Изобретение относится к промьпп- ленности строительных материалов, а именно к устройствам для упорядоченной укладки плоских, преимущественно прямоугольных, предметов, в частности, для образования стопы вертикально ориентированных керамических плиток.
Целью изобретения является повышение надежности работы.
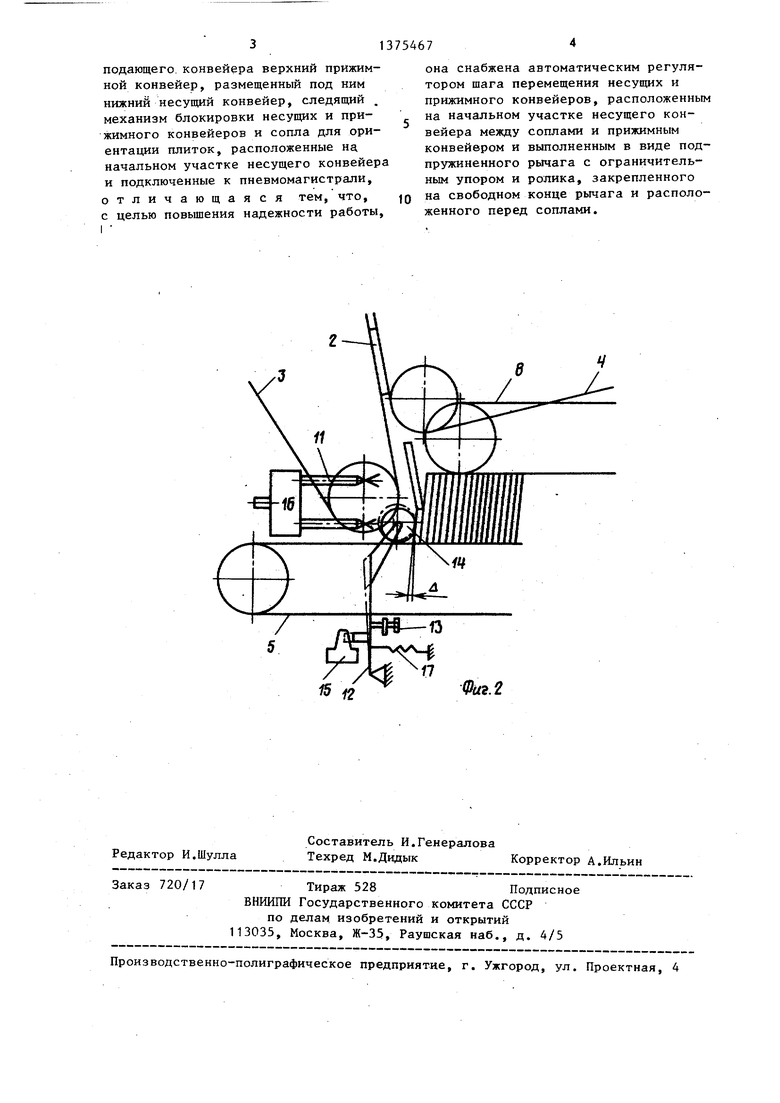
На фиг. 1 показана предлагаемая установка, общий вид-, на фиг. 2 - зона стопирования плиток на начальном участке несущего конвейера.
Установка содержит однорядный подающий конвейер 1, транспортирующий плитку 2, конвейеры 3 и 4 устройства для подачи плиток в зону стопирования, несущие конвейеры 5-7 и прижимной конвейер 8, расположенные ниже уровня подающего конвейера 1. Конвейеры 5-8 имеют общий привод 9 (кинематическая связь конвейеров с приводом 9 не показана). Рабочие ветви конвейера 3 прижимаются к конвейеру 4 подпружиненным роликом 10 о На начальном участке несущего конвейера 5 размещены сопла 11 для ориентации плиток 2, подключенные к пневмомагистрали. Сопла 11 расположены в направлении взаимодействия поступающей плитки 2 со стопой.
