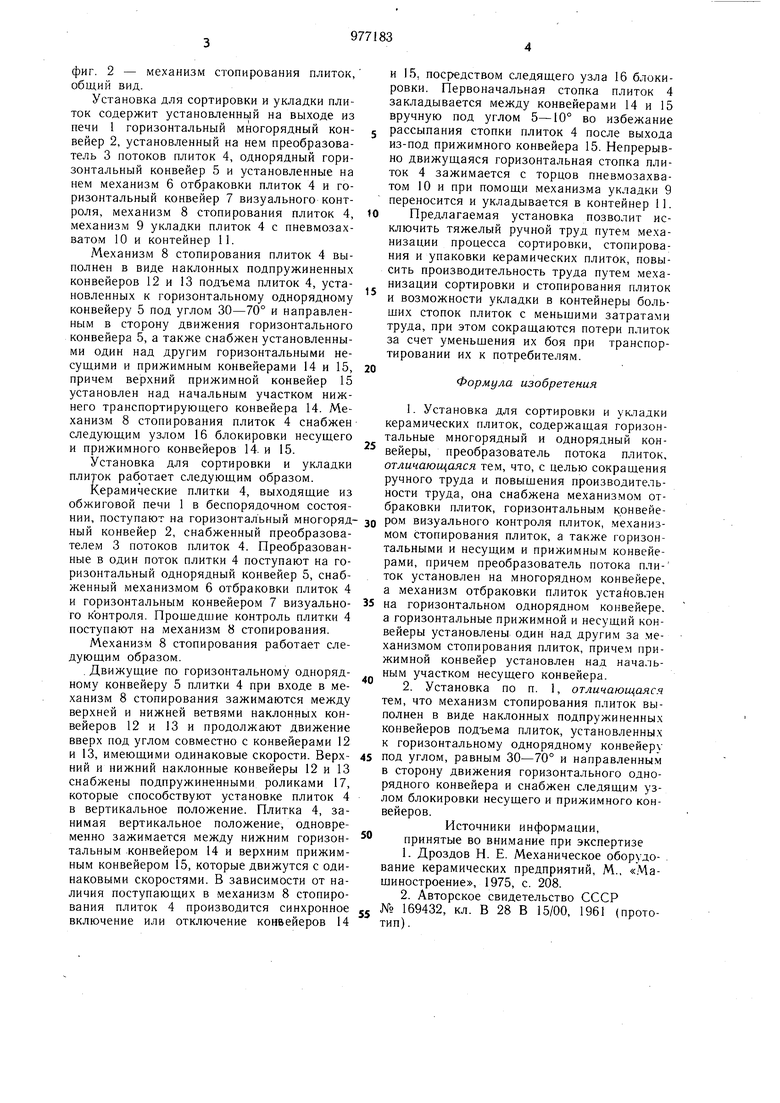
фиг. 2 - механизм стопирования плиток, общий вид.
Установка для сортировки и укладки плиток содержит установленный на выходе из печи 1 горизонтальный многорядный конвейер 2, установленный на нем преобразователь 3 потоков плиток 4, однорядный горизонтальный конвейер 5 и установленные на нем механизм 6 отбраковки плиток 4 и горизонтальный конвейер 7 визуального контроля, механизм 8 стопирования плиток 4, механизм 9 укладки плиток 4 с пневмозахватом 10 и контейнер 11.
Механизм 8 стопирования плиток 4 выполнен в виде наклонных подпружиненных конвейеров 12 и 13 подъема плиток 4, установленных к горизонтальному однорядному конвейеру 5 под углом 30-70° и направленным в сторону движения горизонтального конвейера 5, а также снабжен установленными один над другим горизонтальными несущими и прижимным конвейерами 14 и 15, причем верхний прижимной конвейер 15 установлен над начальным участком нижнего транспортирующего конвейера 14. Механизм 8 стопирования плиток 4 снабжен следующим узлом 16 блокировки несущего и прижимного конвейеров 14. и 15.
Установка для сортировки и укладки плиток работает следующим образом.
Керамические плитки 4, выходящие из обжиговой печи 1 в беспорядочном состоянии, поступают на горизонтальный многорядный конвейер 2, снабженный преобразователем 3 потоков плиток 4. Преобразованные в один поток плитки 4 поступают на горизонтальный однорядный конвейер 5, снабженный механизмом 6 отбраковки плиток 4 и горизонтальным конвейером 7 визуального контроля. Прошедшие контроль плитки 4 поступают на механизм 8 стопирования.
Механизм 8 стопирования работает следующим образом.
. Движущие по горизонтальному однорядному конвейеру 5 плитки 4 при входе в механизм 8 стопирования зажимаются между верхней и нижней ветвями наклонных конвейеров 12 и 13 и продолжают движение вверх под углом совместно с конвейерами 12 и 13, имеющими одинаковые скорости. Верхний и нижний наклонные конвейеры 12 и 13 снабжены подпружиненными роликами 17, которые способствуют установке плиток 4 в вертикальное положение. Плитка 4, занимая вертикальное положение, одновременно зажимается между нижним горизонтальным .конвейером 14 и верхним прижимным конвейером 15, которые движутся с одинаковыми скоростями. В зависимости от наличия поступающих в механизм 8 стопирования плиток 4 производится синхронное включение или отключение конвейеров 14
И 15, посредством следящего узла 16 блокировки. Первоначальная стопка плиток 4 закладывается между конвейерами 14 и 15 вручную под углом 5-10° во избежание
рассыпания стопки плиток 4 после выхода из-под прижимного конвейера 15. Непрерывно движущаяся горизонтальная стопка плиток 4 зажимается с торцов пневмозахватом 10 и при помощи механизма укладки 9 переносится и укладывается в контейнер 11.
