20
ОО
сл
СП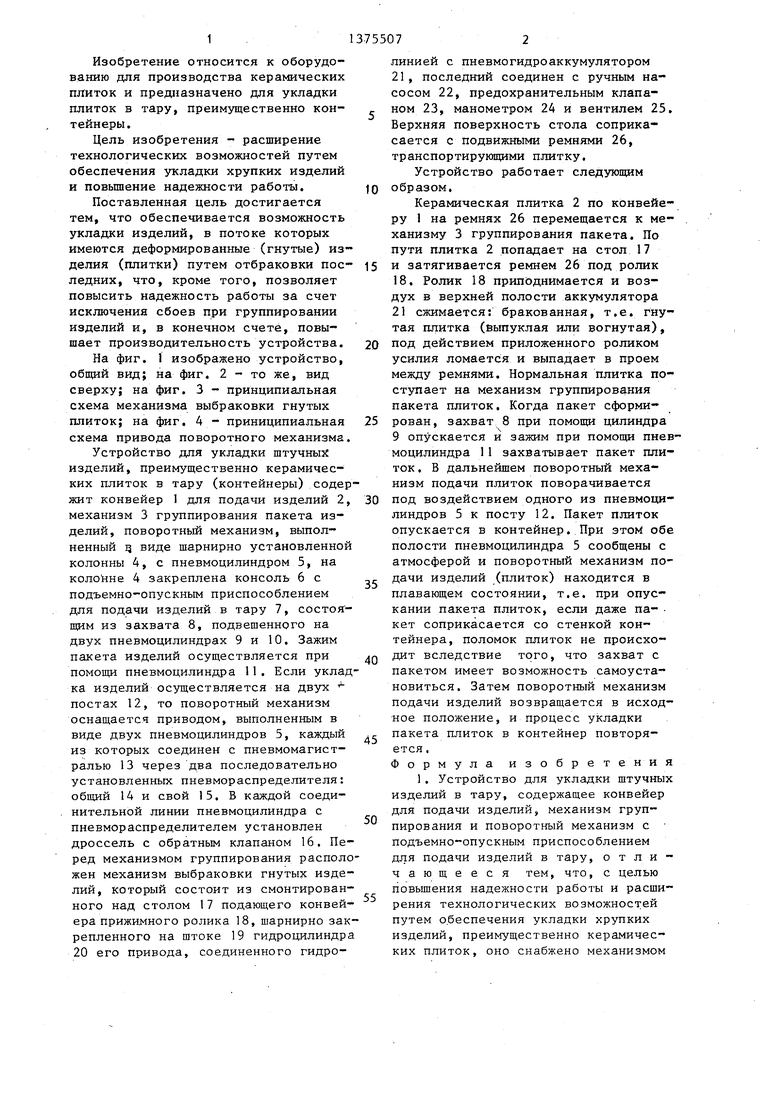
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки штучных изделий в тару | 1986 |
|
SU1359201A1 |
| УСТРОЙСТВО для СОРТИРОВКИ и УКЛАДКИ в СТОПУ ШТУЧНЫХ ГРУЗОВ | 1971 |
|
SU314711A1 |
| Установка для стопирования керамических плиток | 1986 |
|
SU1375467A1 |
| Линия для укладки мягких легкоповреждаемых изделий в картонную тару | 1990 |
|
SU1830357A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Устройство для группирования изделий | 1987 |
|
SU1495207A2 |
| Устройство для набора и наклейки керамической плитки в ковры | 1986 |
|
SU1449649A1 |
| Устройство для укладки изделий в тару | 1986 |
|
SU1386515A1 |
| Устройство для укладки плоских предметовВ пАКЕТ | 1979 |
|
SU835887A1 |
| Устройство для накопления и укладки легкоповреждаемых изделий в тару | 1989 |
|
SU1689219A1 |
Изобретение относится к оборудованию для производства керамических плиток и предназначено для укладки плиток в тару, , преимущественно контейнеры. Целью изобретения является повьшение надежности и расширение технологических возможностей путем обеспечения укладки хрупких изделий, преимущественно керамических шшток. Устройство содержит конвейер 1 для подачи изделий 2, механизм 3 группирования изделий, поворотный механизм с подъемно-опускным приспособлением и механизм выбраковки гнутых изделий. Плитка 2 по конвейеру 1 перемещается к механизму 3 группирования пакета. По пути она попадает на стол подающего конвейера и затягивается под прижимной ролик 18, который поднимается, воздух в пнев- могидроаккумуляторе сжимается, а гнутая плитка ломается и падает в проем между ремнями конвейера 1. 1 3. п. ф-лы, 4 ил. Ш (Л
Фи&. 1
Изобретение относится к оборудованию для производства керамических плиток и предназначено для укладки плиток в тару, преимущественно кон тейнеры.