Между соплами 11 и прижимным конвейером 8 на несущем конвейере 5 размещен автоматический регулятор шага перемещения несущего 5 и прижимного 8 конвейеров, вьтолненный в виде подпружиненного рычага 12 с огранительным упором 13 и ролика 14 закрепленного на свободном конце рычага 12-, причем ролик 14 расположен между соплами 11. Подпружиненный рычаг 12 в крайнем положении контактирует с конечным выключателем 15 следящего механизма блокировки несущего и прижимного конвейеров.
Установка работает следующим об- разоМо
Плитка 2, транспортируемая конвейером 1, переходит на конвейер 3, зажимается роликом 10 между рабочими ветвями конвейера 3 и 4 и направляется наклонно вниз на конвейер 5. Падая на конвейер 5, плитка 2 попадает под действие струи сжатого воздуха из сопел 11, подключенных к пневмомагистрали 16, и до соприкосновения с роликом 14 прижимается
к стопе. При этом между поступающей плиткой 2 и роликом 14 обеспечивается минимальное перекрытие Д , В процессе дальнейшего опускания на конвейер 5 плитка 2 отклоняет ролик 14, который замыкает конечный выключатель 15, дающий сигнал на включение привода 9 перемещения кон0 вейеров 5-8 до тех пор, пока ролик 14 под действием пружины 17 не возвратится в исходное положение и разомкнет выключатель 15 для остановки привода 9. Следовательно, величи5 на перекрытия л определяет шаг перемещения конвейеров. Вследствие изменяющейря в процессе стопирования инерционности конвейеров 5,6,7 и 8 возможны колебания размера шага пе0 ремещения конвейеров.
Установкой сопел 11 размеры перекрытия Л между роликами 14 и плиткой 2 поддерживаются на минимальном уровне для соответствующего положе5 ния стопы относительно ролика, что способствует обеспечению минимального необходимого перемещения и стабилизации усредненного шага конвейеров. Таким образом, взаимодействуя че0 рез поступающую плитку 2 с роликом 14, сопла 11 создают компенсирующую обратную связь: образование отрицательно влияющего на процесс стопирования зазора между роликом 14 и стос пой автоматически влечет уменьшение шага перемещения конвейеров 5-8, что ведет к ликвидации зазора, способствует более надежной работе установки.
0 ,В процессе укладки плиток стопа меняет свой наклон на противоположный начальному и устанавливается поД углом 5-10° к вертикали за счет пре- вьшения скорости конвейе;ра 6 над
е скоростью конвейера 8 при равенстве скоростей конвейеров 5,7 и 8.
Предлагаемая установка позволяет получить плотную стопу, что облегчает выполнение последующих операций по упаковке плиток, увеличивает за- полняемость упаковочной тары.
Ф о рмула изобретения
5 Установка для стопирования керамических плиток, содержащая однорядный подающий конвейер, устройство для подачи плиток в зону стопирования, расположенный ниже уровня