0 Предлагаемая установка позволит исключить тяжелый ручной труд путем механизации процесса сортировки, стопирования и упаковки керамических плиток, повысить производительность труда путем механизации сортировки и стопирования плиток и возможности укладки в контейнеры больших стопок плиток с меньшими затратами труда, при этом сокращаются потери плиток за счет уменьшения их боя при транспортировании их к потребителям.
Формула изобретения
1.Установка для сортировки и укладки керамических плиток, содержащая горизонтальные многорядный и однорядный конвейеры, преобразователь потока плиток, отличающаяся тем, что, с целью сокращения ручного труда и повышения производительности труда, она снабжена механизмом отбраковки плиток, горизонтальным крнвейе0 ром визуального контроля плиток, механизмом стопирования плиток, а также горизонтальными и несущим и прижимным конвейерами, причем преобразователь потока плиток установлен на многорядном конвейере, а механизм отбраковки плиток установлен
5 на горизонтальном однорядном конвейере. а горизонтальные прижимной и несущий конвейеры установлены один над другим за .механизмом стопирования плиток, приче.м прижимной конвейер установлен над начальным участком несущего конвейера.
2.Установка по п. 1, отличающаяся тем, что механизм стопирования плиток выполнен в виде наклонных подпружиненных конвейеров подъема плиток, установленных к горизонтальному однорядному конвейеру
под углом, равным 30-70° и направленным в сторону движения горизонтального однорядного конвейера и снабжен следящим узлом блокировки несущего и прижимного конвейеров.
Источники информации, принятые во внимание при экспертизе
1.Дроздов Н. Е. Механическое оборудование керамических предприятий, М., «.Машиностроение, 1975, с. 208.
2.Авторское свидетельство СССР
№ 169432, кл. В 28 В 15/00, 1961 (прототип).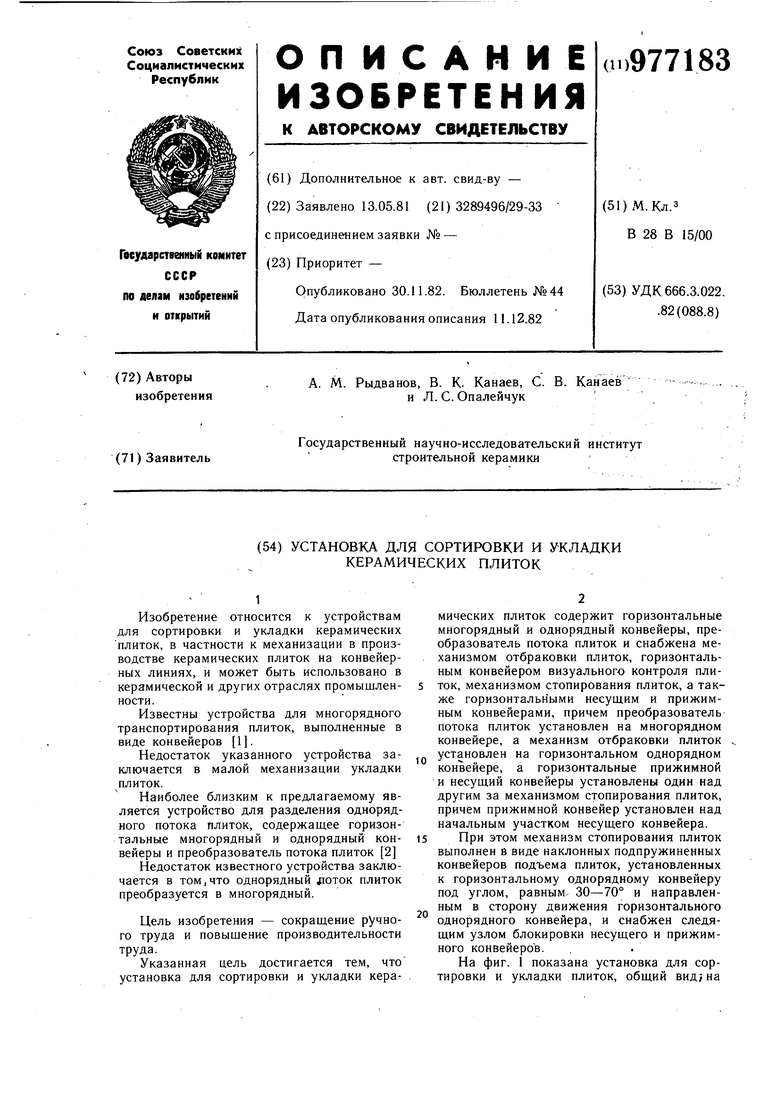
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для укладки керамических плиток | 1986 |
|
SU1324854A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| Установка для стопирования керамических плиток | 1986 |
|
SU1375467A1 |
| Преобразователь потока плиток | 1990 |
|
SU1770233A1 |
| Преобразователь потока плиток | 1977 |
|
SU734094A1 |
| Устройство для транспортирования керамических плиток | 1990 |
|
SU1791139A1 |
| Устройство для укладки штучных изделий в тару | 1986 |
|
SU1375507A1 |
| Линия наклейки ковров из керамических плиток | 1985 |
|
SU1296422A1 |
| Способ изготовления керамических изделий | 1988 |
|
SU1715777A1 |
| Автоматическое устройство для сортировки керамических и т п плиток по их размерам | 1962 |
|
SU152068A1 |
Фиг.З.
