(54) ПРЕОБРАЗОВАТЕЛЬ ПОТОКА ПЛИТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Преобразователь потока плиток | 1990 |
|
SU1770233A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| Установка для сортировки и укладки керамических плиток | 1981 |
|
SU977183A1 |
| Линия укладки стеклоплиток в ковры | 1985 |
|
SU1399184A1 |
| Устройство для транспортирования керамических плиток | 1990 |
|
SU1791139A1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ ПОТОКА ШТУЧНЫХ ИЗДЕЛИЙ | 1972 |
|
SU346189A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| СПОСОБ (ВАРИАНТЫ) И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОК С ПРИВОДНЫМИ ЛЕНТАМИ И КОМПОНЕНТОВ ТАКИХ УПАКОВОК И УПАКОВКА | 2007 |
|
RU2448880C2 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| Способ однорядного обжига глазурованных изделий | 1980 |
|
SU964395A1 |
1
Изобретение относится к промыш- . пенаому транспорту, а именно к транспортированию штучных грузов конвейерами.
Известен преобразователь потока плиток, включающий подающий конвейер направляющие и отсекатель.
Недостатке этого преобразователя является то, что процесс отбраковки, в частности спекшихся плиток, у него не механизирован.
Наиболее близким к описываемому изобретению по технической сущности и достигаемс 1у результату является преобразователь потока плиток, включающий подающий конвейер для многорядного потока, направляющие и отсекатель.
Целью описываемого изобретения является обеспечение отбраковки спекшихся плиток.
Указанная цель достигается тем, что преобразователь потока плиток снабжен поперечным конвейером для однорядного потока плиток, установленным под подающим конвейером, и калибратором, размешенным вдоль поперечного конвейера, за пределами подгиощего конвейера и выполненным в виде криволинейной направляющей
с окнами, длина которых превышает длину плитки/ и изогнутым под углом к поперечному конвейеру концом, при этом подающий конвейер снабжен отбраковочным роликом, установленным над поперечным конвейером на расстоянии, превышающим длину поповины диагонали плитки.
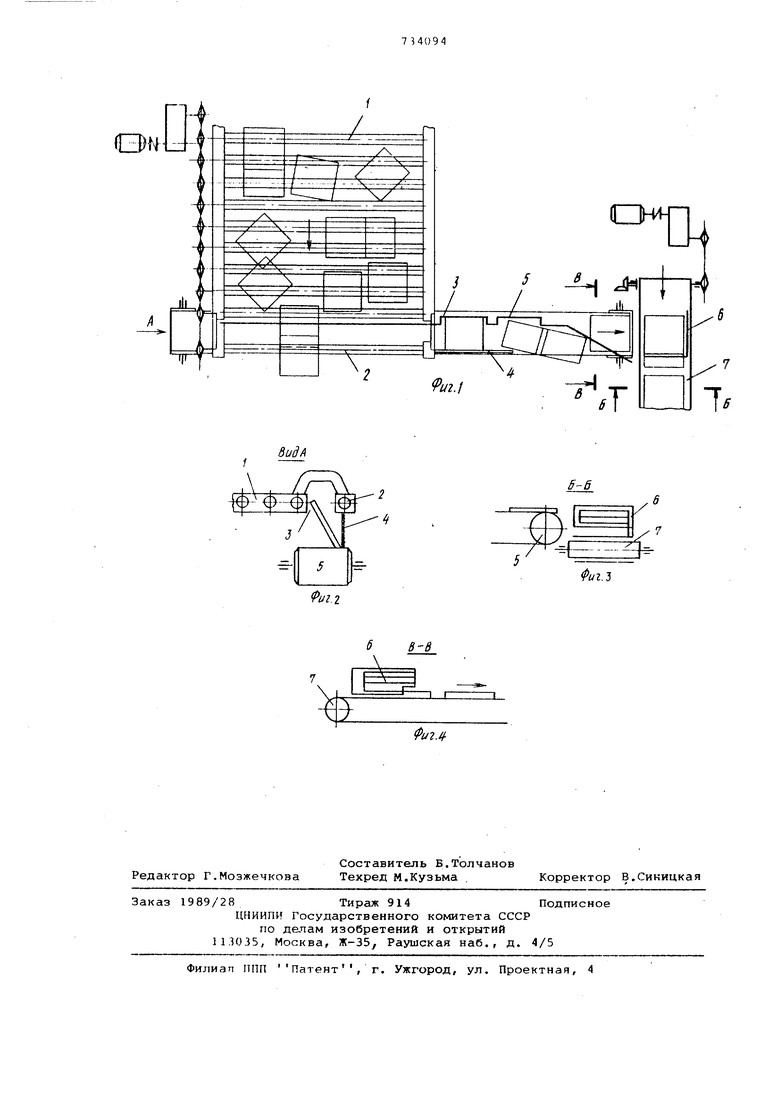
На фиг.1 изображена кинематическая схема преобразователя; на фиг.2 вйд А на фиг. на фиг. 3 - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг Л.