подающего, конвейера верхний прижимной конвейер, размещенный под ним нижний несущий конвейер, следящий . механизм блокировки несущих и прижимного конвейеров и сопла для ориентации плиток, расположенные на начальном участке несущего конвейера и подключенные к пневмомагистрали, отличающаяся тем, что, с целью повышения надежности работы, I
она снабжена автоматическим регулятором шага перемещения несущих и прижимного конвейеров, расположенным на начальном участке несущего конвейера между соплами и прижимным конвейером и выполненным в виде подпружиненного рычага с ограничительным упором и ролика, закрепленного на свободном конце рычага и расположенного перед соплами.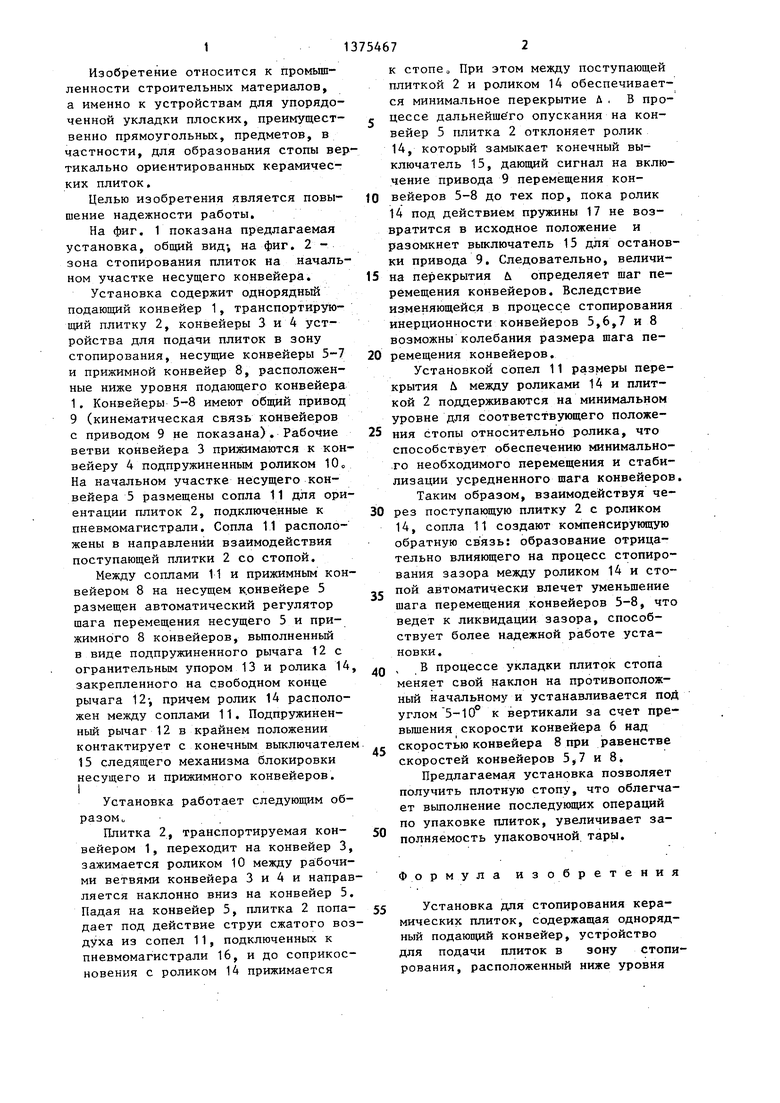
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сортировки и укладки керамических плиток | 1981 |
|
SU977183A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| Установка для укладки керамических плиток | 1986 |
|
SU1324854A1 |
| Устройство для транспортирования керамических плиток | 1990 |
|
SU1791139A1 |
| Линия наклейки керамических плиток в ковры | 1988 |
|
SU1512772A1 |
| Устройство для порядной выдачи плиток двух цветов | 1975 |
|
SU570503A1 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1133008A1 |
| Устройство для укладки плиток | 1990 |
|
SU1776738A1 |
| Установка для набора плиток в ковры | 1980 |
|
SU973369A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ СТОП ИЗ ПЛОСКИХ ИЗДЕЛИЙ | 1972 |
|
SU431081A1 |
Изобретение относится к производству керамических плиток, а именно к устройствам для упорядоченной укладки плоских, преимущественно прямоугольных, предметов, в частности, для образования стопы вертикально ориентированных керамических плиток. Целью изобретения является по- вьппение надежности работы установки . Л с Установка содержит однорядный конвейер 1, транспортируюпц1й плитку 2, конвейеры 3 и 4 устройства для подачи плиток в зону стопирования, несущие конвейеры 5, 6, 7 и прижимной конвейер 8 с общим приводом 9. Автоматический регулятор шага перемещения несущих и прижимного конвейера содержит ролик 14, закрепленный на подпружиненном рычаге, взаимодействующим с конечным выключателем 15, управляющим включением и отключением привода 9. В направлений взаимодействия плитки 2 с роликом 14 смонтированы сопла 11. Взаимодействуя через поступающую плитку 2 с подпружиненным роликом 14 и конечным выключателем 15, сопла 11 создают компенсирующую обратную связь: образование зазора между роликом 14 и стопой автоматически влечет уменьшение шага перемещения конвейеров 5, 6, 7, 8, что ведет к ликвидации зазора, способствует более надежной работе установки. 2 ил. 5.«Г (Л со. СП 4 0д 
15 12
Ч| N7
Фиг. 2
| Установка для сортировки и укладки керамических плиток | 1981 |
|
SU977183A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для укладки керамических плиток | 1986 |
|
SU1324854A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