Цель изобретения - расширение технологических возможностей путем обеспечения укладки хрупких изделий и повьшение надежности работы.
Поставленная цель достигается тем, что обеспечивается возможность укладки изделий, в потоке которых имеются деформированные (гнутые) изделия (плитки) путем отбраковки пос- ледних, что, кроме того, позволяет повысить надежность работы за счет исключения сбоев при группировании изделий и, в конечном счете, повышает производительность устройства.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - принципиальная схема механизма выбраковки гнутых плиток; на фиг. 4 - приниципиальная схема привода поворотного механизма.
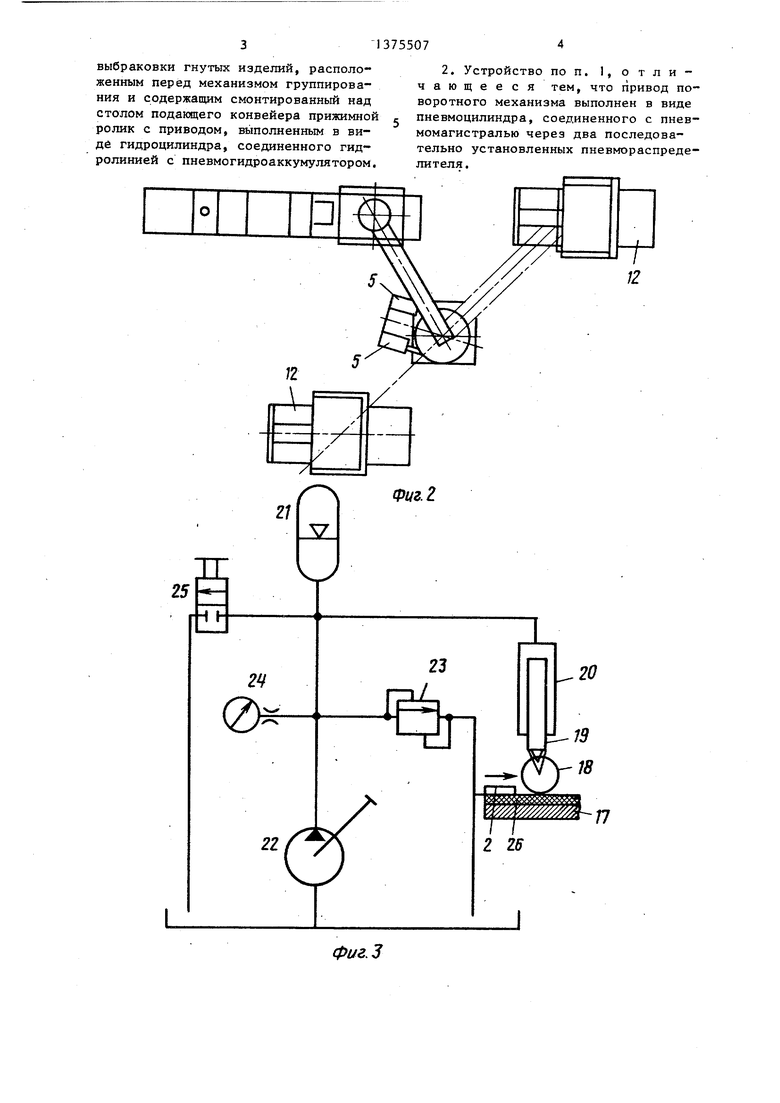
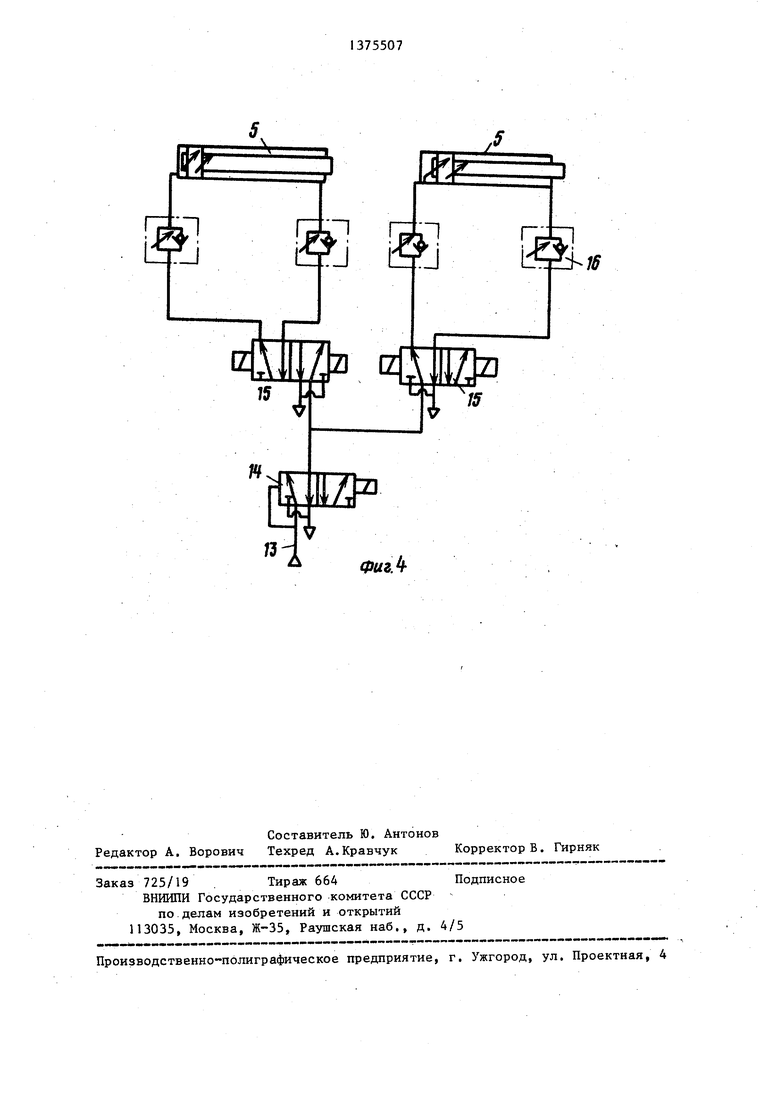
Устройство для укладки штучных изделий, преимущественно керамических плиток в тару (контейнеры) содержит конвейер 1 для подачи изделий 2, механизм 3 группирования пакета изделий, поворотный механизм, выполненный ц виде шарнирно установленной колонны 4, с пневмоцилиндром 5, на колонна 4 закреплена консоль 6 с подъемно-опускным приспособлением для подачи изделий в тару 7, состоя- шзим из захвата 8, подвешенного на двух пневмоцилиндрах 9 и 10. Зажим пакета изделий осуществляется при помощи пневмоцилиндра 11. Если уклад ка изделий осуществляется на двух постах 12, то поворотный механизм оснащается приводом, выполненным в виде двух пневмоцилиндров 5, каждый из которых соединен с пневмомагист- ралью 13 через два последовательно установленных пневмораспределителя: общий 14 и свой 5. В каждой соединительной линии пневмоцилиндра с пневмораспределителем установлен дроссель с обратным клапаном 16. Перед механизмом группирования расположен механизм выбраковки гнутых изделий, который состоит из смонтированного над столом 17 подающего конвейера прижимного ролика 18, шарнирно закрепленного на штоке 19 гидроцилиндра 20 его привода, соединенного гидро
Q
5 0
5
0 Q
5