Преобразователь потока плиток
15 состоит из подеиощего конвейера 1 для многорядного потока, ролики KOTqporo расположены с шагом, равным или меньшим половины длины грани транспортируемой плитки, отбраковочного
20 ролика 2, который находится на расстоянии от последнего ролика конвейера многорядного потока, несколько большем половины длины диагонаши транспортируемой плитки, калибратора
25 3,направляющей 4, конвейера 5 для однорядного потока, отсекателя 6, конвейера 7. Конвейеры 1,5,7 рабоTcUOT в непрерывном режиме. Калибратор 3, представляет собой направляющую, имеющую за пределами многорядHoio потока окна, длина которых несколько больше грани плитки. Концевая часть направляющей образует тупо |угол по направлению движения плиток
Преобразователь потока плиток работает следующим образом.
Подающий конвейер многорядного потока If приняв на себя плитки, пермещает их вперед по ходу, причем для дальнейших операций порядок расположения изделий не имеет значения.
Дойдя до последнего ролика, поток плиток начинает претерпевать изменения; спекшиеся плитки, у которых общая длина в направлении движения больше расстояния между последним роликом конвейера 1 и отбраковочным роликом 2, перекрывают это расстояние и выходят на отбраковочны ролик 2, которым удаляются в брак из общего потока.
Нормальные плитки, дойдя до последнего ролика конвейера 1, попадают на поперечный конвейер для однорядного поток 5, причем плитка становится на нем под углом, опираясь одной гранью на ленту конвейера, а тыльной стороной - на калибратор 3 При этом конвейер для однорядного потока выносит плитку за пределы конвейера многорядного потока 1 в поперечном направлении. Для того, чтобы плитка,не сошла с ленты поперечного конвейера 5, нижняя грань ее упирается в направляющую 4, скользит вдоль нее. Дойдя до окна в калибраторе 3, плитка проваливается в одно из окон и ложится на ленту конвейера 5 всей плоскостью. В даль нейшем плитка с поперечного конвейера 5 по инерции заходит в отсекатель 6-, находящийся над конвейером 7. В отсекателе находится одновременно несколько плиток. Для того, чтобы плитки могли выходить из бтсекателя б,в нем в направлении движения конвейера.7 имеется щель,сквозь которую может выйти ТСшько одна плитка. Конвейер выдает плитки ориентированными по граням по одной в направлении своего движения. Спекшиеся плитки, у которих общая длина в направлении движения меньше расстояния между последним ролико и конвейера до я многорядного потока 1 и отбраковочным роликом 2, также, как и нормальные плитки, выпадая в щель, движутся на конвейере для одноряде ного потока 5, скользя вдоль направляющей 4 и калибратора 3. Ввиду
того, что общая длина двух спекшихся плиток превышает ширину окон калибратора, они не имеют возможности вы.. пасть в эти окна и лечь на ленту конвейера для однорядного потока 5. Двигаясь дальше, спекшиеся плитки выходят на часть калибратора, расположенную под тупым углом к конвейеру для однорядного потока 5, скользя по ней поднимаются вертикально, и в дальнейшем, поворачиваясь, удаляются из конвейера для однорядного потока 5 в брак.
Благодаря, тому, что описанный
0 преобразователь автоматически удаляет из потока спекшиеся плитки и преобразует поток плиток в сформированный ряд, представляется возможность дальнейшие операции по сортировке и упаковке плиток автоматизировать.
Формула изобретения
Преобразователь потока плиток, включающий подающий конвейер для многорядного потока, направляющие и отсекатель, отличающийс я тем, что, с целью отбраковки спекшихся плиток, он снабжен поперечным конвейером для однорядного потока плиток, установленным под подающим конвейером, и калибратором, размещенным вдоль попереч0 ного конвейера за пределами подающего конвейера, и выполненным в виде криволинейной направляющей с окнами, длина которых превышает длину плитки, и изогнутым под углом к поперечному конвейеру концом, при этом лодаищий конвейер снабжен отбраковочным роликом,установленным нал поперечным конвейером на расстоянии, превышающем длину половины дилгп.чали плитки.
Щ,
5-6
Фиг.Ъ