0
5
линией с пневмогидроаккумулятором 21, последний соединен с ручным насосом 22, предохранительным клапаном 23, манометром 24 и вентилем 25. Верхняя поверхность стола соприкасается с подвижными ремнями 26, транспортируюш 1ми плитку.
Устройство работает следующим образом.
Керамическая плитка 2 по конвейеру 1 на ремнях 26 перемещается к механизму 3 группирования пакета. По пути плитка 2 попадает на стол 17 и затягивается ремнем 26 под ролик 18. Ролик 18 приподнимается и воздух в верхней полости аккумулятора 21 сжимается: бракованная, т.е. гнутая плитка (выпуклая или вогнутая), под действием приложенного роликом усилия ломается и выпадает в проем между ремнями. Нормальная плитка поступает на механизм группирования пакета плиток. Когда пакет сформирован, захват 8 при помощи цилиндра 9 опускается и зажим при помощи пневмоцилиндра 11 захватывает пакет плиток. В дальнейшем поворотный механизм подачи плиток поворачивается под воздействием одного из пневмоцилиндров 5 к посту 12. Пакет плиток опускается в контейнер. При это обе полости пневмоцилиндра 5 сообщены с атмосферой и поворотный механизм подачи изделий (плиток) находится в плавающем состоянии, т.е. при опускании пакета плиток, если даже па- кет соприкасается со стенкой контейнера, поломок плиток не происходит вследствие того, что захват с пакетом имеет возможность самоустановиться. Затем поворотный механизм подачи изделий возвращается в исходное положение, и процесс укладки пакета плиток в контейнер повторяется , Формула изобрете ни я
выбраковки гнутых изделий, расположенным перед механизмом группирования и содержащим смонтированный над столом подающего конвейера прижимной ролик с приводом, выполненным в виде гидроцилиндра, соединенного гидролинией с пневмогидроаккумулятором.
21
SL
фиг.З
12
Фиг.г
Фиъ.
| Устройство для укладки штучных предметов в тару | 1981 |
|
SU992325A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
